You have to admire someone with serious do-it-yourself skills. Not just hammer and nail skills, but formidable design and fabrication skills. Well Forum Member Dave D. (aka “AKShooter”) has a DIY skill set that might put some trained machinists to shame. You see, “DIY Dave” crafted his own pedestal front rest from scratch, using his own design and about $100.00 in materials (not counting the Edgewood front bag). Dave estimates he put 20 hours of labor into the project, but the end result was worth it: “This Do-It-Yourself rest drives like a dream. I’ve played with the Caldwell and a Sinclair, they have nothing on this one.”
Dave tells us: “Here is my Do-It-Yourself front rest. I wanted to show other folks who are handy that a solid front rest is doable with a bit of time — and you don’t need to spend $1000.00. (You could say this is a design for shooters with more time than money.) This is for F-Class. I was originally overwhelmed by the equipment needed, so I decided to make my own rest. I didn’t have the money for a SEB or Farley Coaxial. This is what I’ll run this season (my second as an F-Class competitor).”
Some custom barrel makers are now honing barrels (after drilling) to improve bore diameter uniformity, smooth the interior finish, and reduce barrel lapping times. For years, large-scale manufacturers of hammer-forged barrels have employed honing. Now the process is being used by smaller, “boutique” barrel-makers. This article explains how and why barrel honing is done. Take the time to watch the video. For anyone with an interest in barrel-making, this video is an eye-opener…
Barrel Honing Process Demonstrated (Worth Watching!):
For custom barrel makers, honing is a time-saver and cost cutter. A few minutes on a honing machine can cut lapping times in half, leaving a cross-hatched surface finish in single or low double-digit Ra. Honing is the same process used to make diesel fuel injectors with bore roundness and straightness controlled to fractions of a micron (<0.000040"), with surface finish Ra ≤0.15 µm (6 µin).
A key manufacturing process used for hammer-forged barrels is now getting attention from the makers of custom button-rifled barrels. This process is precision bore-honing. Honing produces a high-quality bore surface fast, which is critical to hammer forging. (Why is honing so important with hammer forging? Surface finish is the one feature of the barrel that cannot be controlled in hammer forging. Surface imperfections in a barrel blank tend to be amplified as the blank is formed on the rifling mandrel. And if the bore is chromed afterwards, imperfections in the surface finish become even more obvious.)
Honing dramatically improves bore diameter size uniformity and accuracy, surface finish and roundness throughout the length of the barrel. It can certainly be used in place of a pre-rifling lap. The chief difference between a lapped and honed bore is the direction of the finish lines in the bore. Honing leaves fine spiraling crosshatch lines, while a lap leaves lines going longitudinally in the bore. After rifling the manufacturer can remove the crosshatch finish with a quick lap if desired. Honing is fast, accurate, and can be automated. Its surface quality and geometry can duplicate lapping, except for the longitudinal lines of the lapped finish.
Frank Green of Bartlein Barrels told us: “We worked with Sunnen and we did all the initial testing on the prototype machine for them. The machine works great! We ordered and received last year a new manufactured machine with the changes we wanted on it and we just ordered a second one a month or so ago. Should be here next month.”
Computer-Controlled Bore-Honing
Honing can be done with great precision through the use of advanced, computer-controlled honing machines. Sunnen Products Company recently introduced a new machine for .17 to .50-caliber barrels (see control panel below). The spindles on this machine can correct bore size imperfections so small only an air gauge can measure them. The consistency this allows improves bore uniformity, which, in turn, produces more accurate barrels for the precision market.
Sunnen Products Company is the world’s largest vertically-integrated manufacturer of honing systems, tooling, abrasives, coolants and gauging for precision bore-sizing and finishing. Sunnen’s customers include manufacturers of diesel and gas engines, aerospace components, hydraulic components, oil field equipment, and gun/cannon barrels. Sunnen, which just celebrated its 90th anniversary, employs more than 600 people worldwide.
Just another YouTube video … NOT. This video is a winner. If you want to see state-of-the-art 21st Century rifle-building, with advanced CNC milling operations, watch this clip. It shows how man and machine combine to create a fine custom rifle.
One of the best short features of its kind, this video shows the creation of a high-end, 22-250 varmint rifle from start to finish. All aspects of the build are covered. The rifle was crafted by Chad Dixon for O’Neill Ops. Once the build is complete, the video shows the rifle being tested at 440 yards. With the camera filming through the scope, you can even watch the trace, starting at the 2:36″ time mark (this is very cool).
Watch this Video in HD!
Any person with an interest in gunsmithing should watch this video. It shows barrel profiling, tenon-thread cutting, chambering, CNC stock inletting, bedding, and stock painting.
For this build, Chad Dixon of LongRifles, Inc. teamed up with O’Neill Ops. The video shows the “Coyote Rifle” build, step by step, from the cutting of the tenon threads, to the 440-yard field test at the end of the build. To learn more about this rifle’s components and its performance in the field, contact James O’Neill, www.oneillops.com, (605) 685-6085.
Chad Dixon of LongRifles, Inc.
Chad Dixon’s introduction to firearms began in 1991 as a marksmanship instructor and competitive shooter in the U.S. Marine Corps. Chad began building rifles in 2000 at the Anschutz National Service Center, where he worked with U.S. Olympic shooters. In 2003 Chad took a position with Nesika Bay Precision/Dakota Arms. After leaving Nesika, Chad deployed to the Middle East as a security contractor for the U.S. Dept. of State. On his return to the USA, Chad started LongRifles Inc., a custom rifle-building company.
Dixon-built rifles combine modern CNC manufacturing methods with traditional expert craftsmanship. Chad’s rifles have won major int’l and national level competitions in Smallbore, Smallbore Silhouette, High Power, and Long Range Palma disciplines.
What do you get for the shooter “who has everything”? How about a custom-crafted, laser-engraved ammo display case. Technoframes produces a series of ultra-sleek Ammo display units, and high-tech pistol racks. The CNC-machined display boxes, fitted to your choice of cartridge, look great. There are many varieties to choose from, including wood, metal, and plexiglass. We like the fact that many of the boxes are lockable.
Technoframes’ impressive billet-aluminum pistol racks, with magazine-style gun holders (fitted with Neodymium magnets in their bases) put ordinary plastic or wire-framed racks to shame.
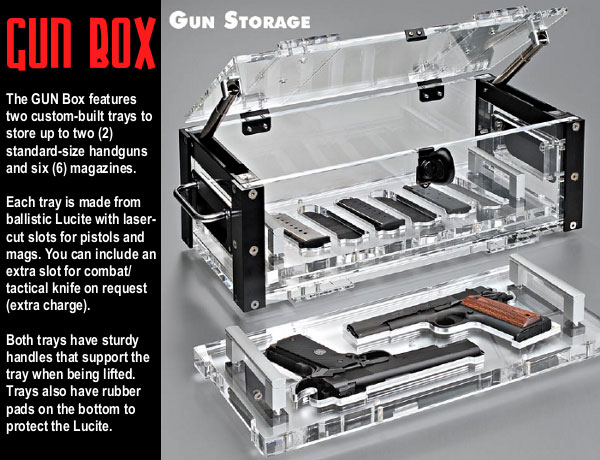
Last but not least, Technoframes also makes a plexiglass-sided gun transport box and a double-tiered, two-pistol/six-magazine gun display box with removable inner tray. These units look like they were produced by “M” for James Bond.
Technoframes is the world’s leading producer of high-end CNC-machined ammo and handgun storage solutions. Along with display cases, Technoframes offers Snap Caps and historical replica ammunition. For more info, visit Technoframes.com.
If you do anything on our site today, watch this movie from Beretta, start to finish. Among the scores of videos we have featured in 2014, this movie, entitled “Human Technology”, is certainly a candidate for “Video of the Year”. It’s that good. You’ll see an amazing blend of ultra-modern manufacturing technology along with old-world artisanship — “a mesmerizing meld of the high-tech and the traditional”. (Quoting Daniel Xu, Outdoor Hub.)
“Human Technology is a singular and symbolic movie, its cast entirely made up of Beretta workmen, thus illustrating the perfect synthesis between craftsmanship and technology,” Beretta writes. This artistic movie by Ancarani Studio illustrates all the aspects of the manufacturing of a high-end Beretta shotgun. This video is a study in contrast. The movements of robotic assembly machines are juxtaposed with the centuries-old craftsmanship of stock carvers. Beautifully filmed and edited, this video will amaze and entertain anyone who loves fine firearms. (Full-screen HD Recommended.)
Zoom for Best Viewing
We strongly suggest you watch this excellent video in 720p or 1080p High-Definition, Full-Screen Mode. To do this, after starting the video, click the gear icon and select 1080p (or 720p if you have a slower connection). After setting the resolution, click the four-corner box to enter Full-Screen Mode. When you’ve finished watching the movie, click the “Esc” key to return to your normal browser screen.
Many of our readers have been interested in learning how modern bullets are made. While a “boutique” bullet-maker, supplied with appropriate cores and jackets, can craft bullets using relatively simple hand dies and manual presses, factory production is different. The major bullet-makers, such as Barnes, employ huge, complex machines to craft their projectiles on an assembly line.
Modern hunting bullets are made with a variety of sophisticated (and expensive) machines, such as Computer Numerical Control (CNC) lathes, giant multi-stage presses, and hydraulic extruding machines that draw lead ingots into lead wire. Barnes offers an “inside look” at the bullet production process in a series of videos filmed at its Mona, UT factory. We’ve embedded four videos from the series here. These videos can also be viewed on the Barnes Bullets YouTube Channel.
Milling Slots in TSX All-Copper Bullet
This video shows how the slots (between the drive bands) in the TSX all-copper bullet are cut. The slots reduce the bearing surface that contacts the rifling. This helps reduce friction and heat, extending the life of barrels used with all-metal, drive-band bullets:
Varminator Bullets Produced in Jumbo Transfer Press
Here is the transfer press used in the production of Varminator and MPG Bullets. The process begins with a giant spool of flat copper material. The copper is stamped into jackets and eventually the formed Varminator bullets are ejected one by one into a bucket.
CNC Lathe Turns Bullets Automatically
In the video below, a Bar-Feed CNC crafts mono-bloc bullets from metal bar stock. Barnes uses a small CNC lathe to turn .50-caliber bullets from brass bar stock. We’re not sure which bullet is being made in this video. The material looks to be sintered metal. In the close-ups you can gold-colored shavings from when the machine was previously used for CNC-turned brass bullets.
Accuracy Testing in 100-yard Tunnel
Barnes regularly tests bullet samples for accuracy. In the video below, a Barnes technician loads sample rounds and tests them for accuracy in a 100-yard tunnel. The rounds are shot through a special fixture — basically a barreled action connected to parallel rods on either side. This allows the testing fixture to slide straight back on recoil (see it move back at 1:07-08 minute mark). Note how the tester actuates the trigger, which is oriented upwards, just the opposite of a normal rifle. The technician taps the upward-pointing trigger shoe lightly with a metal rod. Could this upside-down trigger orientation be useful in benchrest shooting — perhaps with railguns? It could make for an interesting experiment.
Story suggestion by EdLongrange. We welcome reader submissions.
Could your next metal scope rings, trigger guard, or muzzle brake be crafted with a 3D printing process? It’s possible. In fact, a wide variety of metal parts (even a complete handgun) can be printed using the latest 3D Direct Metal Laser Sintering (DMLS) process. The way this works is as follows: powdered metal is heated by a laser, causing the metal particles to fuse and solidify. This is progressively repeated, in vertically-stacked layers, until the entire metal part is complete. It’s like building a metal layer cake with the shape/size of each thin layer defined by a precise laser beam. The laser is guided by computer-controlled servos following a CAD “blueprint”.
This video demonstrates how metal parts are 3D printed using the DMLS process. This technology is offered by Solid Concepts, a leading rapid prototyping and manufacturing services company.
The Solid Concepts 1911 — World’s First 3D-Printed Metal Firearm
Solid Concepts has manufactured the world’s first 3D-printed metal gun using a laser sintering process and powdered metals. The gun, a .45 acp 1911 clone, has already handled 50 rounds of successful live-fire testing. A 1911 design was chosen because the “blueprint” is public domain. The gun is composed of thirty-three, 17-4 Stainless Steel and Inconel 625 components, crafted through the DMLS process. Even the carbon fiber-filled hand grips are 3D printed, using a Selective Laser Sintered (SLS) process.
Except for the springs, all the parts of this 1911 handgun were printed using the metal laser sintering process. Yes even the highly-polished slide, the barrel, the frame, and the hammer were printed. There are no forgings, castings, or conventionally-machined parts. With the exception of springs, all 30+ components in this prototype pistol were printed using Direct Metal Laser Sintering (DMLS) technology. Watch the video for a glimpse into the future of gun-making:
World’s First 3D-Printed Metal Gun Test Firing
Solid Concepts believes that its fully-functional, 3D-printed 1911 handgun proves the viability of 3D printing for gun parts, even highly-stressed components. Kent Firestone, V.P. of Additive Manufacturing at Solid Concepts, states: “We’re proving this is possible, the technology is at a place now where we can manufacture a gun with 3D metal printing. And we’re doing this legally. In fact, as far as we know, we’re the only 3D printing service provider with a Federal Firearms License (FFL). Now, if a qualifying customer needs a unique gun part in five days, we can deliver.”
Will we see complete 3D-printed metal guns on the market soon? That’s unlikely. It’s still more economical to produce complete guns the old-fashioned way. However, we may see 3D printing used for rapid prototyping. In addition, 3D metal printing has advantages for hard-to-machine parts with complex geometries. Solid Concepts reports that its 3D printed metal has fewer porosity issues than an investment cast part and better complexities than a machined part. It will be interesting to see what unfolds in the years ahead.
Did you know that Shilen Rifles Inc. offers barreled actions and complete rifles? And that Shilen offers a Savage-style, barrel-nut system for its Rem-clone actions? Starting in 2010, after a hiatus of nearly twenty years, Shilen returned to the rifle manufacturing market. After several years of development, Shilen now offers custom actions ($950.00), barreled custom actions with triggers ($1500.00), and complete rifles ($3200.00 and up).
The new Shilen custom actions are CNC-milled from high-grade stainless steel. Two types are offered — the multi-shot DGR (Repeater) or the single-shot DGV (Varminter) action. Both actions will be offered in most common bolt faces and both right-hand and left-hand actions are immediately available. The DGR and DGV actions have a 1.350″ diameter with 8-40 scope base mounting screw holes, and an 0.300″ pinned recoil lug. The spiral-fluted bolts feature a floating bolt head with an interchangeable bolt handle knob. These actions feature a footprint similar to the Remington Model 700. Both DGR and DGV actions will accept many aftermarket components crafted for Rem-700 style actions, including triggers and bottom metal.
Barreled Actions with Barrel-Nut System for Easy Barrel Exchanges
Along with the stand-alone DGR and DGV actions, Shilen is offering barreled action assemblies, chambered and ready to drop into Rem 700-inletted stocks. The actions are fitted with Shilen match-grade barrels and Shilen triggers. The barrels feature a 1-1/16″x20 barrel thread and are attached to the action by a barrel nut. This Savage-style barrel nut system simplifies headspacing, allowing easy swapping from one barrel to another. With the simple barrel-exchange procedure, you can shoot multiple chamberings with a single action/rifle. For example, shooters can change from a .223 Remington to a .204 Ruger or a .22-250 to a 6mm BR in a matter of minutes.
Complete Rifles with McMillan Stocks
With Shilen’s complete rifles, buyers can choose their chambering, and select barrel and stock configuration. Shooters can choose between a sporter weight wood stock or a variety of McMillan fiberglass stocks. With all complete rifles, the entire package is delivered in a quality gun case and Shilen even includes table mat, cleaning rod, bore guide, jag, bore brush, and cleaning patches.
There has been a strong demand for Shilen’s barreled actions and complete rifles. Accordingly, the waiting period is two to four months for complete rifles, a bit less for barreled actions. But some chamberings can be had much more quickly (if Shilen has a pre-chambered barrel in current inventory). If you’re interested, call (972) 875-5318 or email comments@shilen.com for more info.
Are you bored with your “whimpy” .50 BMG? Looking for something with a little more punch? Well J.D. Jones and his team at SSK Industries have created a truly big boomer — the .950 JDJ. As its name implies, rifles chambered for the cartridge have a bore diameter of 0.950″ (24.13 mm). This would normally make such rifles “destructive devices” under the 1934 National Firearms Act (NFA). However, SSK obtained a “Sporting Use” exemption allowing the rifles to be sold without special restrictions as destructive devices. CLICK HERE to watch .950 JDJ being fired.
.950 JDJ Specifications
Rifle Cost: $8000.00
Ammunition Cost: $40.00 per round
Projectile Weight: 3,600 grains (more than half a pound)
Rifle Weight: Between 80 and 120 pounds
Muzzle Energy: 38,685 ft/lbs (52,450 Joules)
Momentum: 154.1 Newton-seconds
As crafted by SSK Industries, .950 JDJ rifles use McMillan stocks and very large-diameter Krieger barrels fitted with a massive 18.2-lb muzzle brakes. The ammo produced by SSK features solid 3,600 grain bullets and CNC-machined cartridge brass. It is also possible (through a lot of work), to use a 20mm cannon casing shortened and necked-down.The primer pocket is swaged out to accept a .50 cal machine gun primer. That 3,600 grain bullet is just massive — it weighs more than half a pound. The cartridge propels its 3,600 grain bullet at approximately 2,200 fps. This yields a muzzle energy of 38,685 ft-lbs and a momentum of 154.1 Newton-seconds. The energy on target (knock-down power) is comparable to WWI-era tank rounds.
In the firearms business we are justifiably proud of the machining quality of high-end components. For example, a multi-flat BAT action with diamond fluted bolt is an impressive piece of machining. But if you want to see a truly amazing example of modern automated machining, watch the two videos below.
5-Axis Milling Magic
In the videos below, a modern, computer-controlled 5-axis milling machine produces a complete motorcycle helmet shell start to finish. Yes, the motorcycle helmet was milled out of one solid 120kg block of aluminum.
Every feature of the aluminum helmet was cut by machine — even the side vents and rear “50th Anniversary” logo and mesh grill”. The machines in use are 5-Axis hyperMILLs produced by Daishin Seiki Corp. of Japan.













 You have to admire someone with serious do-it-yourself skills. Not just hammer and nail skills, but formidable design and fabrication skills. Well Forum Member Dave D. (aka “AKShooter”) has a DIY skill set that might put some trained machinists to shame. You see, “DIY Dave” crafted his own pedestal front rest from scratch, using his own design and about $100.00 in materials (not counting the Edgewood front bag). Dave estimates he put 20 hours of labor into the project, but the end result was worth it: “This Do-It-Yourself rest drives like a dream. I’ve played with the Caldwell and a Sinclair, they have nothing on this one.”
You have to admire someone with serious do-it-yourself skills. Not just hammer and nail skills, but formidable design and fabrication skills. Well Forum Member Dave D. (aka “AKShooter”) has a DIY skill set that might put some trained machinists to shame. You see, “DIY Dave” crafted his own pedestal front rest from scratch, using his own design and about $100.00 in materials (not counting the Edgewood front bag). Dave estimates he put 20 hours of labor into the project, but the end result was worth it: “This Do-It-Yourself rest drives like a dream. I’ve played with the Caldwell and a Sinclair, they have nothing on this one.”




 Just another YouTube video … NOT. This video is a winner. If you want to see state-of-the-art 21st Century rifle-building, with advanced CNC milling operations, watch this clip. It shows how man and machine combine to create a fine custom rifle.
Just another YouTube video … NOT. This video is a winner. If you want to see state-of-the-art 21st Century rifle-building, with advanced CNC milling operations, watch this clip. It shows how man and machine combine to create a fine custom rifle.










 Zoom for Best Viewing
Zoom for Best Viewing
 Many of our readers have been interested in learning how modern bullets are made. While a “boutique” bullet-maker, supplied with appropriate cores and jackets, can craft bullets using relatively simple hand dies and manual presses, factory production is different. The major bullet-makers, such as
Many of our readers have been interested in learning how modern bullets are made. While a “boutique” bullet-maker, supplied with appropriate cores and jackets, can craft bullets using relatively simple hand dies and manual presses, factory production is different. The major bullet-makers, such as 



 Are you bored with your “whimpy” .50 BMG? Looking for something with a little more punch? Well J.D. Jones and his team at
Are you bored with your “whimpy” .50 BMG? Looking for something with a little more punch? Well J.D. Jones and his team at 
 5-Axis Milling Magic
5-Axis Milling Magic










