|
|
January 11th, 2019

A customer of well-known gunsmith (and Hall-of-Fame shooter) Thomas “Speedy” Gonzalez recently asked Speedy about bedding compounds. Speedy offered some interesting advice based on long-term testing of various materials. Speedy favors Marine-Tex because it is very stable over time, while other materials can shrink up to 6% dimensionally. A good bedding job should be a perfect fit to your barreled action. If the bedding material shrinks over time, that is NOT a good thing….
Speedy’s customer asked: “I know you’re not a Devcon man in regards to bedding compounds but I respect your input in such matters and my question is this in regard to aluminum actions. If Devcon was considered, for an aluminum action, would you prefer aluminum compound formula or steel formula? I personally prefer Devcon steel and Marine-Tex for steel receivers but my experience with aluminum is limited. Also do you have a release agent preference that works better with aluminum?”
Speedy answered: “My only preference of one epoxy over another is their stability over time. My buddy who works for the Texas State Weights and Measures Department had me cast several of the most common types of epoxies used for bedding into 1.000″ machined blocks. After one year of being kept in a controlled climate and measured for shrinkage monthly, the Marine Tex shrunk only 1/10th of 1% (i.e. 0.1%) whereas almost all the others (including Devcon Steel formula, Devcon Aluminum formula…) shrunk 3% to 6%. The only other compounds that matched the Marine Tex were Araldite 1253 and Araldite 2014, with the latter being quite expensive for daily use.”
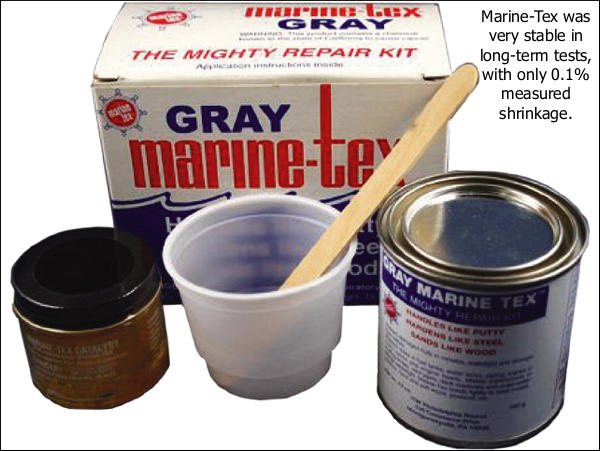
Speedy added: “The Marine Tex Grey has no atomized metal in its makeup even though it appears that it does. This can be proven by the use of a strong neodymium magnet. What is humorous to me is that people don’t like aluminum yet will bed their actions atop aluminum pillars that have twice the coefficient of expansion (COE) of steel. Like Devcon, it is what people have always done and used. Thus [they] perpetuate the same old stuff. That’s my two cents’ worth. But as I tell everyone, ‘I’ll tell you what I know or do, but it’s not my job to convince anyone to do it my way’.”
Release Agents — Try Shoe Polish
Regarding release agents, Speedy stated: “I use Kiwi Neutral or Tan shoe polish. This works great and you can find it anywhere. Do NOT use the black or brown as it will stick.”

View More Photos of Speedy Inletting and Bedding Job
CLICK HERE to see an interesting bedding job done by Speedy using a custom titanium bedding block. Speedy notes, “The stock was a raw blank requiring full inletting for the action to fit properly plus the titanium block. All the loading ports, bolt handle cut, bolt stop, and trigger guard cuts were done with diamond tooling to eliminate fraying and/or delamination of the wood.” You’ll find more projects by Speedy on his Facebook Page. Speedy is in San Antonio, Texas now, and accepting new projects with his company S.G. Rifles LLC.
January 8th, 2019

A couple seasons back we published our comprehensive 6.5×47 Lapua Cartridge Guide, researched by the 6.5 Guys. In case you’ve been wondering what kind of accuracy is possible for a tactical-type rifle chambered for this mid-sized cartridge, check out this tack-driver built by gunsmith Ryan Pierce. That’s a mighty impressive 0.206″ five-shot group fired with Berger 140gr Hybrids using a Brux cut-rifled barrel. The powder was Hodgdon H4350, a very good choice for this cartridge.

Ryan reports: “Here is a 6.5×47 I built for a customer. It features a trued Rem 700 action, Brux 1:8″ Rem varmint-contour barrel, Mcmillan thumbhole stock, Surgeon bottom metal, and 3-port muzzle brake. The customer’s preferred load is the same that has worked in the last couple dozen 6.5x47s I’ve built: 41.1-41.3 grains of H4350 with 140 hybrids .050″ off the lands. This should run about 2810-2815 fps from a 26″ barrel. The 3.128″ refers to length of a loaded round from the base to ogive including the Hornady ogive comparator tool.”


Yep, It Measures Up…
Lest anyone dispute Ryan’s measurement of this group (the internet is full of nay-sayers), 0.206″ is EXACTLY what we got when we measured this group using OnTarget software. See for yourself:

December 31st, 2018

The 6BR Improved cases have become very popular in tactical competitions. In fact the Precision Rifle Blog reports that the majority of Top 10 PRS and NRL shooters are now running some version of the 6mmBR Norma case — such as the 6mm Dasher, 6BRX, or 6BR Ackley. In fact “40% of those ranked in the top 10 in either league were running a 6mm Dasher”. This short, fat 6BR improved case can push the 100-107gr bullets to 2950+ fps, a well-known accuracy node. Yes the 6mm Creedmoor and 6XC can push heavy 6mm projectiles faster to be sure, but there is a trade-off in barrel life. The 6BR Improved cases represent a “sweet spot” for the tactical game, offering outstanding accuracy, with less recoil than bigger cartridges, including the 6.5 Creedmoor.
The only real downside to the short/fat 6BR-based cartridges is that they can be finicky when feeding from a magazine, at least without some modifications to the follower and feed lips. There are kits that can help with this, but now there is an even better solution — a premium custom action designed specifically to feed the 6mm Dasher (and similar cartridges) from a magazine. This action, the Borden Super Short 6, was recently, unveiled on Facebook by PRS competitor John Hargett. This action, available in both right- and left-hand versions, features a dedicated new Super Short 6 (SS6) magazine optimized for Dasher-sized cartridges. The bolt has a shorter throw than a standard Rem short action. We think this new action could become VERY popular with tactical shooters, and varmint hunters.
John Hargett says: “Installing spacer kits or possibly having a nose dive in full-size .308 mag is in the past! This will fit all 700 stocks and chassis and AICS bottom metal. So no need to change what you are already using. Borden creates a masterful action at an extremely affordable price.”

Key Facts about the Borden Super Short 6 Action and SS6 Magazine:
1. Rem 700 Footprint — The Borden Super Short 6 action is internally tailored to the 6mmBR cartridge and its wildcats, but externally maintains Rem 700 action dimensions. This means the action IS compatible with the stock and chassis you currently own. And, the Borden Super Short 6 comes in both right-hand and left-hand versions, with PVD coating available (on action and/or bolt).
2. Rem Trigger Compatibility — The Borden Super Short 6 action works with Rem-compatible triggers, and the actions are specifically timed to work with trigger of your choice.
3. Dasher-friendly New Mag Design — The patent-pending Super Short 6 magazine is sized right for the 6mm Dasher and all the 6BR family. The follower and feed lips are configured to allow smooth, reliable feeding with no “magazine nose dives”. Even with the optimal design, the SS 6 magazine will work with all chassis profiles and bottom metal made for AICS-type magazines.

Here is the description from Borden Rifles website:
“The new action from Borden Accuracy (Borden Super Short 6) features a Rem 700 short action-compatible footprint with a shortened magazine well and shortened port set up specifically to reliably feed 6 BR, 6 Dasher, 6 BRA, 22 BR cartridges. The bolt has modified Borden bumps to aid in cycling in the dirty environment. The pictured action shows our standard bolt handle and tear drop knob. Production models will feature a handle that is threaded on the end so individuals can use their preferred knobs. I have been one of the individuals that developed the bolt timing and neutral handoff with the trigger for competition shooting to minimize rifle upset in the bags when closing the bolt. These actions will be available with either the neutral timed handoff or with about .03 to .035 inch cock on close. The cock on close option has much easier bolt lift that seems to be favored by PRS competitors. For now the bolts will have spiral flutes but future versions will have diamond flutes as an option. Development work will be done to also handle the .223 Rem and the PPC family.”

6mm Dasher and 6BR Wildcats Favored by Top PRS/NRL Shooters
According to the Precision Rifle Blog:
1. The vast majority of PRS Shooters surveyed are now shooting a 6mm cartridge of some kind.
2. While the 6mm Creedmoor is still very popular, the 6mm Dasher is now the #1 cartridge among leading PRS and NRL competitors surveyed. (SEE Chart HERE)
3. If you include the 6BRX, 6BRA, and original 6mmBR cartridge along with the 6mm Dasher, this full family of short, fat cartridges is now used by twice as many top PRS/NRL competitors as the 6mm Creedmoor. And the 6.5 Creedmoor has really fallen from favor.
Credit Boyd Allen for Borden Action product find. Credit PRB for data on PRS/NRL cartridge use.
December 29th, 2018

Top to bottom – Remington firing pin assembly with ISS, Tubb SpeedLock alloy-composite system without ISS (current versions have dual, opposite-wound springs), and Remington short action firing pin assembly without ISS.
The U.S. Army Marksmanship Unit regularly publishes technical articles on the USAMU Facebook page. One informative USAMU article covered mechanical issues and related ignition irregularities that can cause vertical fliers even with good ammunition in an otherwise excellent rifle. We highly recommend you read this article, which offers some important tech tips.

Vertical Dispersion: Mechanical/Ignition Issues?
Poor or inconsistent ignition has long been known to be one of the “usual suspects” when one encounters vertical fliers that just shouldn’t be there. By having a sense of some of the basic principles involved, and a few basic areas to check, the shooter may avoid colsiderable frustration, not to mention time, expensive loading components and barrel wear.
 Is your well-built rifle of high-quality components plagued with vertical fliers across more than 1-3 handload combinations? Consider the bedding, crown and scope/sight mounts. Are they correct? If so, then you might check for ignition issues before boldly undertaking an extensive, expensive, and quite possibly fruitless quest for the “magic handload”. Is your well-built rifle of high-quality components plagued with vertical fliers across more than 1-3 handload combinations? Consider the bedding, crown and scope/sight mounts. Are they correct? If so, then you might check for ignition issues before boldly undertaking an extensive, expensive, and quite possibly fruitless quest for the “magic handload”.
SEEING IS BELIEVING: While the author had been aware for many years that poor ignition should be considered and ruled out when dealing with vertical fliers in an otherwise-excellent rifle, actually seeing the problem and its almost instantaneous cure really drove the lesson home.
He was working with a “dot” rifle – a .22 LR match rifle that really stacked bullets into little piles at 50 yards and beyond. With one lot of ELEY Tenex, it produced consistent “bughole” groups at 50, but with another, selected lot of Tenex, similar groups were regularly ruined by single, vertical fliers that did not appear in other rifles. Rather than spending days burning up expensive, select ammunition looking for “magic lots”, he contacted a well-respected rimfire gunsmith and explained the situation.
Without so much as batting an eye, the highly-experienced ‘smith tore into the rifle’s action, and quickly found the cause(s) of the problem. He discovered a demonstrably weak firing pin spring, plus a chip out of the face of the firing pin where it contacted the cartridge rim.
After replacing and tuning the offending parts, the rifle immediately began shooting tiny, bughole groups with the previously “unacceptable” lot of Tenex. Centerfire rifles can also benefit from ensuring positive, consistent ignition. A wise riflesmith is literally worth his weight in gold!
So, what are some issues we as shooters can inspect in our rifles to help determine if ignition woes could be part of our problem? At the club level, ask yourself if that “experienced” Remington, Winchester 70, or even Springfield-based match bolt gun you’re using is still running its’ original 40-80 year-old factory striker spring? If so, a new replacement is cheap insurance against current or future problems. (And BTW, it might be best to stick to the normal, factory-spec spring weight. A super-powerful spring can cause vertical, just as a weak one one can.) Along with that, a routine check for proper firing-pin protrusion is a quick preventive measure that can rule out potential issues.
Other areas to consider are the centering and consistency of the firing pin’s operation in the bolt. Admittedly, with the increasing use of precision-machined custom actions, this is becoming less an issue every day. Below is the firing pin assembly from a custom BAT action:

However, particularly with factory actions, a very quick and easy check is to remove the bolt, let the firing pin go forward, and look at the firing pin tip through the firing pin hole. Is the tip off-center in the hole, and possibly striking it as it moves forward? Is the hole out-of-round or burred from being struck repeatedly? If so, a trip to the riflesmith is likely in order.
Similarly, machining issues in the bolt/firing pin system can lead to rough and erratic firing pin movement, in which the firing pin drags against an internal surface of the bolt. In high-quality rifles these issues are relatively rare, but not unheard-of, and it takes mere minutes to rule them out. It may be worthwhile to remove the cocking piece/firing pin/spring assembly and look for any unusual gouges, dings, peening, burrs or signs of abnormal wear.
This task is especially easy with Winchester 70s, Springfields, and the similar Mauser 98s, involving little more than the push of a button and unscrewing the cocking piece assembly. This is just one of the many reasons these tried-and-true actions have earned such a loyal following in the field, among hunters who must maintain their rifles away from a shop.

Particularly with older rifles, watch for and remove excess grease (or even Cosmoline!) from both the firing pin assembly and inside the bolt. This can help improve firing pin speed and consistency. Other bolt-action designs may need a take-down tool or other measures.
As part of this inspection, AFTER ENSURING THE RIFLE IS UNLOADED, slowly cock the rifle, dry-fire, and repeat several times. Listen carefully near the action for inconsistency in the sounds it generates. Does the striker falling make the same sound each time? Do you hear or feel grinding upon operation? If so, where?
Be sure to check the operation of the cocking piece (bolt shroud), firing pin within the bolt shroud, the cocking piece cam and the rear of the bolt body where the cocking piece cam operates. As with our examination for abnormal wear marks discussed above, look for marks indicating roughness or a possible need for light polishing. Then, clean and lightly grease the bearing surfaces while you’re at it.
Remington 700 bolt shroud and cocking cam

These are relatively easy checks that shooters can undertake to perform a preliminary inspection on their own. Other mechanical issues can also cause ignition issues, chiefly centered around the action of the trigger, sear and sear spring. If these are suspected, a trip to an experienced, qualified riflesmith for diagnosis is recommended. We hope you find this information helpful! Join us again next week, and in the meantime, enjoy the shooting sports safely!
December 29th, 2018

GRS Laminated Stock from Norway (Imported by EuroOptic Ltd.)
Some folks think of laminated stocks as modestly-priced, “low-tech” alternatives for varmint and hunting rifles. In fact, for shooting disciplines that do not demand ultra-light weight, good laminated stocks give up nothing in performance to the most sophisticated composite stocks. And with laminates, it is relatively easy to fine-tune fit and ergonomics to suit the individual shooter. Available in a wide choice of colors, laminated stocks can also be very handsome. In our Shooters’ Forum, you’ll find a thread showcasing laminated stocks. It’s worth viewing. There are many interesting designs, and a wide variety of rifles ranging from “walking varminters” to long-range prone rifles.

FalconPilot’s Shehane Tracker in Sierra Laminate with Clearcoat

Shehane African Obeche Wood Laminated Hunter by Cigarcop

20 Practical Varminter (UK Custom posted by PNSE)


Prone Rifle by Carl Bernosky (posted by 1Shot)

F-Class (Special) by Alex Sitman (posted by J. DeKort)

Veteran’s Team Rifle #2 by Doan Trevor


December 27th, 2018

Here’s a great deal if you need a high-quality tactical, F-Class, benchrest, high power, silhouette, ELR, or hunting stock. Right now McMillan Fiberglass Stocks is discounting ALL its stocks 15% (fifteen percent). That’s right, EVERY McMillan rifle stock in inventory is on sale NOW for fifteen percent (15%) Off. But you must act quickly! This special 15% Off Sale concludes at 11:59 pm MST on December 29, 2018. So you have two more days to shop. Remember, this sale applies to ALL McMillan stocks, but the sale ends at 11:59 PM on 12/29/2018. Use Code STOCK2019 during check-out to save 15%.

Note — Along with the 15% Savings, Free Shipping applies to orders over $50, standard ground delivery in the Continental USA. Shipping charges on previous orders will not be reimbursed. This offer cannot be combined with other promotions or offers. Offer expires December 29th at 11:59 pm MST.
December 26th, 2018
You’ve probably heard of cut-rifling, but did you know this process was invented in Germany nearly 500 years ago? Read on to learn more about how a cut-rifled barrel is made…
The cut-rifling process, used by leading barrel-makers such as Bartlein, Border, Brux, Krieger, and Obermeyer, can yield a very high-quality barrel with a long useful life. Cut-rifled barrels have been at the top in short- and long-range benchrest competition in recent years, and cut-rifled barrels have long been popular with F-Class and High Power shooters.
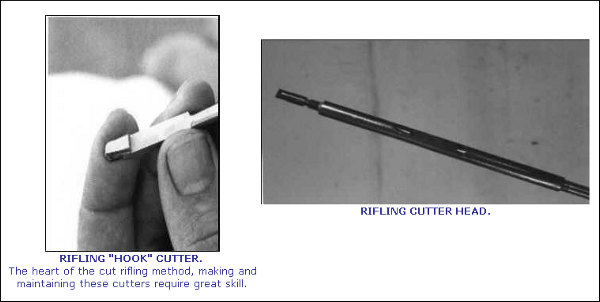
You may be surprised to learn that cut-rifling is probably the oldest method of rifling a barrel. Invented in Nuremberg around 1520, the cut-rifling technique creates spiral grooves in the barrel by removing steel using some form of cutter. In its traditional form, cut rifling may be described as a single-point cutting system using a “hook” cutter. The cutter rests in the cutter box, a hardened steel cylinder made so it will just fit the reamed barrel blank and which also contains the cutter raising mechanism.
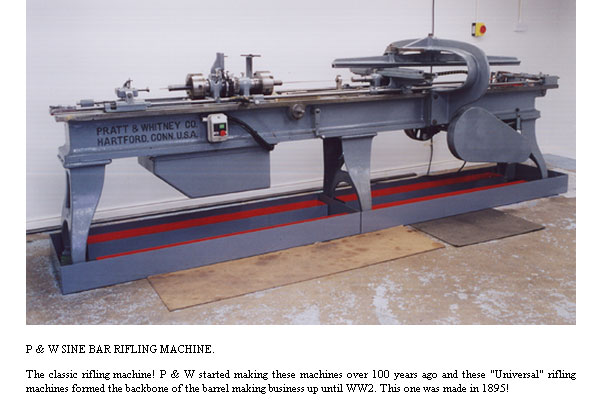
Above is a computer animation of an older style, sine-bar cut-rifling machine. Some machine features have been simplified for the purposes of illustration, but the basic operation is correctly shown. No, the cut-rifling machines at Krieger don’t use a hand-crank, but the mechanical process shown in this video is very similar to the way cut-rifling is done with more modern machines.
Read About Cut-Rifling Process at Border-Barrels.com
To learn more about the barrel-making process, and cut-rifling in particular, visit FirearmsID.com. There you’ll find a “must-read” article by Dr. Geoffrey Kolbe: The Making of a Rifled Barrel. This article describes in detail how barrels are crafted, using both cut-rifling and button-rifling methods. Kolbe (past owner of Border Barrels) covers all the important processes: steel selection, hole drilling, hole reaming, and rifling (by various means). You’ll find a very extensive discussion of how rifling machines work. Here’s a short sample:
“At the start of World War Two, Pratt & Whitney developed a new, ‘B’ series of hydraulically-powered rifling machines, which were in fact two machines on the same bed. They weighed in at three tons and required the concrete floors now generally seen in workshops by this time. About two thousand were built to satisfy the new demand for rifle barrels, but many were broken up after the war or sold to emerging third world countries building up their own arms industry.

Very few of these hydraulic machines subsequently became available on the surplus market and now it is these machines which are sought after and used by barrel makers like John Krieger and ‘Boots’ Obermeyer. In fact, there are probably less of the ‘B’ series hydraulic riflers around today than of the older ‘Sine Bar’ universal riflers.
The techniques of cut rifling have not stood still since the end of the war though. Largely due to the efforts of Boots Obermeyer the design, manufacture and maintenance of the hook cutter and the cutter box have been refined and developed so that barrels of superb accuracy have come from his shop. Cut rifled barrel makers like John Krieger (Krieger Barrels), Mark Chanlyn (Rocky Mountain Rifle Works) and Cliff Labounty (Labounty Precision Reboring)… learned much of their art from Boots Obermeyer, as did I.” — Geoffrey Kolbe
Video find by Boyd Allen. Archive photos from Border-Barrels.com. In June 2013, Birmingham Gunmakers Ltd. acquired Border Barrels. Dr. Geoffrey Kolbe has set up a new company called BBT Ltd. which produces chamber reamers and other gunsmithing tools and gauges. (Thanks to L. Holland for the Kolbe update).
December 13th, 2018

Proud owner Dirk L. says: “This is my first build — never thought it would be a .308!”
Here’s a handsome F-TR rifle with a beautiful red stock that suits the holiday season. This ruby red beauty was a recent addition to the long-running Pride and Joy Rifle thread in our Shooters’ Forum. The rifle belongs to Forum member Dirk L. (aka “Pinkes”) who hails from South Africa. This is a .308 Win, with 30″ Bartlein barrel, and X-Max action. The stock is a custom composite with carbon fiber for strength and lightness. And yes this rifle shoots as good as it looks. Check out the impressive 5-shot groups below…

X-Max for Xmas — Impressive Metal-work
Along with that beautiful red stock, this F-TR rig has some very cool features, including a South African-crafted X-Max Action. The action designer Piet Welgemoed explains: “The X-Max action body is 17-4PH stainless steel pre-hardened to 44° Rockwell. Bolt and handle are one-piece stainless steel, nitrated to 55° Rockwell 0.2mm deep. Bolt is also fluted. Inside is the firing pin with washers (see below). The washer cuts the lock-time almost by half and also weighs less. The bolt-knob and bolt shroud are CNC aluminum. The action has very tight tolerances.” The complete action with +20 MOA rail and trigger weighs 1.475 kg (3.25 lbs).” Owner Dirk notes that the competition trigger, set at 3.0 ounces, is also Welgemoed’s design.

Wicked Accuracy with Bartlein Barrel, Varget, and 220gr SMKs
This gun has already proven to be a great shooter. Below are two FIVE-shot groups at 100 meters. The group on the left is in the low threes, with three of five shots essentially in one hole. Dirk loads Lapua .308 Palma brass and #2231 200gr Sierra Matchkings, seated 20 thousandths off the lands. The Varget powder and CCI primers drives the 200gr SMKs at 2620 fps.

Brass: Lapua .308 Win Palma (small primer) | Primers: CCI 450 | Powder: Varget
Bullet: New 200gr SMK #2231 | Seating: 0.020″ Off | Velocity: 2620fps
Composite Stock — One of Three by Renier Mostert
And what about that beautiful red stock? The rifle’s owner told us: “This was one of three similar stocks built as a test run by Renier Mostert, a professional composite stock builder and former benchrest shooter from Pretoria, South Africa. Renier was approached by three friends, who were all looking for decent, custom-built FTR composite stocks. There were a number of stocks available to them (mostly imported), but [those] were either made of wood or aluminum. The requirements for the composite stock build was very specific. Aluminum V-Blocks for the actions were required. The stocks had to be light enough to carry some beefy barrels and optics without compromising rigidity and still be within the F-TR weight limit. The three friends supplied Renier with an imported wooden stock as their shape of choice. Although the shape was quite straight-forward, Renier made a few dimensional changes to features which were not symmetrically correct on the sample, and then built a mold from it.”

Renier uses several methods to craft composite stocks for various disciplines: F-Class, benchrest, competition rimfire, hunting, and tactical. For this build he chose to build a shell constructed of a well-planned mix of woven fiberglass cloth and bi-directionally woven carbon fiber with aerospace quality epoxy resin to reduce weight in some areas and increase stiffness in other areas. He used a wet lay-up process where the two halves gets laid up and joined together while still wet to form a complete, continuous shell. The closed mold gets cured under pressure in an oven for several hours at very specific temperatures. After curing, the shell is filled with a high-tech mix of lightweight filler and epoxy resin. The composition of the mix varies in different areas of the stock to facilitate more strength or reduced weight where applicable.

After the initial build, the aluminum hardware was installed. An adjustable cheek piece, Anschutz rail, and adjustable recoil pad mechanism were installed. The stocks were inletted by Renier, while the final fitting and bedding procedures were left for each customer’s gunsmith to complete. The stocks were light enough for the rifles to comfortably be within the F-TR weight limit. A barrel tuner was mounted on one of the rifles, and the rifle still made the F-TR Class weight limit, 8.25 kg (including bipod). The bipod shown in photos in the SEB Joy-Pod.

Paint — Candy Apple Red over Metallic Silver Base
After final gunsmithing, the stocks were returned to Renier Mostert for custom painting. The rifle featured in this article was done in Candy-Apple Red paint from DNA Paints (an Australian company). To get the desired effect, a metallic silver base coat was used, enhanced with a modest amount of medium coarse glitter, followed with multiple layers of candy until the correct shade was achieved. A high-quality automotive clear coat was used to finish off the paintwork.
December 12th, 2018

When a shot is fired through it, a barrel will exhibit harmonics. Tuning these harmonics (the “waves” that propagate through the barrel) can alter point of impact and, if you’re lucky, reduce group size. Barrel tuners have been used successfully in rimfire benchrest for many years (see photo above). While there are competing theories as to how and why barrel tuners work on rimfire rifles, there is no question that the accuracy of some rimfire barrels can be improved with the addition of a tuner. By changing the position of weights at the end of the barrel, we’ve seen shooters shrink their average group size as well as adjust the “sweet spot” for different lots of rimfire ammo. On the other hand, tuners can be the source of great frustration; some installations may yield little or no benefit. A shooter may have to experiment with a variety of different tuner designs (and weights) to find the optimal configuration.
 Centerfire Tuners–Still a Work in Progress Centerfire Tuners–Still a Work in Progress
In centerfire benchrest competition, the vast majority of competitors do not use tuners, though a few short-range shooters such as Gene Bukys and Jackie Schmidt have enjoyed considerable success. Gene has won major championships with tuned rifles. In 2011 Gene won both the Super Shoot and World Benchrest Championship (WBC), and Gene recently set a new NBRSA Sporter Class Grand Agg Record.
Centerfire benchrest guns typically employ shorter barrels with a much fatter contour (larger diameter) than rimfire rifles. Because centerfire rounds produce much higher pressures and velocities that a 22LR, a centerfire barrel also exhibits much different vibration characteristics than a typical rimfire barrel. Nonetheless, there are pioneers working with centerfire tuners who believe that tuning may be the “next leap forward” in centerfire accuracy.

Shown below is a switch-barrel benchrest rifle built by Forum member Eddie W. of Texas. It features a dual-port Hall “M” action with a ShadeTree Engineering Tuner crafted by Butch Lambert. The gun is designed to take both a 6PPC barrel for group shooting and a 30BR barrel for score shooting. The gun was barreled by Wayne Shaw, and Eddie did the stock work himself. Eddie reports: “It is a very accurate rifle.”

Will we see more tuners on centerfire rifles? Only time will tell. Some folks believe that, since one can easily adjust the loads shot by centerfire guns (by tinkering with the powder charge and seating depth), tuners have limited utility. On the other hand, tuner advocates such as Gene Beggs believe tuners can help keep your group sizes small even as conditions (temperature, humidity) change. Gene believes that, with an appropriate tuner, you can spend less time fiddling with the load specs (changing your powder charge) and instead “dial in” your sweet spot using the tuner.

December 11th, 2018

Butch Lambert of ShadeTree Engineering provided this tip. Butch notes that many 6 PPC benchrest group shooters also enjoy shooting in score matches. But to be really competitive in the BR for score game, that means shooting a 30 BR, which has a wider, .308-class rim (0.4728″ diameter). Likewise, if you want to compete in 600-yard registered BR events or in varmint matches, you probably want to run a bigger case, such as the 6BR, 6BRA, 6mm Dasher, or 6-6.5×47. Those cartridges also have the larger 0.4728″ rims.

To convert a PPC-boltface action to shoot the bigger cases you can spend a ton of money and buy a new bolt. That can cost hundreds of dollars. The simpler solution is to turn down the diameter of the larger cases on a lathe. This is a relatively simple procedure with the right cutting tool.
Butch explains: “We’ve seen plenty of interest in rebating case rims. This lets you shoot a 30 BR in score matches using your PPC action. All you need is a new barrel. This saves buying another bolt, receiver, or rifle if you have a PPC boltface. Anyone who has access to a lathe can do this job pretty easily. Yesterday I turned 150 case in about an hour.” At right is the lathe form tool Butch uses to rebate the case rims.
|



















