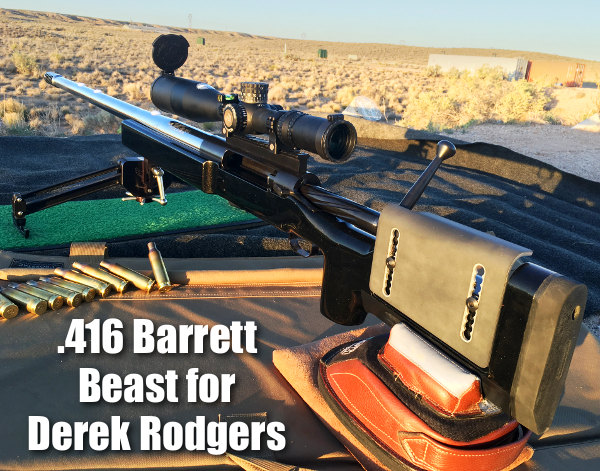
Current F-TR World Champion Derek Rodgers is also the reigning King of 2 Miles champ, so he knows something about Extreme Long Range (ELR) shooting. While Derek won his KO2M title at Raton shooting the .375 CheyTac cartridge, Derek decided that something even bigger was in order. This season, Derek will be shooting a .416 Barrett. Last week we showcased his impressive .416 Barrett ammo, with massive Cutting Edge bullets.
Now we can show the Big Rig that will deliver those .416-caliber projectiles. This monster weighs 40+ pounds and sports a 40″ Bartlein barrel — more length for more velocity. Derek’s new ELR rifle features a McMillan Beast 2 stock, BAT EX action, and Nightforce ATACR 7-35x56mm scope. Derek explained why he moved up to a bigger caliber: “I built a new rifle with the anticipation of seeing impacts easier. It was not just a larger caliber being more effective on hitting ELR targets, but rather hoping that a missed shot would have a much larger impact. Impacts beyond a mile become harder to see due to terrain and vegetation. So any added dust or splash erupting from the earth is a decisive benefit over an equally-accurate smaller caliber.” Here is Derek’s full report on his new .416 Barrett rifle.
Derek Rodgers Campaigns a .416 Barrett
Report by Derek Rodgers Cartridge Choice — I chose a standard .416 Barrett cartridge as it allows for bullets up to and slightly exceeding 550 grains. It really does bridge the gap between the .375 variants and a 50 BMG. There are several great solid ELR bullet options from manufactures like Cutting Edge that range from 475-550 grains. These offer a variety of extremely high BC options for barrels that have different twist rates. Most loads will utilize the slowest burn rate powders commercially available. Good options are Vihtavuori 20N29, RL50, H50BMG and other powders with a similar burn rate.
Shooting the .416 — Tamer than Expected
An initial observation is that the rifle is very controllable and feels much like a larger F-TR gun. The rifle weighs 40+ pounds, balanced and stays on target very well. The recoil is manageable and linear. This seems to give a straight rearward impulse that does not affect positioning. This allows for quick repositioning into battery and faster follow-up shots.
Rifle Details — BAT EX Action, Bartlein 40″ Barrel, McMillan Beast 2 Stock
Derek’s .416 Barrett ELR Rig features a BAT EX action with a Bix N’ Andy trigger. Out front is a gigantic 40” long, 1:9″-twist Bartlein barrel fitted with a Terminator T5 muzzle brake. The handsome McMillan Beast 2 stock combines a lower center of gravity design with a higher butt location. Given that high butt geometry, McMillan cleverly fitted the higher buttpad with a port allowing the cleaning rod to pass through (see photo below). On top is a Nightforce ATACR 7-35x56mm scope in NF rings on a +60 MOA rail, with Holland 34mm bubble level. The stock is supported by a Phoenix bipod and rests in an Edgewood bag designed for the McMillan Xit F-TR stock.
Note the extended Buttpad height. That helps with recoil in prone position. This McMillan Beast 2 stock includes a pass-through hole for the cleaning rod.
Gunsmithing by Blake Barrel and Rifle in Arizona
Derek’s rifle was built and chambered by Bryan Blake of Blake Barrel and Rifle in Phoenix, Arizona. The chambering was done with a Manson Precision reamer. Derek explains: “Bryan and his family have been in the machine shop business for several generations and have the expertise and equipment to handle larger barrel diameters associated with F-Class to ELR type rigs. I tried to consider all angles and potential pitfalls that might occur during the building process. However, Bryan added his own touches to make the project his own. He truly created a work of art and supplied a turn-key rifle that is meticulously built from the inside out and looks as great as the tolerances it holds.”
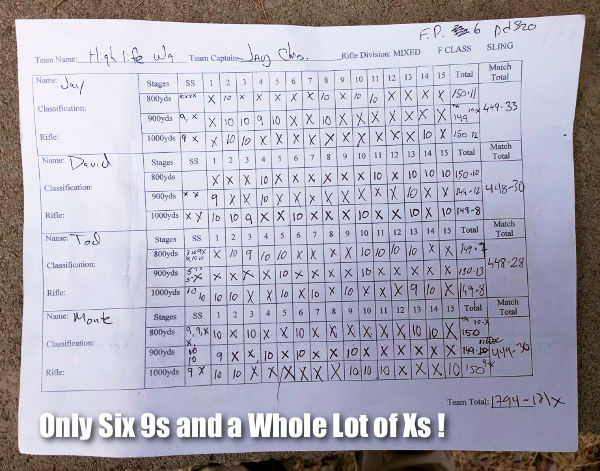
WA Team members, left to right: Tod Hendricks, Jay Christopherson, Monte Milanuk, David Oakes.
F-Class competition continues to evolve, as guns and shooters get better every season. That means records get broken. Yet another record was smashed this month as the “Washington F-Open” team scored 1794-121X, a new pending National Record. That stunning combined team score beats the previous best by five points and more than 20 Xs. We believe the current record is 1789-100X, set at the 2017 Berger Southwest Nationals.
The new 1794-21X team record was set at the 2017 Northern Rockies LR F-Class Regional Match, held September 6-8 at the Deep Creek Range outside Missoula, Montana. This is a three-day, long range regional F-Class match consisting of two individual days and one team day.
Team Member Jay Christopherson, who won the F-Open Division, was proud of his Team’s accomplishment: “We were very excited when our shooting held up at 1000 yards to break the record.” Forum member Pat F., who also shot the match in Montana, said this was a really impressive performance: “I think that record will stand for a while.”
World’s Most Accurate IT Guy Wins F-Open with Brilliant Performance
Our AccurateShooter.com Systems Administrator, Jay Christopherson, won the F-Open Division with a superb 1047-62X individual performance. Remarkably, when you combine that 1047-62X with his 449-33X score in the team match, Jay dropped only four (4) points the entire weekend over 150 shots (105 shots in individual competition and another 45 in the team match). That is a combined percentage 99.73% in the Ten-Ring. Amazing! Jay is definitely “The World’s Most Accurate IT Guy”. Congrats Jay.
Jay was shooting a new F-0pen rifle built with his favorite hardware: a smooth-cycling Borden BRMXD action riding in a hardwood X-Ring stock. The barrel was a 32″-long, 1:9″-twist Bartlein chambered for the .284 Winchester cartridge. All team members were shooting straight .284 Wins with Berger 180gr Hybrid bullets. Jay was using a new scope, a fixed-power 48x52mm March High Master. Jay was impressed with the sharpness, clarity, and reliability of this scope. He said that during the match he never felt the need to dial-down power, so the 48X fixed magnification worked fine.
Jay reports: “Conditions were generally pretty good. Not perfect, but almost… There was enough change to push you out of the 10-Ring if you were not careful, but overall, the conditions were about as consistently good as you can expect. There was also some smoke haze, particularly on Friday and Saturday, that made seeing the target a challenge and looking at mirage was basically impossible. But, for all that, the wind was mostly very, very kind.”
“This is the fourth year I have traveled to shoot this match and as always, it was an excellent match. Jamey Williams does an outstanding job of herding cats and ensuring that the match runs smoothly. Bob Evans ran the line and really did an excellent job of keeping everyone safe and the match moving.”
Here is an aerial view of the Deep Creek Range (Drone video by David Gosnell):
Northern Rockies LR F-Class Regional Match Results
Individual Top Three Shooters (1050-105X Possible)
F-Open Division:
Jay Christopherson, 1047-62X, MW
Tod Hendricks, 1043-61X, 2nd MW
Jim Williams, 1041-51X, 3rd MW
F-TR Division:
Justin Covey, 1030-48X, MW
Tom Hubbard, 1030-41X, 2nd MW
John Van Santford, 1027-36X, 3rd MW
Jay Christopherson, 449-33X
Tod Hendricks, 448-28X
David Oakes, 448-30X
Monte Milanuk, 449-30X
F-TR Winning Team: “Misfits”, 1751-50X
John Van Santford, 436-14X
Beverly Van Santford, 441-13X
Phil Brackenbury, 436-12X
Larry Bandaccari, 438-11X
Course of Fire: The individual days are a 105-shot aggregate, consisting of a 45-shot Palma (800/900/1000) followed by a 20-shot x 1000 (Day 1) and a 40-shot x 1000 match (Day 2). The team match is a 45-shot per team member Palma match (800/900/1000).
John Whidden of Whidden Gunworks has won his fifth Long Range National Championship, his second title in a row (he also won the LR Title in 2016). This year, competing at Camp Atterbury in Indiana, Whidden pulled together a gritty, come-from-behind victory. John won the title by shooting a perfect 450-28X (not dropping a point) in the final Palma match on the last day of the Long Range Championship. While Whidden, who finished at 1246-91X, edged runner-up Phillip Crowe (1245-68X) by just one point, John enjoyed a huge X-Count margin. Finishing third was past High Power and Long Range National Champion Nancy Tompkins (1244-65X). Here are the Top Ten finishers:
Whidden’s Perfect Palma Match
Whidden secured the 2017 LR Title by shooting “clean” (not dropping a point) in the tough Palma competition. In the NRA Palma match, rifles must be .223 Rem or .308 Winchester, with metallic sights (no scopes). The match is conducted at three yardages, 15 shots at each distance of 800/900/1000 yards, with unlimited sighters at 800 and two sighters at 900 and 1000.
John liked the Camp Atterbury facility and he credited his equipment for his 2017 victory: “With the change to the new Camp Atterbury venue, many shooters were a little unsure how things were going to shake out. But it all turned out really well. All of my equipment shot fantastic all week long — that certainly made shooting a big score easier.”
Whidden’s Championship-Winning Rifle
Since John captured his fifth Long Range crown with a superb performance in the Palma match, we thought we’d give readers a look at John’s very special Palma rifle. This unique .308 Win prone rifle features a Barnard “P” action in a converted aluminum Anschutz “Precise” smallbore (rimfire) stock. The combo of Barnard action and Anschutz ergonomics is hard to beat, says John, who told us: “this is easily the best Palma rifle I’ve ever had.” John told us this gun handles like no other: “After recoil, with this Anschutz stock, the sights fall right back on target — better than any other prone rifle I’ve shot”.
As a bonus, the Barnard “drop-in” required no modification of the Anschutz Precise stock. This means John can actually swap in his rimfire barreled action and shoot smallbore with the same stock.
Sling Rifle Evolved: The Ultra-Accurate Hybrid Palma Rifle
by John Whidden
The mental component of Long Range competitive shooting is always challenging but having tremendous confidence in the accuracy of your equipment is a huge benefit. There’s nothing to start your Palma match off well like knowing that you are shooting the most accurate Palma rifle you’ve ever owned.
Whidden Palma Rifle
Action: Barnard “P” (three lugs, 60° bolt lift)
Barrel: Bartlein 32″, Light Palma contour, cryo-treated by 300 Below.
Stock: Anschutz Precise aluminum smallbore stock, set up for centerfire barreled action.
Trigger: Barnard Two-Stage adjustable
Whidden’s Wonder-Gun: German Stock, New Zealand Action, American Barrel
John built this Palma rifle in early 2016. With it, John won back-to-back long-range Championships in 2016 (Camp Perry) and 2017 (Camp Atterbury). The major components are: Barnard ‘P’ action, Anschutz Precise smallbore stock, and Bartlein barrel. The caliber is .308 Win, as dictated by the Palma rules. Palma matches are fired from 800, 900, and 1000 yards utilizing iron sights only. No optical sights are allowed.
The Anchutz Precise stock is so well-designed that once I finished adjusting the details, I realized that my hold was about 1/3 smaller than with the stocks I shot previously. While in recoil the gun will track vertically and fall back down right on my own target just as it should. In the past, with my other Palma rifles, it was frankly sometimes a struggle to get them to settle back on target after a shot.
Whidden Gunworks has installed a variety of different actions in the Anschutz Precise stocks. Though the stocks are designed for the .22 LR caliber 2013 action rifles, we’ve successfully installed Barnard, Kelbly, Bat, Nesika, and Remington clone actions into them. The Barnard Model P makes a particularly simple installation because there is no modification necessary to the stock at all. A competitor can then shoot both his centerfire rifle as well as his smallbore gun in the exact same stock. The location of the trigger and bolt handle on the Barnard are positioned just right to make this work. Other actions do require at least some amount of modification to the stock, and we have found the Barnard works the best.
Barnard manufactures several models of actions as part of their lineup. All of the actions in the lineup use three lug bolts which give a shorter 60-degree bolt lift when opening and closing. All of the critical surfaces are machined after heat treating. This means that they are exceptionally true and square, more so than other actions. The Model P action is most familiar to Palma and F-Class shooters and are commonly seen on the firing line. The fact that Model P actions include an excellent two-stage trigger makes also the pricing very attractive.
Based on my previous excellent experiences, I selected Bartlein barrels for this rifle. When shooting internationally in the Palma matches we are restricted to 155 grain .308 bullets, but I made the unusual choice of a 1-10″ twist for these bullets. I’ve shot this fast twist for some years with the 155s with good success and it’s pleasing to know that Bryan Litz is finding benefits in some cartridges to shooting faster twist rates than we previously thought we needed. The load is Vihtavuori N140 Powder with Berger 155gr Hybrid bullets. The chamber is the 2011 Palma and the barrel is a Light Palma contour finished at 32” length. The barrel was cryo-treated by 300 Below. The point of impact isn’t changed at all by barrel heating and the accuracy is incredible regardless of the temperature of the barrel. This can’t be said of all the barrels I’ve owned.
Get Your Own Whidden Wonder-Gun for $4500.00
Like what you see — but wonder how much it will cost? Whidden Gunworks can build you a rig like this, fitting a centerfire barreled action in the Anschutz Precise stock. John tells us: “The price of a rifle like this one but without sights or mounts would be just under $4500.00. We attempt to keep all of the parts except the stock in inventory, so lead time should be under eight (8) weeks.”
Stock Offers Great Adjustability One thing that is quickly noticed about the Anschutz Precise stock is its adjustability. The engineers did a very good job of allowing many of these adjustments to be made while in the shooting position, most notably the cheekpiece adjustments. When a shooter picks up a Precise stock for the first time they also notice how narrow the fore-end is. This really contributes to reducing the pain in the forward hand in prone when shooting with a sling. This stock is, by far, the most comfortable sling stock I’ve ever handled.
This rifle was very accurate right away and very comfortable to shoot. I’ve built some really good shooting Palma rifles but this is easily the best Palma rifle I’ve ever had. The Barnard action with its superb quality and excellent two-stage trigger has been the best choice I could have made. When you can go to the firing line knowing that you have the very best, the foundation for success has been set.
That fancy front rest is a Farley with custom polished aluminum magnum base, John Loh top, and upgraded large-diameter “Speed Demon Wheel” elevation adjustment. The barrel is a 1:8.75″-twist Bartlein fitted with Ralph Stewart 3-Disk rotary tuner. The 32″-long tube tapers from 1.250″ to 1.0″ diameter. Speedy prefers to have a bit of taper in barrels even when weight is not a factor.
The F-Class World Championships take place next month at the Connaught Ranges in Ontario, Canada. Here’s something special gunsmith Speedy Gonzales put together for F-Open shooter Brett Solomon. Christened the “Little Red Devil” by Speedy, this ruby red, flame maple-stocked beauty is chambered in .284 Winchester. It features a Melonited BAT 3LL action with two bolts (regular and magnum bolt face). The stock is the Speedy “Spear of Destiny” design crafted by Will McCloskey. These handsome McCloskey stocks are milled with advanced CNC machines, allowing ultra-precise tolerances for improved tracking and perfect geometry.
Speedy tell us: “Wish I could say the pictures do it justice. It is ten times nicer looking in real life. Bret will be rubbing on it for hours when it arrives…”
Torrefied Wood from Yamaha
This wood is very special — the flame maple was sourced from Yamaha which used a torrefaction process to stabilize the wood and prevent warping. Yamaha’s proprietary ARE process was developed by Yamaha for musical instruments. Speedy explained that Yamaha uses heat and pressure (we think) to stabilize the wood and dampen vibrations. During torrefaction, the sap in the wood actually crystallizes.
For this rifle build, the torrefied wood blank was CNC-milled by Will McCloskey to “best-in-industry” tolerances. Then Speedy did the inletting, fit the triggerguard, action pillars, butt-plate assembly, and other details. Then Speedy removed the metal parts and shipped the stock to Lee Garver, a noted guitar painter. Garver applied a special red-tone polyester finish. This is a very hard, yet glossy finish that makes the stock “pretty nearly scratch-proof” according to Speedy.
The rifle sports one of Ken Rucker’s new F-Class Bump-Buster Gold recoil reducers. This new system is optimized for prone shooting and works with minimal touch/hold shooting styles.
This video shows the CNC-Milling process with another Speedy stock, the adjustable-comb version of his “Spear of Destiny” design:
The BAT 3LL action comes with two (2) complete bolts, one with standard bolt face, the other with a magnum bolt face.
When One Stunning Rifle Is Not Enough…
If you aren’t yet totally consumed with envy, consider this. Brett Solomon has invested in THREE more Speedy-built rifles like this red wonder. There’s a TAN (natural finish) rimfire training rig that’s complete, and Speedy’s now working on a GREEN .284 Win “spare”, plus a BLUE dedicated Magnum rig. The tan, green, and blue rigs for Brett will have similar stocks, with “all the bells and whistles” just like the “Little Red Devil”. Brett is currently using the tan-stocked rimfire rig for training — getting lots of “trigger time” without burning out his precious centerfire match barrels.
“Here is a sneak peak of my new barreled action for ELR. Compliments of Lethal Precision Arms. This Bartlein barrel is chambered in .375 Lethal Magnum. This massive cartridge will be launching the 405 grain Berger solids with a BC of 1.09 @ 3200+ FPS. The 38″ barrel is screwed on to a two-inch round .50 Cal Action from BAT Machine. This barreled action weighs 35 pounds and is approximately 48 inches long as shown in the photo. Yes that’s 35 pounds NOT counting stock, scope, muzzle brake, and bipod.
This barreled action is now being sent to McMillan Group International for custom in-letting and a custom Big Mac Stock optimized for Extreme Long Range. Stay tuned for more progress on this new ELR Beast for the next King of 2 Miles competition.”
Our buddy Paul Phillips is an outstanding shooter who has competed with the U.S. National Team and is currently a member of the U.S. Rifle Team F-TR. Paul has been interested in extreme long-range (ELR) shooting for quite some time, but the King of 2 Miles (KO2M) event this fall at Raton, NM really brought things into focus for Paul. A member of the K02M-winning Applied Ballistics squad, Paul now knows exactly what kind of hardware (and cartridge) it takes to win at two miles (and beyond). Now he’s ready for more, and he’s building a very special (and very big) rifle.
After his experience at the King of 2 Miles event, Paul decided he needed his own world-class rifle for the ultra-long-range game. For this rifle, Paul acquired a massive BAT action and a ginormous Bartlein barrel, finished at 38 inches. The .375 Lethal Magnum chambering is wildcat that starts with the 585 Hubel Express (HE) case, adapted for a Cheytac boltface. This jumbo cartridge can propel 405gr Berger solids at 3200+ FPS. The G1 BC of these prototype solids is a stunning 1.09. Note: Berger has no current plans to market this .375-caliber solid bullet — it is still in the prototype stage.
Chuck’s Pair of Pennsylvania Dashers
There’s been a lot of interest in the 6mm Dasher cartridge lately, so we thought we’d showcase a matched pair of Dasher rifles belonging to a Forum member. The 6mm Dasher began as a wildcat improved version of the 6mmBR Norma cartridge. The 6mm Dasher has been very successful in competition, and now factory Norma-made Dasher cartridge brass is available from Bullets.com.
Forum Member Chuck L. (aka “Ridgeway”) has created a handsome duo of 6mm Dashers for competitive benchrest and varmint matches in Pennsylvania. Both guns are built on Kelbly Panda RBLP actions, with Bartlein 8-twist barrels, and Shehane Laminated Tracker Stocks. However, the two rifles are not exact twins, as you can see. One, which we’ll call the Big Dasher, is built on a Shehane ST1000 Tracker stock. The other gun, the Small Dasher, sports Shehane’s “Baby Tracker” stock — a design used with great success by Richard Schatz. The Big Dasher, optimized for 1000-yard competition, also has a slightly longer freebore — 0.136″ vs. 0.104″ for the Small Dasher.
Specifications for the Dasher Duo:
Small Dasher (13.5-pounder): Chambered for 6mm Dasher with approximately .104 freebore and a .264 NK. (No way of knowing exactly since it freebore was done in a separate operation by Kelbly.) Components are: Shehane Baby Tracker stock, Kelbly Panda RPLB action, Bartlein 1:8″ LV barrel at 26 ¾”, Kelbly Rings, Weaver T36, Jewell trigger. The barrel was chambered by Kelblys and the stock was bedded, glued and balanced by a shooting buddy (Forum Member johara1). I clear-coated the stock with auto urethane. Total weight is 13 lbs., 4 ounces.
Big Dasher (1K Light Gun, 17-pounder): Chambered for 6mm Dasher with a .136 freebore and .264 neck (PTG Reamer). Components are: Shehane ST-1000 stock, Kelbly Panda RPLB action, Bartlein 1:8″ HV 5R barrel at 28″, Shehane +20-MOA rings, Nightforce NXS 12-42x56mm, Jewell trigger. The barrel work, pillar installation, and bedding was done by Dave Bruno. The stock was clear-coated by Chuck with auto urethane. Chuck also made the rear butt plate and balanced the rifle. Total weight: 16 lbs., 13 ounces.
Chuck tells us: “I don’t get out shooting competition as much as I want due to time and family, but when I do compete, I shoot a Groundhog match at Southfork Rifle Club in Beaverdale, PA. Info on Southfork Club events can be found at Southforkrifleclub.com. The Southfork match is basically a 100-, 300- and 500-yard match with one sighter the entire match and 5 shots at each yardage for score. The Small Dasher, with the shorter ‘Baby Tracker’ stock, was set up for the Southfork Rifle Club’s ‘Light Unlimited’ class which has a 13.5-lb max weight.” (Editor: ‘unlimited’ is a misnomer for a weight-limited category.)
Chuck adds: “The Big Dasher with the heavy ST-1000 stock is set up for 1000-yard benchrest matches in Light Gun class. I hope to shoot a couple 1K matches with it at Reade Range in southwest Pennsylvania. I am still in load development for this rifle since it was just finished in January. One ironic thing is, it shoots the same load I’m shooting out of the lighter gun rather well. The only difference between the two chambers is the freebore is roughly thirty thousandths longer on the 1K gun (Large Dasher). I will also shoot this at Southfork in the ‘Heavy Unlimited’ class.”
Dasher Case-Forming: Neck-Turn then Fire-form with Bullets Hard in Lands
To fireform, I turn my cases down to fit the chamber and stop where the false shoulder makes snug contact with the chamber. Fire-forming rounds are loaded up with a 29-grain charge of H4895 or Varget and a 108gr Berger bullet seated hard into the lands about 0.020″ past initial contact with the rifling. It takes about three firings to make a nice clean Dasher case with a sharp shoulder. I anneal about every 3-4 firings. I have many cases that have about 10+ firings on them and they are still shooting well. The primer pockets are a little looser, but still hold a primer.
Both Dashers Group in the Ones at 100 Yards
My main bullet for both rifles is the 107gr Sierra MK, loaded with Reloder 15 powder, Lapua cases and CCI 450 primers. My main load for the Small Dasher is 33.0 grains of Reloder 15. This load shoots in the ones at 100 yards. For the Big Dasher, I’m still working on a load, although the same 33.0 grain load shoots in the ones in the heavier gun as well. I’m still looking for more velocity and my ‘max’ node. So far, I’ve gone well above 33.0 grains of RL 15 without pressure signs, but that load produces vertical at 100 yards, so I’m going to tinker with the load until I see pressure or it starts to shoot.
Jerod’s Tactical Trio
Many guys are lucky to have just one accurate tactical rifle fitted with a custom barrel and high-end optics. Well forum member Jerod (aka Stinnett1981) has three!
Jerod calls his tactical trio the “Three Amigos”. All are built with Manners Composite stocks and Bartlein barrels. But there are three different chamberings. In order below (from top to bottom) are: .308 Win (Bartlein 5R, 1:10″ twist); .223 Rem (Bartlein 5R, 1:8″ twist);,and 6.5×47 Lapua (Bartlein 5R 1:8.5″ twist). Read on for a full description of each build.
The tan rifle is Jerod’s .308 Winchester. It has a Manners T4A stock, trued Rem 700 SA, Badger M5 DBM, and Bartlein 5R 10-twist HV contour finished at 23″. The optic is a Bushnell XRS 4.5-30X50mm FFP with G2 reticle scope.
The Green rifle is a .223 Remington. This has a Manners T4 stock, trued Rem 700 SA, Badger M5 DBM, and Bartlein 5R 8-twist HV contour finished at 23″. On top is a Nightforce NXS F1 3.5-15X50mm FFP with MLR 2.0 reticle scope. Jerod says: “This scope and reticle are awesome.”
The Black rifle is chambered for the 6.5-47 Lapua. Components are: Manners T4A stock, Stiller TAC 30, Badger M5 DBM, Bartlein 5R 8.5-twist bull barrel (1″ at muzzle) finished at 26″. The scope is a Nightforce NXS 8-32X56mm with NP2DD reticle.
Forum Member Chuck L. (aka “Ridgeway”) has created a handsome duo of 6mm Dashers for competitive benchrest and varmint matches in Pennsylvania. Both guns are built on Kelbly Panda RBLP actions, with Bartlein 8-twist barrels, and Shehane Laminated Tracker Stocks. However, the two rifles are not exact twins, as you can see. One, which we’ll call the Big Dasher, is built on a Shehane ST1000 Tracker stock. The other gun, the Small Dasher, sports Shehane’s “Baby Tracker” stock — a design used with great success by Richard Schatz. The Big Dasher, optimized for 1000-yard competition, also has a slightly longer freebore — 0.136″ vs. 0.104″ for the Small Dasher.
Chuck tells us: “I don’t get out shooting competition as much as I want due to time and family, but when I do compete, I shoot a Groundhog match at Southfork Rifle Club in Beaverdale, PA. Info on Southfork Club events can be found at Southforkrifleclub.com. The Southfork match is basically a 100-, 300- and 500-yard match with one sighter the entire match and 5 shots at each yardage for score. The Small Dasher, with the shorter ‘Baby Tracker’ stock, was set up for the Southfork Rifle Club’s ‘Light Unlimited’ class which has a 13.5-lb max weight.” (Editor: ‘unlimited’ is a misnomer for a weight-limited category.)
Chuck adds: “The Big Dasher with the heavy ST-1000 stock is set up for 1000-yard benchrest matches in Light Gun class. I hope to shoot a couple 1K matches with it at Reade Range in southwest Pennsylvania. I am still in load development for this rifle since it was just finished in January. One ironic thing is, it shoots the same load I’m shooting out of the lighter gun rather well. The only difference between the two chambers is the freebore is roughly thirty thousandths longer on the 1K gun (Large Dasher). I will also shoot this at Southfork in the ‘Heavy Unlimited’ class.”
Specifications for the Dasher Duo:
Small Dasher (13.5-pounder): Chambered for 6mm Dasher with approximately .104 freebore and a .264 NK. (No way of knowing exactly since it freebore was done in a separate operation by Kelbly.) Components are: Shehane Baby Tracker stock, Kelbly Panda RPLB action, Bartlein 1:8″ LV barrel at 26 ¾”, Kelbly Rings, Weaver T36, Jewell trigger. The barrel was chambered by Kelblys and the stock was bedded, glued and balanced by a shooting buddy (Forum Member johara1). I clear-coated the stock with auto urethane. Total weight is 13 lbs., 4 ounces.
Big Dasher (1K Light Gun, 17-pounder): Chambered for 6mm Dasher with a .136 freebore and .264 neck (PTG Reamer). Components are: Shehane ST-1000 stock, Kelbly Panda RPLB action, Bartlein 1:8″ HV 5R barrel at 28″, Shehane +20-MOA rings, Nightforce NXS 12-42x56mm, Jewell trigger. The barrel work, pillar installation, and bedding was done by Dave Bruno. The stock was clear-coated by Chuck with auto urethane. Chuck also made the rear butt plate and balanced the rifle. Total weight: 16 lbs., 13 ounces.
Dasher Case-Forming: Neck-Turn then Fire-form with Bullets Hard in Lands
To fireform, I turn my cases down to fit the chamber and stop where the false shoulder makes snug contact with the chamber. Fire-forming rounds are loaded up with a 29-grain charge of H4895 or Varget and a 108gr Berger bullet seated hard into the lands about 0.020″ past initial contact with the rifling. It takes about three firings to make a nice clean Dasher case with a sharp shoulder. I anneal about every 3-4 firings. I have many cases that have about 10+ firings on them and they are still shooting well. The primer pockets are a little looser, but still hold a primer.
Both Dashers Group in the Ones at 100 Yards
My main bullet for both rifles is the 107gr Sierra MK, loaded with Reloder 15 powder, Lapua cases and CCI 450 primers. My main load for the Small Dasher is 33.0 grains of Reloder 15. This load shoots in the ones at 100 yards. For the Big Dasher, I’m still working on a load, although the same 33.0 grain load shoots in the ones in the heavier gun as well. I’m still looking for more velocity and my ‘max’ node. So far, I’ve gone well above 33.0 grains of RL 15 without pressure signs, but that load produces vertical at 100 yards, so I’m going to tinker with the load until I see pressure or it starts to shoot.
“Gain-twist” refers to a form of barrel rifling where the twist rate gets tighter over the length of the barrel. For example, a gain twist barrel might start with 1:12″ twist and finish with 1:8″ twist. There is some evidence that gain-twist rifling can deliver more velocity (compared to a conventional barrel) with certain cartridge types. There have also been claims of increased accuracy with some types of bullets, but such claims are more difficult to quantify.
Gain-twist rifling is not new. This form of rifling has been around for a long, long time. The first gain-twist barrels appeared in the late 1800s. However, in the last few years, there has been increased interest in gain-twist barrels for both short-range and long-range competition.
Video Explains Gain Twist Rifling
Radical Extreme Gain Twist Barrel Design
In this video from our friend John M. Buol Jr., gunsmith John Carlos talks about a fairly radical gain-twist barrel design for high power and service rifle shooters. Produced by Bartlein Barrels, this gain-twist barrel starts with a 1:14″ twist and finishes with a 1:6.8″ twist at the muzzle (See 1:50 time-mark). Carlos believes that this type of barrel delivers higher velocities while providing excellent accuracy for a wide range of bullet weights. In .223 caliber, the gain twist works with the 75-77 grain bullets used on the “short course” while also delivering excellent accuracy with the longer 80-90gr bullets used at 600 yards and beyond. Velocity is the important bonus for long-range use. Carlos says the gain twist barrels deliver greater muzzle velocity, allowing a 90 grain bullet to stay well above the transonic zone, even at 1000 yards. (See 4:50 time-mark.)
This 1:14″ to 1:6.8″ gain-twist barrel is the product of much experimentation by Carlos and Bartlein. Carlos states: “We’ve varied all sorts of internal dimensions, such as the land height, and the groove depth. We’ve tried 5R rifling and 4-groove rifling, and we’ve worked with various rates of twist, and I believe we have it down really well right now.”
In this video, John Carlos explains the history of gain-twist rifling, and he explains how modern Bartlein gain twist barrels have been developed in recent years for both benchrest and High Power applications. If you are interested in barrel technology and design, take the time to watch.
Brux Barrels, based in Lodi, Wisconsin, has earned a reputation for producing great-shooting tubes. Brux-made barrels have won their fair share of matches, and set some notable records in the process. Last year, Rodney Wagner shot the smallest five-shot, 600-yard group (.0349″) in the history of rifle competition, using a Brux barrel chambered for the 6mm Dasher.
Folks often ask us why Brux barrels shoot so well. “What’s the secret?” they ask. We can only answer with what Brux explains on its own website: “To make a cut-rifled barrel you have to start off with the proper ingredients: the best steel available, skill, and experience. Since there are really only two main suppliers of barrel-quality steel, the skill and experience is what really makes a barrel maker stand out.” Here is how Brux’s co-owners, Norman Brux and Ken Liebetrau, explain all the procedures involved in making a Brux cut-rifled barrel:
Brux Barrel-Making Process, Start to Finish
We start out with either 4150 chrome-moly or 416R stainless steel double stress-relieved bar stock. The bar stock starts out at 1-9/32″ in diameter and 20-24 feet long so we cut it to length.
Step two is to rough-contour the outside of the barrel blank in a lathe.
Thirdly, the blank gets mounted into a Barnes gun drill. The cutter bit has holes through which oil or coolant is injected under pressure to allow the evacuation of chips formed during the cutting process. This is called “oil-through” or “coolant-through”. Without this, you wouldn’t want to even attempt drilling a hole 30” long and under ¼” in diameter. The combination of a 3600rpm and good flushing allows us to drill a beautifully straight and centered hole .005” under “land” diameter at a rate of 1” per minute.
Clean the barrel.
Next the blank is sent back to the lathe to machine the finished contour of the outside.
Clean the barrel again.
Now, the blank is sent on to the Pratt & Whitney reamer in which an “oil through” reaming tool is used to cut away the extra .005” left in the drilling process. The reamer makes an extremely accurate bore size and after it is finished the bore will have a better surface finish and will be at the proper “land” diameter.
Clean the barrel again.
In the sixth step we hand lap each barrel to remove any slight tool marks that may have been left by the reamer and inspect every one with a bore scope. If the barrel doesn’t meet our standards for surface finish and tolerance it doesn’t get any further.
Clean the barrel again.
The barrels then go onto the rifling machine which is responsible for cutting the all so familiar grooves in the bore. A caliber/land configuration-specific rifling head is used to progressively shave away small amounts of steel to form the rifling grooves. This is accomplished by simultaneously pulling the rifling head through the reamed blank as the blank is spun at a controlled rate. After each cut, the blank is rotated 90 degrees (for a four-land configuration) and after one full rotation (360 degrees) the rifling head is slightly raised to shave off the next bit of material. This process is repeated until we reach groove diameter.
Clean the barrel again.
Lastly, the barrel is hand-lapped again (to ensure a smooth bore), and a final inspection is performed with the bore scope.
The barrel is cleaned one last time, wrapped, packed, and shipped to [the customer].
Anyone reading this detailed description of the Brux barrel-making process will doubtless come away with a new appreciation for the time, effort, and dedication required to produce a premium match-grade cut-rifled barrel. Obviously, there are no easy shortcuts and great attention to detail is required each step of the way. As shooters we’re lucky that we have barrel-makers so dedicated to their craft.
Credit James Mock for steering us to this Barrel Making 101 feature on the Brux website.


























 One thing that is quickly noticed about the Anschutz Precise stock is its adjustability. The engineers did a very good job of allowing many of these adjustments to be made while in the shooting position, most notably the cheekpiece adjustments. When a shooter picks up a Precise stock for the first time they also notice how narrow the fore-end is. This really contributes to reducing the pain in the forward hand in prone when shooting with a sling. This stock is, by far, the most comfortable sling stock I’ve ever handled.
One thing that is quickly noticed about the Anschutz Precise stock is its adjustability. The engineers did a very good job of allowing many of these adjustments to be made while in the shooting position, most notably the cheekpiece adjustments. When a shooter picks up a Precise stock for the first time they also notice how narrow the fore-end is. This really contributes to reducing the pain in the forward hand in prone when shooting with a sling. This stock is, by far, the most comfortable sling stock I’ve ever handled.













 Jerod’s Tactical Trio
Jerod’s Tactical Trio










