|
|
August 10th, 2015
 Harrell’s Precision sells “semi-custom” full-length bushing dies for the PPC and 6BR chamberings. While the Harrell brothers do not cut the die to spec, they carry a large selection of dies made with slightly different internal dimensions. When you send in your fired brass, the Harrells choose a die from inventory with just the right amount of sizing (diameter reduction) at the top and bottom of the case. Given the quality, and precise fit, Harrell’s full-length dies are a good value at $70.00 plus shipping. Harrell’s Precision sells “semi-custom” full-length bushing dies for the PPC and 6BR chamberings. While the Harrell brothers do not cut the die to spec, they carry a large selection of dies made with slightly different internal dimensions. When you send in your fired brass, the Harrells choose a die from inventory with just the right amount of sizing (diameter reduction) at the top and bottom of the case. Given the quality, and precise fit, Harrell’s full-length dies are a good value at $70.00 plus shipping.
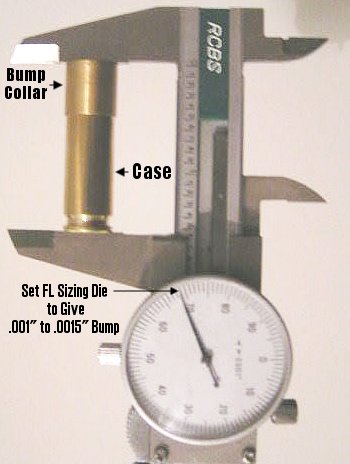
 Bump Measuring Collar Bump Measuring Collar
The Harrell brothers provide a nice bonus item with each full-length die — a neat, little shoulder bump measuring device as shown in the photo at right. Hornady/Stoney Point sells a stand-alone tool that does the same job, but the Harrell’s bump collar is simpler and faster. To measure your shoulder bump, simply place the Harrell’s bump collar over the front of your deprimed case (before sizing) and measure the OAL with your calipers. Then size the case in your full-length die, replace the collar and repeat the measurement. You want to set your die so the shoulder moves back about .001″ to .0015″ for most applications. (With semi-auto guns you may want more bump.)
July 21st, 2014
Muzzle brakes are controversial. Some people swear by them, while others swear at them. Still, there’s no question that a good brake can reduce felt recoil up to 45%. And likewise, the best brakes, when installed properly, seem to have no negative effect on accuracy.

Roy Bertalotto has done considerable experimentation with muzzle brakes, testing dozens of brake designs on his own rifles over the past few years. Roy’s article, Adventures with Muzzle Brakes, discusses various aspects of muzzle brake design and performance. Roy doesn’t claim that his testing is definitive, but his article is definitely worth a read. Here are some of Roy’s interesting findings:
Exit Hole Diameter
“Best accuracy and effectiveness of the brake was obtained with a hole .020″ over bullet diameter. If the exit hole is too small, such as +.005″ over bullet diameter, accuracy suffers. If the depth of the exit hole is too shallow, the metal around the hole will erode very quickly.”
Hole Placement
“The most effective braking was with a brake 1″ in diameter with a 3/4″ exit hole on each side, just in front of the muzzle. The bullet passes through a cone of 35 degrees before it exits the brake. (Like the tank example), Incredible reduction of recoil. But loud and ugly. Very easy to make since you don’t need a spin fixture or a dividing head.”
Bottom Gas Venting Helps Accuracy
“In my tests, not having holes all around the brake effects accuracy a bit. I believe it does something to the bullet by the air pushed ahead of the bullet creating unequal turbulence in the bullet path. I’ve tried a few brakes where I drilled only holes on the top, test fired, and then completed holes on the bottom and in every case, accuracy improved.” Below are spiral-ported brakes crafted by Clay Spencer.

Brakes Work Best with High-Pressure Cartridges
“The higher the pressure of the particular round, the more effective the brake. I have over 20 rifles with brakes. The 220 Swift is the king of reduction. Followed very closely by the 25-06, 6mm Remington, any Weatherby small bore. With a proper brake and a hot handload under a 40 gr bullet, the Swift will move 1/2″ to the rear and 0 muzzle rise! Big boomers with low pressure like 45-70s and shot guns benefit the least.” [Editor’s Note: Roy is judging effectiveness by the percentage of recoil reduction rather than absolute levels of recoil. Obviously if you start with a heavier-recoiling round, the absolute amount of recoil energy reduction is greater. Roy is really talking about efficiency–brakes are most efficient when used with high-pressure cartridges.]
Installation is Key to Accuracy
Roy’s findings are fascinating and suggest that further study of muzzle brakes is warranted. But we can all agree that precision installation of the brake is essential for accuracy. A poorly-installed, mis-aligned brake will degrade accuracy, that is well-known.
Harrell’s Precision has made thousands of muzzle brakes, in many styles and port arrangements. The Harrell brothers offer some good advice for gunsmiths installing brakes: “Muzzle brakes aren’t magic, they reduce recoil by redirecting exiting gas. What’s important is that they are straight and the threads are perpendicular with the base. The only way to get the base and threads perpendicular is to thread, not tap, them on a lathe.”
May 4th, 2014
Harrell’s Precision sells “semi-custom” full-length bushing dies for the PPC and 6BR chamberings. While the Harrell brothers do not cut the die to spec, they carry a large selection of dies made with slightly different internal dimensions. When you send in your fired brass, the Harrells choose a die from inventory with just the right amount of sizing (diameter reduction) at the top and bottom of the case. Given the quality, and precise fit, Harrell’s full-length dies are a good value at $75.00 plus shipping.
Bump Measuring Collar
The Harrell brothers provide a nice bonus item with each full-length die — a neat, little shoulder bump measuring device as shown in the photo at right. Hornady/Stoney Point sells a stand-alone tool that does the same job, but the Harrell’s bump collar is simpler and faster. To measure your shoulder bump, simply place the Harrell’s bump collar over the upper section of your deprimed case (before sizing) and measure the OAL with your calipers. The collar should seat on the shoulder without any wobble. After taking the measurement, then size the case in your full-length die, replace the collar and repeat the measurement. You want to set your die so the shoulder moves back about .001″ to .0015″ for most applications. (With semi-auto guns you may want more bump — .003″ or more.)
When measuring for shoulder bump, you need to remove the primers first. Our friend Boyd Allen explains: “Use a decapping tool or die to remove the fired primer before taking the initial measurement. When working to thousandths, even the raised edge of a crater or a slightly raised primer can throw you off by a significant amount.”
February 26th, 2012
If you’re looking for a solid, beautifully fabricated loading press that can do double-duty at home AND at the range, consider the Combo Press from Harrell’s Precision, run by brothers Lynwood and Walter Harrell. Though it is very compact, it has plenty of leverage to full-length-size cases. The Harrell’s Combo Press works BOTH as an arbor press and as a standard press that functions with shell-holder and conventional screw-in dies. The arbor section on the left is tall enough to hold a Wilson micrometer-top seater. The threaded die section on the right has enough clearance for .308-sized cases.


One of the best features of the Combo Press from Harrell’s Precision is its sturdy clamp. This mounts solidly to a wood loading bench or table top. It also has enough vertical clearance between the jaws to work with most range benches. Forum member Boyd Allen has written a detailed review of the Harrell’s press, with additional photos by Paal Erik Jensen of Norway. The Harrell’s Precision Combo press retails for $295.00. That’s pretty pricey, but consider that it can replace BOTH an arbor press and a standard press. CLICK HERE to read full COMBO PRESS REVIEW
 
 Combo Press Has Plenty of Power to Bump Shoulders Combo Press Has Plenty of Power to Bump Shoulders
This Editor has loaded ammo with this press and I can say it performed well. It actually bumped shoulders on fired 6BR brass more easily than a larger cast-iron press we have in our loading area. I attribute that to the fact that the threads for the die are very precise and the shell-holder seats firmly on the ram, with no slip. Seating with a hand die (on the left side of the press) yields repeatable results, although I have to say I get better “feel” with a good Arbor press, such as those made by 21st Century, K&M, or Sinclair Int’l. I also like the availability of the seating Force Gauge on the K&M Arbor.
September 21st, 2010
Here’s a word to the wise — not all full-length sizing dies are properly dimensioned to carry out the important task of “bumping” shoulders back on fired cases. With some dies the task may simply be impossible (without die or shell-holder modification). In fact, you may find that your attempt to bump the shoulder may actually INCREASE the dimension from base of case to shoulder datum!
 We recently had some four-times fired 6mmBR Lapua brass. Using a Harrell’s collar that indexes off the shoulder, we measured the length from base of case to top of collar at 1.570″ (with primer removed). We noticed a little more resistance to bolt closure compared to fresh brass, so we decided to bump the shoulders back two thousandths. As a point of reference, we measured the same dimension (base of case to top of Harrell’s collar, primer out) as 1.5675″ on once-fired Lapua 6mmBR brass. We recently had some four-times fired 6mmBR Lapua brass. Using a Harrell’s collar that indexes off the shoulder, we measured the length from base of case to top of collar at 1.570″ (with primer removed). We noticed a little more resistance to bolt closure compared to fresh brass, so we decided to bump the shoulders back two thousandths. As a point of reference, we measured the same dimension (base of case to top of Harrell’s collar, primer out) as 1.5675″ on once-fired Lapua 6mmBR brass.
 This Can’t Be Right … This Can’t Be Right …
To bump our shoulders we had an RCBS Gold Medal bushing full-length sizing die. Per the manufacturer’s instructions, we started with the die backed off 1/2 turn from contact with the shell-holder with the press ram at full height. We lubed and sized one case and then measured it. The shoulder had not moved. OK, no problem, we screwed the die down to contact the shell-holder (at full ram height) and tried again. This time the measured dimension was actually longer by a couple thousandths. The brass which measured (with collar) 01.570″ before sizing now measured 01.572″ — we were going in the wrong direction!
“Bumped” Shoulder Stretched .003″
Frustrated, we screwed the RCBS die in 1/8th turn past touching to allow “cam-over” which is necessary with some presses to actually push the shoulder back. We sized the case again, and this time the dimension had grown another .001″, to a total length of 1.573″! Wondering if there was something wrong with our calipers, we took the full-length sized brass (which previously had chambered just fine) to our 6BR rifle and tried to chamber it. Sure enough, the headspace had been lengthened by .003″ and the brass would not chamber at all.
 Die Was Too Long Inside to Bump Shoulders Properly Die Was Too Long Inside to Bump Shoulders Properly
What was going on? Here’s the explanation: the interior cavity of the die was too long so the shoulder surface inside the die was never actually making contact with the shoulder of the brass — and the die could not be screwed down any further. As the RCBS die, which was fairly tight in the bottom half, reduced the diameter of the brass, the case actually grew in length. While the brass was sized at the bottom it grew upwards because the “shoulder” section on the inside of the die was too high. As we “squeezed” the brass at the bottom it simply flowed upwards, increasing headspace.
With this RCBS die, in its current configuration, there was no way we could bump the shoulder back, even by .001″. The die would likely function effectively if we ground a few thousandths off the bottom, but we don’t think a die user should be obliged to make such a modification.
Lesson Learned: If your full-length die can’t bump your brass even when it is screwed down all the way (to cam-over if necessary), then you need a different die or you need to modify your die. As proof of this, we took out my trusty Redding 6mmBR full-length sizing die. This was set up (from experience), one-half turn off contact with the shell-holder. In that position, the Redding die easily bumped the shoulder of a fired case .002″ with no trouble whatsoever. We started at 1.570″ and ended up 1.568″ — right where we wanted to be. The task that couldn’t be done with the RCBS Gold Medal FL Die was accomplished easily with the Redding die. After lubing the case, we simply raised the ram to full height, and this moved the shoulder back .002″ as measured with the Harrell’s collar positioned on the shoulder.
March 28th, 2009
Harrell’s Precision sells “semi-custom” full-length bushing dies for the PPC and 6BR chamberings. While the Harrell brothers do not cut the die to spec, they carry a large selection of dies made with slightly different internal dimensions. When you send in your fired brass, the Harrells choose a die from inventory with just the right amount of sizing (diameter reduction) at the top and bottom of the case. Given the quality, and precise fit, Harrell’s full-length dies are a good value at $70.00 plus shipping.
Bump Measuring Collar
The Harrell brothers provide a nice bonus item with each full-length die — a neat, little shoulder bump measuring device as shown in the photo at right. Hornady/Stoney Point sells a stand-alone tool that does the same job, but the Harrell’s bump collar is simpler and faster. To measure your shoulder bump, simply place the Harrell’s bump collar over the front of your deprimed case (before sizing) and measure the OAL with your calipers. Then size the case in your full-length die, replace the collar and repeat the measurement. You want to set your die so the shoulder moves back about .001″ to .0015″ for most applications. (With semi-auto guns you may want more bump.)
When measuring for shoulder bump, you need to remove the primers first. Our friend Boyd Allen explains: “Use a decapping tool or die to remove the fired primer before taking the initial measurement. When working to thousandths, even the raised edge of a crater or a slightly raised primer can throw you off by a significant amount.”
|


















