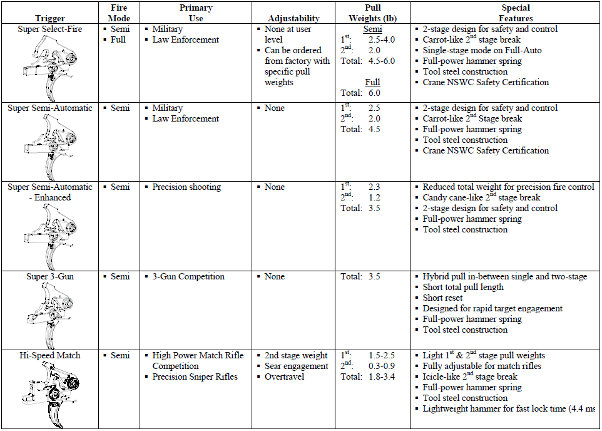
Geissele Automatics manufactures a line of two-stage triggers favored by top Service Rifle, High Power, and 3-Gun shooters. Geissele now offers a variety of trigger models for both large-pin and small-pin lowers, with pull weights from 1.8 lbs to 6.0 lbs. You select the Geissele trigger with the appropriate first and second stage pull for your discipline (refer to chart below for trigger model specs).
Video Shows Geiselle Trigger Installation in AR15
Our friend Gavin Gear of UltimateReloader.com has crafted a video showing how to install a Geissele National Match Trigger in an AR15. This video covers installation of the trigger assembly, the trigger guard, the safety selector lever assembly, and the pistol grip.
AR15 Trigger Installation Video
Follow-Up Video for AR10 Trigger Install
Gavin recently released a follow-up video which covers the installation of a Geissele Super Dynamic Trigger in an AR10. The procedure is mostly the same as for the AR15, but this video also covers removal of the AR10 factory trigger, so it’s worth watching. You may want to turn the volume down on your computer’s speakers before playback. CLICK HERE for Geissele Trigger Instruction Manual
Here is Ernie Bishop’s pride and joy, a specialty pistol nicknamed “Batman” because the black carbon-fiber stock looks like the Batmobile. This is one sophisticated handgun. Complete with scope, the Batman pistol weighs under 7.5 pounds, thanks to the ultra-light stock. The carbon stock is 6 inches wide at the fore-end, yet weighs just one pound. Ernie tells us: “This gun shoots amazing and is easy to shoot especially with my SEB MAX Rest.” Ernie adds, “The gun will soon also have a field-usable rear-grip stock so I can shoot it prone from a bipod as well.”
The Batman pistol is chambered for the 6mm “Long Dasher”, a 6mm 40°-shouldered variant of the 6.5×47 Lapua. Ernie loads Berger 105gr Hybrid bullets pushed by Hodgdon H-4350 powder.
Gun Specifications The gun, crafted by Eric Wallance of Nawaka Firearms, features an XP-100 action, Jewell trigger, and 15″-long, Brux 1:8″-twist barrel with aluminum muzzle brake. Interestingly, this gun does not have a traditional recoil lug. Instead, gunsmith Wallace milled out a lug from the bottom of the XP-100 action to save weight. On top of the action, the rig carries a Sightron Inc S-III 6-24X56mm scope in Kelbly rings on a custom +20 MOA rail.
Long Dasher Wildcat
Shown at right is a “Long Dasher” 40° wildcat created by Forum member Sunbuilder. This is very similar to Ernie Bishop’s chambering, though there may be small variations related to reamer design (such as freebore). Sunbuilder’s 6-6.5×47 Improved (aka “Long Dasher”) reamer was made by Dave Kiff of Pacific, Tool & Gauge. This wildcat cartridge adds about 2.0 grains capacity to the 6.5×47 necked down to 6mm. The case certainly is impressive with that 40° shoulder. We’re just waiting for the tactical guys to starting run this improved cartridge with its original 6.5mm bore.
Here are three FIVE-shot groups at 500 yards, shot by Ernie’s Batman pistol:
With barrels, one wonders “Can a little more length provide a meaningful velocity gain?” To answer that question, Rifleshooter.com performed an interesting test, cutting a .308 Win barrel from 28″ all the way down to 16.5″. The cuts were made in one-inch intervals with a rotary saw. At each cut length, velocity was measured with a Magnetospeed chronograph. To make the test even more interesting, four different types of .308 Win factory ammunition were chronographed at each barrel length.
Test Barrel Lost 22.7 FPS Per Inch (.308 Win Chambering)
How much velocity do you think was lost, on average, for each 1″ reduction in barrel length? The answer may surprise you. With a barrel reduction from 28″ to 16.5″, the average speed loss of the four types of .308 ammo was 261 fps total. That works out to an average loss of 22.7 fps per inch. This chart shows velocity changes for all four ammo varieties:
Summary of Findings: The average velocity loss per inch, for all four ammo types combined, was 22.7 FPS. By ammo type, the average loss per inch was: 24.6 (Win 147 FMJ), 22.8 (IMI 150 FMJ), 20.9 (Fed GMM 168gr), and 22.5 (Win 180PP).
Interestingly, these numbers jive pretty well with estimates found in reloading manuals. The testers observed: “The Berger Reloading manual says for the 308 Winchester, ‘muzzle velocity will increase (or decrease) by approximately 20 fps per inch from a standard 24″ barrel’.”
How the Test Was Done
The testers described their procedure as follows: “Ballistic data was gathered using a Magnetospeed barrel mounted ballistic chronograph. At each barrel length, the rifle was fired from a front rest with rear bags, with five rounds of each type of ammunition. Average velocity and standard deviation were logged for each round. Since we would be gathering data on 52 different barrel length and ammunition combinations and would not be crowning the barrel after each cut, we decided to eliminate gathering data on group sizes. Once data was gathered for each cartridge at a given barrel length, the rifle was cleared and the bolt was removed. The barrel was cut off using a cold saw. The test protocol was repeated for the next length. Temperature was 47° F.”
CLICK HERE to Read the Rifleshooter.com Test. This includes detailed charts with inch-by-inch velocity numbers, multiple line charts, and complete data sets for each type of ammo. Rifleshooter.com also offers ballistics graphs showing trajectories with different barrel lengths. All in all, this was a very thorough test by the folks at RifleShooter.com.
Much Different Results with 6mmBR and a Longer Barrel
The results from Rifleshooter.com’s .308 barrel cut-down test are quite different than the results we recorded some years ago with a barrel chambered for the 6mmBR cartridge. When we cut our 6mmBR barrel down from 33″ to 28″, we only lost about 8 FPS per inch. Obviously this is a different cartridge type, but also our 6mmBR barrel end length was 5″ longer than Rifleshooter.com’s .308 Win start length. Velocity loss can be more extreme with shorter barrel lengths (and bigger cartridges). Powder burn rates can also make a difference.
You probably know by now that David Tubb has introduced a new two-stage trigger for Remington 700 rifles, the Model T7T. Priced at $385.00, the new T7T Trigger is a true two-stage design: first and second stages are independently adjustable for both weight and feel. Overall (combined stage) trigger pull weight can be adjusted from just under 1 pound to slightly over 3.5 pounds.
If you are interested in the 7ZT, watch these two videos. The first shows how to adjust pull-weights for both stages. The second video shows how to modify your stock to provide clearance for the T7T.
This video shows how to adjust the new Tubb T7T two-stage trigger for Remington 700s:
The new T7T is a quality product. We’ve received good feedback from “early adopters” who tell us the two-stage function works well. While installation of the T7T may require minor modifications to your action, most gun owners with basic mechanical skills can install the T7T by themselves. The T7T is made using stainless steel and aluminum for maximum corrosion resistance. Note, installation of the T7T trigger (either Right-Hand or Left-Hand) also requires a companion T7T bolt release, offered by DavidTubb.com for $10.00.
This video shows how to modify your stock to fit the T7T trigger:
Are you trying to decide what components to use for your next F-Class build, or are you looking to upgrade your current rig? Wonder what the “big dogs” in the sport have selected as their hardware? Here’s what United States F-Open team members are using. The most popular chambering is the .284 Winchester, followed by the 7mm Walker (a 40° .284 Winchester Improved). Kelbly and BAT actions are the most popular, and nearly all team members are using cut-rifled barrels. A wide variety of stocks are used, with PR&T holding a slight edge over second-place McMillan.
Most shooters know Carl Bernosky as a 10-time National High Power Rifle champion. But you may not realize that Carl is also a very talented stock-maker and rifle-builder. Carl crafts a wide variety of wood and wood laminate stocks for competition as well as hunting. He also crafts many stocks for Alex Sitman of Master Class Stocks.
Master Class Low-Profile F-Open Stock
Here is a new Master Class Low-Profile F-Open Stock crafted by Carl Bernosky. It is made from a Cherry/Maple wood laminate. This design features a railed fore-end along with a flat, parallel toe for improved tracking and stability on the bags. The front section of the fore-arm has a low profile. This allows the barrel bore axis to ride lower. That helps reduce hop and helps the gun recoil straight back. For more information on this low-profile F-Open stock design, visit Carl Bernosky’s Facebook Page and MasterClassStocks.com.
Note that the stock maintains full depth under the action and quite a few inches forward of the action. This smart design feature is very important. We have seen other low-profile stock designs that can flex or “hinge” forward of the action because there’s not enough wood material there. In fact, the only part of the stock that needs a cut-down profile is the front 10″ or so, where the stock actually rides the front bag.
This particular stock features a “pop-off” magnetic cheekpiece, as well as a buttplate that adjusts for Length of Pull (LOP) via spacers. The action is by Pierce Engineering. This and other Master Class Stock designs can be customized with other features on request.
What do you get when you cut a 6.5 Creedmoor-chambered barrel down to just over 16 inches? A lot more velocity than you might think. Our friends at Rifleshooter.com recently did a barrel cut-down test with 6.5 Creedmoor test rifle, shortening the barrel from 27 to 16.1 inches in one-inch increments. Surprisingly, with a 142gr Sierra MK, the total velocity loss (as measured with a Magnetospeed) was just 158 FPS, an average of 14.4 FPS per inch of barrel length. With the lighter 120gr A-Max bullet, the total velocity loss was 233 FPS, or 21.8 FPS average loss per inch of barrel.
Test Procedure
Five (5) rounds of each type of cartridge were fired at each barrel length and the velocity data was recorded with a MagnetoSpeed V3 barrel-mounted chronograph. The rifle was then cleared and the barrel was cut back one inch at a time from 27″ to just over 16″. NOTE: During this winter test, the air temperature was a very chilly 23° F. One would expect higher velocities across the board had the outside temperature been higher.
The photo below shows how the barrel was cut down, inch-by-inch, using a rotary saw. The barrel was pre-scored at inch intervals. As the main purpose of the test was to measure velocity (not accuracy) the testers did not attempt to create perfect crowns.
6.5 Creedmoor vs. Other Mid-Sized 6.5mm Cartridges
The 6.5 Creedmoor is a very popular cartridge with the tactical and PRS crowd. This mid-size cartridge offers good ballistics, with less recoil than a .308 Winchester. There’s an excellent selection of 6.5mm bullets, and many powder choices for this cartridge. When compared to the very accurate 6.5×47 Lapua cartridge, the 6.5 Creedmoor offers similar performance with less expensive brass. For a tactical shooter who must sometimes leave brass on the ground, brass cost is a factor to consider. Here’s a selection of various 6.5 mm mid-sized cartridges. Left to right are: 6.5 Grendel, 6.5×47 Lapua, 6.5 Creedmoor with 120gr A-Max, 6.5 Creedmoor with 142gr Sierra MK, and .260 Remington.
When asked to compare the 6.5 Creedmoor to the 6.5×47 Lapua, Rifleshooter.com’s editor stated: “If you don’t hand load, or are new to precision rifle shooting, get a 6.5 Creedmoor. If you shoot a lot, reload, have more disposable income, and like more esoteric cartridges, get a 6.5×47 Lapua. I am a big fan of the 6.5×47 Lapua. In my personal experience, the 6.5×47 Lapua seems to be slightly more accurate than the 6.5 Creedmoor. I attribute this to the quality of Lapua brass.”
4140, 4150, 316, 17-4, 6061, 7075-T6 — What is the significance of these numbers? No, they’re not winning lottery numbers. These are all designations for metals commonly used in firearm and barrel construction. 4140 and 4150 are carbon steels, with 4150 often used in mil-spec AR15 barrels. 316 and 17-4 are grades of stainless steel. 316 is “marine grade” stainless, while 17-4 has 17% chromium and 4% nickel. 17-4 is a harder steel used in barrels and receivers. 6061 and 7075-T6 are aluminum alloys. 6061 is “aircraft grade” aluminum, often used for rings and trigger guards, while 7075-T6 is a much stronger, heat-treated aluminum commonly used in AR15 uppers.
You can learn about all these metals (and more) in the online archives of RifleShooter magazine.
Written by Patrick Sweeney, RifleShooter’s Guide to Gun Metal summarizes the primary types of steel and aluminum used in gun and barrel construction. Sweeney explains the nomenclature used to define metal types, and he outlines the salient properties of various steel and aluminum alloys. This is a useful resource for anyone selecting components or building rifles. We recommend you print out the page, or at least bookmark it.
Metals by the Number
The number system for steel classification came from the auto industry. Sweeney explains: “The Society of Automotive Engineers uses a simple designating system, the four numbers you see bandied about in gun articles. Numbers such as 1060, 4140 or 5150 all designate how much of what [elements are] in them. The first number is what class—carbon, nickel, chromium, and so forth. The next three numbers [list other elements in the alloy]. 4140, also known as ordnance steel, was one of the early high-alloy steels. It has about 1 percent chromium, 0.25 percent molybdenum, 0.4 percent carbon, 1 percent manganese, around 0.2 percent silicon and no more than 0.035 percent phosphorus and no more than 0.04 percent sulphur. That leaves most of it, 94.25 percent, iron.”
Aluminum Alloys
Numbers are also used to differentiate different types of aluminum alloys. Sweeny writes: “Aluminum is used in firearms in two alloys: 7075 and 6061. 6061 is commonly referred to as ‘aircraft aluminum’ and has trace amounts of silicon, copper, manganese, molybdenum and zinc. 7075 is a much stronger alloy and has markedly larger amounts of copper, manganese, chromium and zinc.” 7075 Aluminum has significantly better corrosion resistance, and that’s why it is used for AR receivers. The “T6″ you often see appended to 7075 refers to a heat-treating process.
Aluminum (or “Aluminium” in the UK) is a chemical element in the boron group with symbol Al and atomic number 13. It is a silvery-white, soft, nonmagnetic, ductile metal. Aluminum is the third most abundant element, and the most abundant metal, in the Earth’s crust. (Wikipedia)
To learn more about the metals used in your firearms’ barrels, rings, receivers, and internal parts, read Sweeney’s article in RifleShooterMag.com. Taking the time to read the article from start to finish will expand your knowledge of metal properties and how metals are chosen by manufacturers and gunsmiths. CLICK to Read Guide to Gun Metal.
Story Tip by EdLongrange. We welcome reader submissions. Aluminum Alloy chart courtesy AluminiumDesign.net.
Last summer we published our comprehensive 6.5×47 Lapua Cartridge Guide, researched by the 6.5 Guys. In case you’ve been wondering what kind of accuracy is possible for a tactical-type rifle chambered for this mid-sized cartridge, check out this tack-driver built by gunsmith Ryan Pierce. That’s a mighty impressive 0.206″ five-shot group fired with Berger 140gr Hybrids using a Brux cut-rifled barrel. The powder was Hodgdon H4350, a very good choice for this cartridge.
Ryan reports: “Here is a 6.5×47 I built for a customer. It features a trued Rem 700 action, Brux 1:8″ Rem varmint-contour barrel, Mcmillan thumbhole stock, Surgeon bottom metal, and 3-port muzzle brake. The customer’s preferred load is the same that has worked in the last couple dozen 6.5x47s I’ve built: 41.1-41.3 grains of H4350 with 140 hybrids .050″ off the lands. This should run about 2810-2815 fps from a 26″ barrel. The 3.128″ refers to length of a loaded round from the base to ogive including the Hornady ogive comparator tool.”
Brownells recently reviewed some interesting new products including Howa Barreled Actions and a low-profile titanium gas block for AR-platform rifles. We really like the Howa Barreled Actions as the basis of a varmint or hunting rifle build. The actions are smooth and the Howa-supplied, adjustable HACT 2-stage trigger is excellent. Brownells will stock these barreled actions in a wide range of calibers and barrel profiles (including some with threaded muzzles for brakes or suppressors).
Watch Brownells NEW PRODUCT Review 3/11/2016:
Starting at $407.00, Howa Barreled Actions include hammer-forged barrel, bottom metal, magazine (internal or DBM), and the HACT 2-stage trigger. The three-position safety allows you to manipulate the bolt with the trigger blocked. These Howa barreled actions, which are drilled and tapped for scope mounts, come in Blue or Cerakote Gray finish in Short, Long, and Mini-Action sizes. The Howa Mini-Action is a great basis for a light, compact small-caliber varminter.
Low-Profile Titanium Gas Block for AR-Platform Rifles
The Battle Arms AR-15 Titanium Gas Block (#100-800-003) provides a very trick, low-profile set-up for an AR “space gun” or 3-Gun rig. Light and strong, the Battle Arms Ti gas block fits underneath almost any handguard. This slim, ultra-lightweight Titanium block helps keep an AR-15 rifle/carbine fast and maneuverable by reducing front-end mass. Brownells price is $99.95.















 The gun, crafted by Eric Wallance of Nawaka Firearms, features an XP-100 action, Jewell trigger, and 15″-long, Brux 1:8″-twist barrel with aluminum muzzle brake. Interestingly, this gun does not have a traditional recoil lug. Instead, gunsmith Wallace milled out a lug from the bottom of the XP-100 action to save weight. On top of the action, the rig carries a Sightron Inc S-III 6-24X56mm scope in Kelbly rings on a custom +20 MOA rail.
The gun, crafted by Eric Wallance of Nawaka Firearms, features an XP-100 action, Jewell trigger, and 15″-long, Brux 1:8″-twist barrel with aluminum muzzle brake. Interestingly, this gun does not have a traditional recoil lug. Instead, gunsmith Wallace milled out a lug from the bottom of the XP-100 action to save weight. On top of the action, the rig carries a Sightron Inc S-III 6-24X56mm scope in Kelbly rings on a custom +20 MOA rail.





























