At SHOT Show 2013 we had the chance to chat with legendary barrel-maker John Kreiger of Krieger Barrels. In this wide-ranging interview, John addressed a number of questions our readers often pose…. What is better for a 6mm, 0.236″ land or 0.237″ land? What are the pros/cons of various barrel types: 3-groove, 4-groove, 6-groove, 8-groove, and 5R? What types of land/groove configurations clean up more easily? (John says the 5R might be the winner there).
John also discusses barrel cleaning and he explains why it’s unwise to pull a dirty brush back across your delicate crown: “The problem comes from the fact that abrasive materials — powder and primer residues in particular — get embedded in the brush. Essentially that is how a lap works.”
When we suggested that Krieger Barrels might want to offer three-groove barrels in the future, John surprised us by revealing that he has been considering putting a 3-groove design into production. John says that, in theory at least, a canted-land 3-groove holds a lot of promise. John hopes to build some prototype 3-grooves to test. Krieger Barrels has a 300-yard underground tunnel where barrels with various land/groove configurations and calibers can be tested using a return-to-battery fixture. John admits that tunnel testing of barrels is “on the back burner” as his company focuses on filling orders. But he says that he has a strong personal interest in testing different land/groove configurations, different amounts of choke, and different internal dimensions. We hope we’ll be able to share some results from the Krieger Barrels test tunnel in the near future.
Pac-Nor Production Manager Casey Dichter says the Sunnen hone produces a consistency in bore diameter that is much superior to hand-lapping. The Sunnen machine has all but eliminated the standard pre-rifling lap. “You can really tell the difference between a bore that was honed before rifling and one that was [only] lapped”, notes Dichter.
Gun Barrel Honing System Hits Target for Pac-Nor Barreling
Manufacturing precision rifle barrels has always been something of an art that involves hand lapping of the bore surface twice, before and after the rifling profile is cut or swaged in by a rifling button. In fact, a bright, hand-lapped bore is considered one of the hallmarks of a precision rifle barrel, despite the inherent variations from manual work done by people who get bored and tired from the monotonous chore. Pac-Nor Barreling, Inc. set its sights on this issue more than a year ago and hit the X-ring with the newly developed Sunnen HTE honing machine. The machine has all but eliminated Pac-Nor’s pre-rifling lap, which is the more difficult and time-consuming of the two laps. Pac-Nor is also producing as many custom barrels as ever, but with a slightly smaller staff. “Our objectives with the hone were to build a better product with less labor, and the honing machine has exceeded my expectations,” said Pac-Nor Production Manager Casey Dichter. “The hone produces a consistency in bore diameter that is head and shoulders above lapping, within two to three millionths of an inch end-to-end when it’s really dialed in,” he said. “This, in turn, improves the consistency of the rifling process by minimizing variation in the depth of the grooves. We still finish lap after rifling, but it’s easier because we just polish off the fine crosshatch finish that may be left after honing and rifling.”
The Sunnen hone secures the barrel blank in a 3-jaw chuck, with honing oil pumped into one end while the tool works from the opposite end. Sunnen’s specialized Long Bore Tool uses metal-bond diamond or CBN superabrasives to quickly remove reamer marks, waviness, tight spots and other imperfections left by upstream processes.
Honing is an ideal replacement for hand lapping barrel blanks before rifling. It quickly removes reamer scratches and surface waviness without labor-intensive hand lapping. A typical 600-grit abrasive can produce a 6-10 microinch Ra (0.15 to 0.25 µm) finish in a reamed barrel blank. By producing a consistent bore diameter (±0.0001″ or less), parallelism, roundness and surface finish end to end, honing yields more consistent performance from rifling buttons and cutters, resulting in a constant groove depth. The ideal bore geometry reduces distortion of the bullet shape.
Pac-Nor’s barrel-making process starts with cutting and facing premium bar stock, followed by gun drilling, done by four Pratt & Whitney twin-spindle machines and an Eldorado CNC twin spindle. After reaming, the barrels are gauged for size. Depending on the condition of the reamer, 0.0004″ to 0.0007″ of material is left in the bore. This must be manually lapped out or honed out to final size for rifling. “Everyone who works here has done hand-lapping,” said Dichter. “It’s an unpleasant job, particularly if the reamer is starting to get dull. Lapping may take 10 to 45 minutes, depending on the caliber of the barrel. We tried to shorten this, but when chatter marks get ‘ironed’ into the surface by the rifling button, the finish lap is even longer and more difficult, so there is no advantage. With lapping, too, there is potential for variation, simply because it’s a manual process. Lapping can also be a production limiter and in our region we have a very small labor force to draw on when we want to grow.”
Pac-Nor cuts and faces premium bar stock, then gun drills on one of five twin-spindle machines, followed by reaming of the blanks. This rack of barrel blanks awaits completion.
The company had explored honing in the nineties, but re-visited the idea when Sunnen introduced its HTE honing machine in 2014. The HTE is a horizontal machine that can hone small-bore rifle barrels, with a diameter range of 0.150″ to 0.790” (4-20 mm), and lengths up to 60″ (1,524 mm). Designed specifically for long small bores, the machine features an extremely sensitive drive and tool feed system that provide maximum protection against tool overload/breakage. Tool specific force limits and run settings are stored in the touch-screen PC control, allowing the system to sense tight sections in the bore and correct them automatically.
Sunnen also developed a new Long-Bore Tool (LBT) designed to take on industry’s most difficult honing challenges in small bores of .17 caliber rifle barrels. The tool quickly remove reamer marks, waviness, tight spots and other imperfections left by upstream processes. The LBT utilizes metal-bond diamond or CBN super-abrasives for high productivity, long life and fast cycle times. Precision-machined of through-hardened tool steel, the LBT can produce bore accuracies of 0.000027″ (0.0006 mm) for diameter, roundness, and taper – from first part to last.
“We are currently honing about 80 percent of what we make and will do more as we acquire the tools in different calibers,” said Dichter. “Although there is a trade-off in cycle time and abrasive cost for additional honing, we are still able to run our reamers two to three times longer than when we lapped alone. With a hand lap, the time and effort increase when the reamer is getting dull.”
After honing, each barrel is inspected again before rifling with a pull-button. Pac-Nor makes its own Accu-Twist carbide rifling buttons and can provide different rifling styles, including polygonal, per the customer’s choice. A button is attached to a rod and the rod is pulled through the barrel. The company’s hydraulic rifling machine utilizes a CNC-machined twist bar with a helix angle that matches the twist rate requested by the customer. The final twist rate is confirmed afterward using a Barrel-Scan electro-optical twist measurement system.
The barrel is then stress-relieved in a tempering furnace, followed by contouring of the outer shape and final, finish lapping of the bore. “During the finish lap, you can really tell the difference between a bore that was honed before rifling and one that was lapped,” said Dichter. “You can easily sense any remaining tight or loose spots in the bore. The diameter uniformity and roundness of the honed bore are superb. The lap also feels different in a honed bore.”
In competitive shooting where winning scores may be separated by thousandths of an inch, a few millionths of an inch improvement in the uniformity of a Pac-Nor barrel may make a big difference for a skilled shooter. For more information, visit www.sunnen.com or contact:
Sunnen Products Company
Mr. Bob Davis
Global Communications Mgr.
Sunnen Products Company
Tel: 314-781-2100
bdavis [at] sunnen.com
About Pac-Nor Barreling Inc.
Pac-Nor Barreling is a true custom manufacturer catering to bolt-action rifle shooters. The company’s principle markets are law enforcement, military, competitive shooters and hunters. Started in 1984 by avid shooter and company President Chris Dichter, Pac-Nor is now in its second generation under his son, Casey. In addition to barrel manufacturing, the shop will install the barrel on a customer’s action, or add features such as muzzle brakes or fluting on bolts and barrels etc.
The shop runs two shifts per day. A day shift of ten people produces 30-40 custom barrels of different calibers in 416R stainless or chrome-moly steel. A night shift of three people produces one type of barrel — about 50 AR-15 barrels per day for a rifle OEM.
This image shows a barrel in the process of hammer forging. Watch this operation starting at 1:15 in the video linked below.
You have probably heard the term “hammer-forged barrel”. But do you know how the cold hammer-forging process works? In this interesting video from Ruger, you can see the full barrel making process, including cold hammer-forging on a massive machine. Watch long rods of steel barrel material get cut to length, then drilled. After that Ruger uses CNC machines to contour the barrels before hammer forging.
Anyone with an interest in barrel-making should watch this video:
As the barrel is cold hammer-forged, a giant machine literally pounds the barrel from all sides around an internal carbide mandrel, which forms the rifling inside the bore. The actual hammer-forging is illustrated starting at 1:15 in this video. Through the process of cold-working the barrel around the mandrel, the barrel ends up with a longer length, a smaller outside diameter, and a higher hardness.
Before hammer forging, the barrels are deep-hole drilled, four at a time, with a bit that is slightly larger diameter than the caliber planned for the barrel.
Following the drilling, the barrel rod is placed in CNC machines to be turned down to the correct outside shape and size and both ends are trimmed.
This video shows the process of single-point, cut-rifled barrel-making by one of the world’s best barrel manufacturers. See Krieger barrels being made, start to finish. Krieger cut-rifled barrels have set numerous world records and are favored by many top shooters. The video show the huge, complex machines used — bore-drilling equipment and hydraulic riflers. You can also see how barrels are contoured, polished, and inspected.
For anyone interested in accurate rifles, this is absolutely a “must-watch” video. Watch blanks being cryogenically treated, then drilled and lathe-turned. Next comes the big stuff — the massive rifling machines that single-point-cut the rifling in a precise, time-consuming process. Following that you can see barrels being contoured, polished, and inspected (with air gauge and bore-scope). There is even a sequence showing chambers being cut.
Here is a time-line of the important barrel-making processes shown in the video. You may want to use the “Pause” button, or repeat some segments to get a better look at particular operations. The numbers on the left represent playback minutes and seconds.
Have you ever wondered how a cut-rifled barrel is made? This process, used by leading barrel-makers such as Bartlein, Border, Brux, Krieger, and Obermeyer, can yield a very high-quality barrel with a long useful life. Cut-rifled barrels have been at the top in short- and long-range benchrest competition in recent years, and cut-rifled barrels have long been popular with F-Class and High Power shooters.
You may be surprised to learn that cut-rifling is probably the oldest method of rifling a barrel. Invented in Nuremberg around 1520, the cut-rifling technique creates spiral grooves in the barrel by removing steel using some form of cutter. In its traditional form, cut rifling may be described as a single-point cutting system using a “hook” cutter. The cutter rests in the cutter box, a hardened steel cylinder made so it will just fit the reamed barrel blank and which also contains the cutter raising mechanism.
Above is a computer animation of an older style, sine-bar cut-rifling machine. Some machine features have been simplified for the purposes of illustration, but the basic operation is correctly shown. No, the cut-rifling machines at Krieger don’t use a hand-crank, but the mechanical process shown in this video is very similar to the way cut-rifling is done with more modern machines.
Read About Cut-Rifling Process at Border-Barrels.com
Read About Cut-Rifling Process at Border-Barrels.com
To learn more about the barrel-making process, and cut-rifling in particular, visit FirearmsID.com. There you’ll find a “must-read” article by Dr. Geoffrey Kolbe: The Making of a Rifled Barrel. This article describes in detail how barrels are crafted, using both cut-rifling and button-rifling methods. Kolbe (past owner of Border Barrels) covers all the important processes: steel selection, hole drilling, hole reaming, and rifling (by various means). You’ll find a very extensive discussion of how rifling machines work. Here’s a short sample:
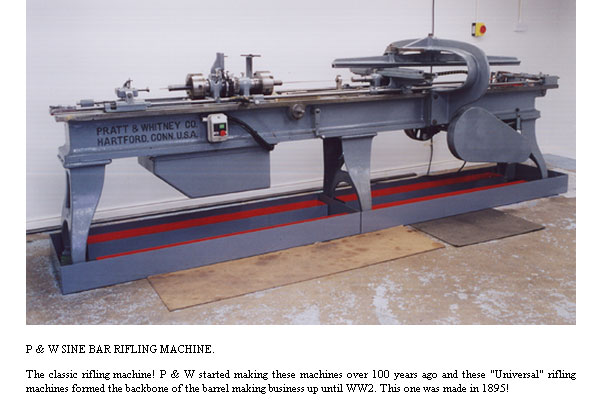
“At the start of World War Two, Pratt & Whitney developed a new, ‘B’ series of hydraulically-powered rifling machines, which were in fact two machines on the same bed. They weighed in at three tons and required the concrete floors now generally seen in workshops by this time. About two thousand were built to satisfy the new demand for rifle barrels, but many were broken up after the war or sold to emerging third world countries building up their own arms industry.
Very few of these hydraulic machines subsequently became available on the surplus market and now it is these machines which are sought after and used by barrel makers like John Krieger and ‘Boots’ Obermeyer. In fact, there are probably less of the ‘B’ series hydraulic riflers around today than of the older ‘Sine Bar’ universal riflers.
The techniques of cut rifling have not stood still since the end of the war though. Largely due to the efforts of Boots Obermeyer the design, manufacture and maintenance of the hook cutter and the cutter box have been refined and developed so that barrels of superb accuracy have come from his shop. Cut rifled barrel makers like John Krieger (Krieger Barrels), Mark Chanlyn (Rocky Mountain Rifle Works) and Cliff Labounty (Labounty Precision Reboring)… learned much of their art from Boots Obermeyer, as did I.” — Geoffrey Kolbe
Video find by Boyd Allen. Archive photos from Border-Barrels.com. In June 2013, Birmingham Gunmakers Ltd. acquired Border Barrels. Dr. Geoffrey Koble continues to work for Border Barrels, which maintains operations in Scotland.
Brux Barrels, based in Lodi, Wisconsin, has earned a reputation for producing great-shooting tubes. Brux-made barrels have won their fair share of matches, and set some notable records in the process. Last year, Rodney Wagner shot the smallest five-shot, 600-yard group (.0349″) in the history of rifle competition, using a Brux barrel chambered for the 6mm Dasher.
Folks often ask us why Brux barrels shoot so well. “What’s the secret?” they ask. We can only answer with what Brux explains on its own website: “To make a cut-rifled barrel you have to start off with the proper ingredients: the best steel available, skill, and experience. Since there are really only two main suppliers of barrel-quality steel, the skill and experience is what really makes a barrel maker stand out.” Here is how Brux’s co-owners, Norman Brux and Ken Liebetrau, explain all the procedures involved in making a Brux cut-rifled barrel:
Brux Barrel-Making Process, Start to Finish
We start out with either 4150 chrome-moly or 416R stainless steel double stress-relieved bar stock. The bar stock starts out at 1-9/32″ in diameter and 20-24 feet long so we cut it to length.
Step two is to rough-contour the outside of the barrel blank in a lathe.
Thirdly, the blank gets mounted into a Barnes gun drill. The cutter bit has holes through which oil or coolant is injected under pressure to allow the evacuation of chips formed during the cutting process. This is called “oil-through” or “coolant-through”. Without this, you wouldn’t want to even attempt drilling a hole 30” long and under ¼” in diameter. The combination of a 3600rpm and good flushing allows us to drill a beautifully straight and centered hole .005” under “land” diameter at a rate of 1” per minute.
Clean the barrel.
Next the blank is sent back to the lathe to machine the finished contour of the outside.
Clean the barrel again.
Now, the blank is sent on to the Pratt & Whitney reamer in which an “oil through” reaming tool is used to cut away the extra .005” left in the drilling process. The reamer makes an extremely accurate bore size and after it is finished the bore will have a better surface finish and will be at the proper “land” diameter.
Clean the barrel again.
In the sixth step we hand lap each barrel to remove any slight tool marks that may have been left by the reamer and inspect every one with a bore scope. If the barrel doesn’t meet our standards for surface finish and tolerance it doesn’t get any further.
Clean the barrel again.
The barrels then go onto the rifling machine which is responsible for cutting the all so familiar grooves in the bore. A caliber/land configuration-specific rifling head is used to progressively shave away small amounts of steel to form the rifling grooves. This is accomplished by simultaneously pulling the rifling head through the reamed blank as the blank is spun at a controlled rate. After each cut, the blank is rotated 90 degrees (for a four-land configuration) and after one full rotation (360 degrees) the rifling head is slightly raised to shave off the next bit of material. This process is repeated until we reach groove diameter.
Clean the barrel again.
Lastly, the barrel is hand-lapped again (to ensure a smooth bore), and a final inspection is performed with the bore scope.
The barrel is cleaned one last time, wrapped, packed, and shipped to [the customer].
Anyone reading this detailed description of the Brux barrel-making process will doubtless come away with a new appreciation for the time, effort, and dedication required to produce a premium match-grade cut-rifled barrel. Obviously, there are no easy shortcuts and great attention to detail is required each step of the way. As shooters we’re lucky that we have barrel-makers so dedicated to their craft.
Credit James Mock for steering us to this Barrel Making 101 feature on the Brux website.
Krieger Barrels Inc. is a family-run business. Founder John Krieger now works with two of his sons in the business, Andrew (“Andy”) and Mark. At SHOT Show 2014 we had a chance to chat with John and Andy. John told us that he is very proud to work with his two sons. He said that Andy, who has a degree in engineering, brings an important skill set and a new level of scientific expertise to the business. On his part, Andy says that his father is a “great boss… and the best teacher you could have”. Meet this father and son barrel-making team in this short video.
John Krieger and Andrew Krieger
How does Krieger Barrels produce such a great product year in and year out? It takes a lot of highly-skilled labor and some serious machinery to produce outstanding cut-rifled barrels. To illustrate the barrel-making process, Krieger has produced a fascinating video, filmed at Krieger’s production facility in Richfield, Wisconsin. This video shows the process of single-point, cut-rifled barrel-making start to finish. If you love big, powerful machines, you’ll enjoy this video. Its really quite amazing to see all that’s involved in the production of cut-rifled barrels.
How Krieger Barrels Are Made (MUST-WATCH video — one of the best we’ve ever featured).
For anyone interested in accurate rifles, this is absolutely a “must-watch” video. Watch blanks being cryogenically treated, then drilled and lathe-turned. Next comes the big stuff — the massive rifling machines that single-point-cut the rifling in a precise, time-consuming process. Following that you can see barrels being contoured, polished, and inspected (with air gauge and bore-scope). There is even a sequence showing chambers being cut.
Here is a time-line of the important barrel-making processes shown in the video. You may want to use the “Pause” button, or repeat some segments to get a better look at particular operations. The numbers on the left represent playback minutes and seconds.
If you plan to use a Krieger barrel for your next rifle build, better get that order in quickly. Due to a rise in the cost of steel, Krieger Barrels will add $15.00 to the price of a most stainless barrels, starting December 31st. In addition, the price of chrome moly barrels will also increase (typically $25) to become the same price as Krieger’s stainless barrels. (Previously the chrome moly barrels were cheaper than stainless.) The biggest price hike comes with large diameter barrels. There will be a large price hike on over-size diameter barrels ($100 increase on oversize blanks up to 1.450″ diameter.) Krieger says the price changes will “take effect January 1, 2012″, but it also states that price increases would be “implemented” on orders received “after midnight December 30th”. So, to be safe, get your order in before 11:59 pm on December 30th.
Krieger has also announced that it is halting manufacture of 17-caliber barrels as “the tooling on this caliber is too fragile”, and Krieger will no longer offer Custom Engraving. Here is the text of Krieger’s 2012 Price Changes Announcement:
Krieger Barrels — 2012 Price Changes
We [want] to give our customers a “heads up” on price increases to be implemented beginning with all orders received after midnight December 30th. Krieger Barrels has not increased the cost of barrels in two years, and now regretfully we find it necessary to do so. Below you will find a brief description of the changes. Detailed information will be posted as a catalog/website update shortly after Christmas. All price and service changes will take effect January 1, 2012.
Barrel Pricing:
The base cost of most stainless steel barrels will increase by $15.00. Chrome moly barrels will then be the same price as stainless making stainless and chrome moly barrels the same price. [This means the cost of chrome moly barrels will increase $25.00 on average.]
Oversize Diameter Pricing:
Oversize blank diameters up to 1.450″ will increase to $100.00 above the base cost in both stainless steel and chrome moly
Oversize blank diameters greater than 1.450″ up to 2.000″ will increase to $150.00 above the base cost in both stainless steel and chrome moly.
.50 BMG blanks (2.00″ x 36″) will remain the same price in stainless, but chrome moly will increase to the current stainless price.
Muzzle Threads:
We are eliminating the price difference between threading for a timed brake and an un-timed brake. The new cost to thread a muzzle to your machinist drawing or to match the device you send will be $125.00 either timed or un-timed. Fox River Brakes will remain $200.00 installed, and DCM/Service rifle barrels will continue to have no price difference between pre-ban and post-ban models.
Story tip by EdLongrange. We welcome reader submissions.
At the IWA Trade Show in Germany earlier this year, a correspondent for The Firearm Blog interviewed Woody Woodall, who runs Lothar Walther’s USA operation. While many shooters assume that Walther hammer-forges most of its barrels like some other European barrel-makers, in fact Lothar Walther USA uses the button rifling technique for most of its US-made barrels.
In the video below, created for The Firearm Blog, Woodall explains that button rifling involves some extra steps to ensure a good result: “The extra work that goes into it is that you’ve got to make rifling, stress relieve it, and have it come out the right size. And it takes a lot of skill to do that. Lothar Walther invented button rifling in 1925, if a better way of making rifling came out, we’d be glad to go to it.”
Woodall explains that hammer forging is a good method for mass production, but it is costly to set up: “Hammer forging is relatively new, it came out in 1934, but did not come into prominence until the 1950s…. But the cost of [hammer forging] in the world today is getting above what the market will bear for barrels. [Hammer forging] is more complicated. As the hammers hit the barrel the barrel gets longer, but the hammers have to hit uniformly so the barrel [stays] straight. There’s a higher failure rate in that. There’s also some surface delamination that can occur, and some other issues. So if you’re hammer forging, you really have to pay attention to the details. So, it’s like button rifling, only ten times more complicated. It’s for super-high-volume production… The large companies tend to use the hammer forging, intermediate size companies tend to use the buttoning, and craft companies tend to use the cut rifling. All three [methods] can make an equally accurate barrel.”
Wisconsin’s Bartlein Barrels currently produces some of the most accurate cut-rifled rifle barrels in the world. We had a chance to chat with Bartlein barrel-makers Tracy Bartlein and Frank Green shortly after the doors opened at the 2010 SHOT Show in Las Vegas. Frank and Tracy weighed in on some of the “hot topics” in the barrel-making business: Gain Twist and the advantages of single-point cut rifling. In this interview, the “boys from Bartlein” discuss current trends in barrel-making, including what’s “hot” in short-range benchrest and the emergence of 7mm barrels for F-Class Open competition. Tracy also offers his opinions on cut rifling vs. button rifling, and he explains how modern technology has helped make modern barrels “better than ever”.












 At SHOT Show 2013 we had the chance to chat with legendary barrel-maker John Kreiger of Krieger Barrels. In this wide-ranging interview, John addressed a number of questions our readers often pose…. What is better for a 6mm, 0.236″ land or 0.237″ land? What are the pros/cons of various barrel types: 3-groove, 4-groove, 6-groove, 8-groove, and 5R? What types of land/groove configurations clean up more easily? (John says the 5R might be the winner there).
At SHOT Show 2013 we had the chance to chat with legendary barrel-maker John Kreiger of Krieger Barrels. In this wide-ranging interview, John addressed a number of questions our readers often pose…. What is better for a 6mm, 0.236″ land or 0.237″ land? What are the pros/cons of various barrel types: 3-groove, 4-groove, 6-groove, 8-groove, and 5R? What types of land/groove configurations clean up more easily? (John says the 5R might be the winner there).









 At the
At the  Wisconsin’s
Wisconsin’s 






