Do you own a Springfield M1A (or wish you did)? Then you should watch this 5-minute video from the American Gunsmithing Institute (AGI). This video shows the basics of the operation of the popular M1A rifle, the civilian version of the military M14. In this video, gunsmith John Bush field-strips the M1A and shows how the bolt, op rod, and trigger group fits together and operates. This video contains excerpts from the M1A Rifle Armorer’s Course, AGI Course #1584. The full Armorer’s Course is available on DVD from www.AmericanGunsmith.com.
Watch Highlights of AGI M1A Rifle Armorer’s Course:
2022 CMP Springfield M1A Match at Camp Perry
The 15th annual Springfield Armory M1A Match will take place during the 2022 CMP National Rifle Matches. The CMP will host the event on Sunday, August 7, 2022, the same weekend as the Garand/Springfield/Vintage Military matches. Competitors of all experience levels are encouraged to bring their M1A rifles to Camp Perry and compete. CLICK HERE for Online REGISTRATION. The match is open to all individuals ages 12 and above. For more information contact the CMP at competitions@thecmp.org or call 419-635-2141 ext. 724 or 714.
The Springfield Armory M1A match began with one man’s idea and passion. Springfield Armory’s Mike Doy witnessed the waning of classic M1 Garand and M1A rifles from the competitive High Power firing lines. “I really wanted to get those M1A rifles out of safes and closets and back out onto the field. So 11 years ago, I promoted the idea of running an M1A-specific match at Camp Perry. That first year we had over 600 competitors and spectators.” Now the match offers some of the biggest pay-outs at Camp Perry. In recent years, Springfield Armory has donated over $25,000 worth of cash and prizes, including a $2,000 cash award to the overall winner.
Many of our readers use AR-type rifles for Service Rifle matches, varmint hunting, 3-Gun competition, or defensive use. AR-platform rifles can be configured in a multitude of ways to suit the application. But if you plan to put together your own purpose-built AR rifle, how do you get started?
For AR Do-It-Yourselfers, we suggest reading the late Glen Zediker’s book, the Competitive AR-15 Builders Guide. Following on Zediker’s The Competitive AR15: Ultimate Technical Guide, the Builders Guide provides step-by-step instructions that will help non-professional “home builders” assemble a competitive match or varmint rifle. This book isn’t for everyone — you need some basic gun assembly experience and an aptitude for tools. But the Competitive AR-15 Builders’ Guide provides a complete list of the tools you’ll need for the job, and Zediker outlines all the procedures to build an AR-15 from start to finish.
One of our Forum members who purchased the AR-15 Builders Guide confirms it is a great resource: “Much like any of the books Mr. Zediker puts out this one is well thought-out and is a no nonsense approach to AR building. I can not stress how helpful this book is from beginner to expert level.”
Along with assembly methods, this book covers parts selection and preparation, not just hammers and pins. Creedmoor Sports explains: “Knowing how to get what you want, and be happy with the result, is truly the focus of this book. Doing it yourself gives you a huge advantage. The build will honestly have been done right, and you’ll know it! Little problems will have been fixed, function and performance enhancements will have been made, and the result is you’ll have a custom-grade rifle without paying custom-builder prices.” Other good resources for AR projects is Gunsmithing the AR: The Bench Manual, and the Building Your AR from Scratch DVD.
In the video below, Forum member (and F-Class ace) Erik Cortina shows how to install a Jewell Benchrest trigger into a Kelbly F-Class Panda action. You could follow the same simple procedure to install a Jewell in a standard Panda action. Kelbly’s sells both standard and long versions of the F-Class Panda action. Both versions feature integral recoil lugs in the front.
To see more detail in this “how-to” video, you can zoom it to full-screen size. Simply click the full-screen icon (4-cornered frame) just to the right of the YouTube logo in the lower right.
This is one amazing .50-caliber rifle. Along with the lever-actuated falling block, it has a massive swing-out breech block like you’d find on a field artillery piece. The action is so wide that the sights and scope are offset. You’ve heard of the “Beauty and the Beast”? Well here the Beast IS a Beauty….
View looking down at the action from above. Note the hinged Breech-Block.
This extraordinary example of gunsmithing art was crafted by the late J.T. (Jack) Smith of Sudbury, Massachusetts. This unique .50-caliber rifle features an aircraft machine gun barrel cut down to 38-1/4″, and turned octagon to round (in the style of Schuetzen rifles). The round portion of the barrel is tapered with a heavy boss at the muzzle. The barrel is inlaid in gold on both left and right side top flats. Custom scope bases are fitted to the receiver and to the top of the barrel. These hold an externally adjusting Unertl 15X target scope in offset scope mounts.
Huge Falling Block Receiver
The massive receiver (8″ long x 2-3/4″ wide x 3″ deep) is remarkable in design and construction. Machined from solid steel, the action incorporates several unique features. Note the hinged Howitzer-style breech block which swings to the right and mortises into the back of the receiver in the loading slot, providing a back-up for the falling block. We’ve never seen anything like that on any rifle. The one-piece floorplate/lever incorporates a Ruger No. 1-style latch which locks into the bottom of the trigger guard. The entire floorplate and lever retract downward. Firing is accomplished by means of a striker mounted in the hinged (swing-out) breech block. This is manually cocked with another lever on top of the breech block. Dropping the falling block activates the extractor which removes the spent case.
Offset Sights
This rifle features a custom-built, windage-adjustable offset front sight plus a custom-built vernier tang sight with aperture offset to the left side. The sights are offset to the left for a right-handed shooter, to correct for the extreme width of the receiver, allowing a more comfortable head position.
Some custom barrel makers are now honing barrels (after drilling) to improve bore diameter uniformity, smooth the interior finish, and reduce barrel lapping times. For years, large-scale manufacturers of hammer-forged barrels have employed honing. Now the process is being used by smaller, “boutique” barrel-makers. This article explains how and why barrel honing is done. Take the time to watch the video. For anyone with an interest in barrel-making, this video from Sunnen Products Co. is an eye-opener.
Barrel Honing Process Demonstrated (Worth Watching!):
For custom barrel makers, honing is a time-saver and cost cutter. A few minutes on a honing machine can cut lapping times in half, leaving a cross-hatched surface finish in single or low double-digit Ra. Honing is the same process used to make diesel fuel injectors with bore roundness and straightness controlled to fractions of a micron (<0.000040"), with surface finish Ra ≤0.15 µm (6 µin).
A key manufacturing process used for hammer-forged barrels is now getting attention from the makers of custom button-rifled barrels. This process is precision bore-honing. Honing produces a high-quality bore surface fast, which is critical to hammer forging. (Why is honing so important with hammer forging? Surface finish is the one feature of the barrel that cannot be controlled in hammer forging. Surface imperfections in a barrel blank tend to be amplified as the blank is formed on the rifling mandrel. And if the bore is chromed afterwards, imperfections in the surface finish become even more obvious.)
Honing dramatically improves bore diameter size uniformity and accuracy, surface finish and roundness throughout the length of the barrel. It can certainly be used in place of a pre-rifling lap. The chief difference between a lapped and honed bore is the direction of the finish lines in the bore. Honing leaves fine spiraling crosshatch lines, while a lap leaves lines going longitudinally in the bore. After rifling the manufacturer can remove the crosshatch finish with a quick lap if desired. Honing is fast, accurate, and can be automated. Its surface quality and geometry can duplicate lapping, except for the longitudinal lines of the lapped finish.
In 2015 Frank Green of Bartlein Barrels told us: “We worked with Sunnen and we did all the initial testing on the prototype machine for them. The machine works great! We ordered and received … a new manufactured machine with the changes we wanted on it and [subsequently] ordered a second one.”
The Sunnen hone secures the barrel blank in a 3-jaw chuck, with honing oil pumped into one end while the tool works from the opposite end. Sunnen’s specialized Long Bore Tool uses metal-bond diamond or CBN superabrasives to quickly remove reamer marks, waviness, tight spots and other imperfections left by upstream processes.
Sunnen states that: “Honing is an ideal replacement for hand-lapping barrel blanks before rifling. It quickly removes reamer scratches and surface waviness without labor-intensive hand lapping. By producing a consistent bore diameter (±0.0001″ or less), parallelism, roundness and surface finish end to end, honing yields more consistent performance from rifling buttons and cutters, resulting in a constant groove depth. The ideal bore geometry reduces distortion of the bullet shape.”
Computer-Controlled Bore-Honing
Honing can be done with great precision through the use of advanced, computer-controlled honing machines. Sunnen Products Company offers an advanced machine for .17 to .50-caliber barrels (see control panel below). The spindles on this machine can correct bore size imperfections so small only an air gauge can measure them. The consistency this allows improves bore uniformity, which, in turn, produces more accurate barrels for the precision market.
Sunnen Products Company is the world’s largest vertically-integrated manufacturer of honing systems, tooling, abrasives, coolants, and gauging for precision bore-sizing and finishing. Sunnen’s customers include manufacturers of diesel and gas engines, aerospace components, hydraulic components, oil field equipment, and gun/cannon barrels. Sunnen employs more than 600 people worldwide.
Brownells’ Do-It-Yourself (DIY) video series provides logical, step-by-step installation help for triggers, stocks, and springs. Nine separate videos cover Brownells various DIY Kits. Not sure if you’re up to the project? Just watch each video to see what’s involved. The nine DIY kits are:
This video shows Remington 700 after-market trigger installation:
In the Do-It-Yourself videos, Brownells’ Gun Techs proceed step-by-step, showing you exactly how to install the parts on your gun. Each kit also comes with complete, illustrated instructions you can take to the bench. To learn more, click the links above, or CLICK HERE to visit Brownells’ DIY Kit online page.
Impressive engraving by Jesse Kaufmann. Note how the scope rings have been engraved to perfectly match the engraving pattern on the Remington 547 action.
Who says fine craftsmanship is dead? There’s a modern day engraving wizard up in South Dakota, Jesse Kaufmann, who produces some of the most handsome engraving we’ve seen. Jesse, who operates Black Hills Gunstocks and Engraving LLC, is a true master at metal engraving and he also does superb stock checkering. Here are some examples of Jesse’s engraving work:
This 14-minute video showcases dozens of Jesse Kaufmann’s Engraving examples:
About Jesse Kaufmann, Master Engraver
Jesse Kaufmann was a professional stockmaker for Dakota Arms for over a decade. In 2009, he was inducted in the American Custom Gunmakers Guild as a checkering specialist. In January 2017, Jesse was awarded his Master Engraver certification by the Firearms Engravers Guild of America. With his broad skill set, Jesse is able to offer his clients a unique and complete package of stock work, finish, checkering, and engraving for a custom package that is all completed under one roof by his own hands.
Jesse Kaufmann’s work has been featured in American Rifleman, American Hunter, FEGA’s The Engraver, Sports Afield, Waidmannsheil Journal of German Gun Collectors Assn., Gun Digest 71st Edition, Modern Custom Guns Volume 2, Dangerous Game Rifles 2d. Edition. For more info, visit BlackHillsgunstocksandengraving.com, email blackhillsgunstocks [at] gmail.com, or call Jesse at (605) 499-9090 after 5:00 pm. SEE Gallery of Work.
Need a new barrel for your Rem-actioned hunting or tactical rifle? Here’s a great DIY option for riflemen. McRee’s Precision offers complete, no-gunsmithing re-barreling kits for Remington and Rem-clone actions. These feature a high-quality, pre-chambered “PRE-FIT” stainless barrel from Criterion, a Savage-style barrel nut, a recoil lug, and a special barrel-nut wrench. Most of the Pre-Fit barrels are 24″ long and threaded at the muzzle. CLICK Here for all Pre-Fit barrel specs.
With this system you can easily re-barrel your favorite Remington rifle yourself in less than an hour. You don’t need to pay gunsmithing fees, or wait weeks (or months) for a busy smith to do the job. And the price is under $500.00. Kits are currently available for these chamberings: 6.5 Creedmoor, 6mm Creedmoor, .243 Win, .308 Win, .308 Winchester Magnum. (call for other cartridge options on special order). You can buy with confidence — McRee’s Precision offers a Half-MOA Accuracy Guarantee with its pre-fitted barrel kits: “Our barrels are made to specific standards that [ensure] sub-1/2 MOA of accuracy”.
The stainless steel Barrel Nut is set up for 1 1/16 x 16 barrel threads, while the stainless steel recoil lug has a 1/8 inch removable locator pin and is set up for 1.0625 dia barrel threads.
McRee’s Precision sells Rem-action Pre-Fit barrel packages complete with chambered barrel, barrel nut, recoil lug, and wrench. Choose from three chamberings: 6.5mm Creedmoor, .308 Win, and .300 Win Mag each priced at $499.47. These Pre-Fit barrel kits come ready-to-install. All you need to do is remove your current barrel, place the recoil lug, spin on the new tube, follow the instructions for setting head-space with standard go/no-go gauges, then torque the barrel nut against the lug. NOTE: You may require a barrel vise and action wrench to remove the original barrel. Chambering-specific headspace gauges required. Minor inletting changes may be needed forward of the action.
The folks at McRee’s Precision say their Pre-Fit system offers many advantages: “Remington Pre-Fitted Barrel Kits have become popular over the years. If Savage can do it, why not for our Remingtons? Our [Criterion-supplied] barrels are spec’d to the McRee standard of performance. There are several places to get the tools required to remove your factory barrel correctly. Once you have your barrel removed all you have to do is follow the normal Savage procedure to install your new barrel. We recommend that you contact your local gunsmith for the install. Feel free to call us with any questions.”
Product Tip from Ed LongRange. We welcome readers’ submissions.
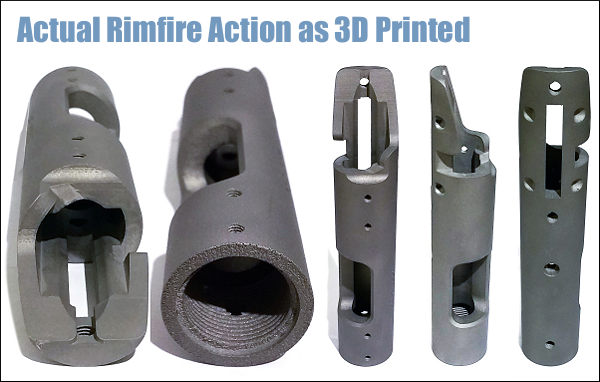
Here’s something truly innovative — a 3D-printed metal rimfire receiver!
Forum member Marcos G. (aka MFP_BOP) has designed and created his own rimfire action. But it’s not machined or forged. This new action was created with a 3D sintered metal printer. A 3D modeler by profession, Marcos has the requisite skill set and access to a very high-tech (and expensive) metal printer. As printed, the actual receiver is shown below. It has just been sent out to be age-hardened to 40 HRC, after which final finish work (e.g. cleaning up tenon threads) will be done. To learn more about this 3D-printing project, read this FORUM Thread.
When most of us think of 3D printing, we think of small plastic parts — nothing as strong as steel. But there are 3D printers that employ sintered metal to build complex metal components. Marcus says the receiver he’s created should have “stated yield and tensile strength similar to investment casting.” The material used for the action is 15-5 PH® Stainless Steel (in sintered form).
The action was designed to use a PT&G 40X rimfire bolt. Marcos notes that “There is an extraction cam inside of the action, something that would be very hard or impossible to do by regular machining and/or EDM.”
Born in Brazil, Marcos now lives in New Zealand. He tell us that: “New Zealand is a very gun-friendly country. I just need my A-CAT license to make [a receiver.]” So there are no special legal restrictions (as might apply in the USA). The printer is EOS270 laser metal sintering machine. Marcos says: “The current price for one of those machines is in five figures, but I am 99.99% sure that in 5-7 years this technology will be readily available to anyone.”
As designed, the receiver was 1.4″ in diameter. Marcos reports it came out of the printer at 1.403″. The designed boltway is .690″ and it came out .687″. Marcos notes: “I haven’t noticed any warping. The threads are rough, really! Interior and exterior finishes are really good though, probably because of the way it’s been printed: upside down (must have gone through tumbling afterwards). I will have to run some taps and single-point-cut the tenon threads to clean them up.”
Marcos says the actual printing process took a lot of time: “I should have asked how long it took to be printed!” But consider this, the 7″-long receiver is created in layers only 20 microns thick, so you can understand why the process took so long.
Reasons to Print a Rimfire Receiver
Marcos 3D-printed his own action basically to save money: “Some may be asking why I printed this receiver. Here’s a little history… I tried different ways to bring a Stiller 2500X action into New Zealand. The final price to my door was NZ $3000.00 (about $2195.00 USD). Designing and making one would be way cheaper, but I felt nobody here could machine the internal abutments with precision. Also printing was still a little cheaper and printing offered the chance to put in it all details I wanted — such as M4 threads, internal cam, and fillets.”
Through Executive action, without new Federal legislation, the Biden Administration, acting through the Bureau of Alcohol, Tobacco, Firearms, and Explosives (ATF) is moving to ban the direct sale of unfinished firearm frames and receivers which could be built into functional guns with some additional work and components. (Top photo from GunsAmerica Digest.)
This week, the Biden administration announced the final ruling for ATF 2021R-05, “Definition of ‘Frame or Receiver’ and Identification of Firearms”. Among its provisions, the ruling will effectively eliminate the distribution of “80% Kits” and require FFLs and gunsmiths to serialize such kits upon acquisition. The rule will go into effect 120 days from the date of publication in the Federal Register.
“This ruling will have significant regulatory and operational impacts on FFLs, gun owners and the entire firearms industry,” said Phil Milks, Orchid LLC VP and FFL Law Lead Attorney. “It’s imperative firearm manufacturers and retailers review the ruling in detail and evaluate their manufacturing, serialization and recordkeeping processes to ensure compliance when the new regulations go into effect. We urge FFLs to contact Orchid to learn more about this ruling and how it may affect their firearms business.”
New ATF Ruling Covered at Upcoming 2022 Firearm Industry Conference
The ATF’s new policies on unfinished receivers will be the focus of a seminar at the 2022 Firearms Industry Conference (FIC), April 26-27 in Atlanta, Georgia. At the FIC seminar/discussion, ATF executives will review the new ruling and take questions. Agency personnel will also be available during scheduled breakout sessions and private FFL/ATF meetings. The seminar/discussion will be hosted by Orchid LLC and the Williams Mullen Firearms Industry Group.
“With ATF executives in attendance, we believed it was important for attendees to have an opportunity to hear from and engage with their leadership in open dialogue,” said Orchid CEO, Jon Rydberg.
Over 20 ATF executives will attend FIC 2022, including:
– Marvin Richardson, Acting Director, ATF
– Tom Chittum, Acting Associate Deputy Director, ATF
– Alphonso Hughes, Asst. Director, Office of Enforcement Programs & Services
– Andy Graham, Deputy Asst. Director, Office of Enforcement Programs & Services
– Marianna Mitchem, Chief, Firearms & Explosive Industry Division
– Curtis Gilbert, Deputy Asst. Director (Industry Operations), Office of Field Operations
– Andrew Lange, Chief, Office of Regulatory Affairs
“The Firearms Industry Conference is critically important, especially this year, to the firearms industry”, said Chuck James of the Williams Mullen Firearms Industry Group. Held April 21–27, FIC 2022 features virtual and in-person sessions led by Federal agency personnel, firearms industry leaders, and subject matter experts. Sessions are broken intro three tracks: Firearms Industry Law & Finance, FFL Compliance, and FFL Technology. FIC On-Air™ will be held online April 21–22, followed by FIC Workshops on April 25, with the main FIC event on April 26–27 in Atlanta. To register for FIC 2022, visit orchidadvisors.com/FIC.


















 Many of our readers use AR-type rifles for Service Rifle matches, varmint hunting, 3-Gun competition, or defensive use. AR-platform rifles can be configured in a multitude of ways to suit the application. But if you plan to put together your own purpose-built AR rifle, how do you get started?
Many of our readers use AR-type rifles for Service Rifle matches, varmint hunting, 3-Gun competition, or defensive use. AR-platform rifles can be configured in a multitude of ways to suit the application. But if you plan to put together your own purpose-built AR rifle, how do you get started?




















 About Jesse Kaufmann, Master Engraver
About Jesse Kaufmann, Master Engraver