Put the same load in a variety of barrels (with the same length and chamberings) and you’ll see a wide variance in muzzle velocity. In fact, it’s not unusual to see up to 100 fps difference from one barrel to the next. We demonstrated this with a comparison test of Lapua factory ammo.
Chron Testing Lapua Factory Ammo
At our Southern California test range some years ago, we chronographed Lapua 105gr 6mmBR factory ammo in three different 8-twist barrels of similar length. The results were fascinating. Lapua specs this ammo at 2790 fps, based on Lapua’s testing with its own 26″ test barrel. We observed a speed variance of 67 fps based on tests with three aftermarket barrels.
Barrel Velocity Variance
Brand ‘S’ and Brand ‘PN’ were pre-fit barrels shot on Savage actions. Brand ‘K’ was fitted to a custom action. All test barrels were throated for the 100-108 grain bullets, though there may have been some slight variances in barrel freebore. With a COAL of 2.330″, the rounds were “jumping” to the rifling in all barrels.
Among the four barrels, Brand ‘PN’ was the fastest at 2824 fps average — 67 fps faster than the slowest barrel. Roughly 10 fps can be attributed to the slightly longer length (27″ vs. 26″), but otherwise this particular barrel was simply faster than the rest. (Click Here for results of 6mmBR Barrel Length Velocity Test).
IMPORTANT: Results Are Barrel-Specific, Not Brand-Specific
These tests demonstrate that the exact same load can perform very differently in different barrels. We aren’t publishing the barrel-makers’ names, because it would be wrong to assume that ‘Brand X’ is always going to be faster than ‘Brand Y’ based on test results from a single barrel. In fact, velocities can vary up to 100 fps with two identical-spec barrels from the SAME manufacturer. That’s right, you can have two 8-twist, 26″ barrels, with the same land-groove configuration and contour, from the same manufacturer, and one can be much faster than another.
Don’t Demand More Than Your Barrel Can Deliver
We often hear guys lament, “I don’t get it… how can you guys get 2900 fps with your 6BRs and I can only get 2840?” The answer may simply be that the barrel is slower than average. If you have a slow barrel, you can try using more powder, but there is a good chance it may never run as fast as an inherently fast barrel. You shouldn’t knock yourself out (and over-stress your brass) trying to duplicate the velocities someone else may be getting. You need to work within the limits of your barrel.
Factory Ammo Provides a Benchmark
If you have a .223 Rem, 6mmBR, .243 Win, 6.5×47 Lapua, 6.5 Creedmoor, 6.5×55, .308 Win, .30-06 Springfield, or .338 LM Rifle, we recommend you buy a box of Lapua factory-loaded ammo. This stuff will shoot great (typically around half-MOA), and it can give you a baseline to determine how your barrel stacks up speedwise. [Editor’s NOTE: The original test was conducted in 2008. The velocity of current-production Lapua factory ammo might be higher or lower, so your results may vary.]
When you complete a new 6mmBR rifle, it’s definitely smart to get a box of Lapua factory ammo and chronograph it. That will immediately give you a good idea whether you have a slow, average, or fast barrel. Then you can set your velocity goals accordingly. For example, if the factory 105gr 6BR ammo runs about 2780-2790 fps in your gun, it has an average barrel. If it runs 2820+ in a 26″ barrel (or 2835 fps in a 28″), you’ve got a fast tube.
You’ve probably heard of cut-rifling, but did you know this process was invented in Germany nearly 500 years ago? Read on to learn more about how a cut-rifled barrel is made…
The cut-rifling process, used by leading barrel-makers such as Bartlein, Blake, Brux, and Krieger can yield a very high-quality barrel with a long useful life. Cut-rifled barrels have been at the top in short- and long-range benchrest competition in recent years, and cut-rifled barrels have long been popular with F-Class and High Power shooters.
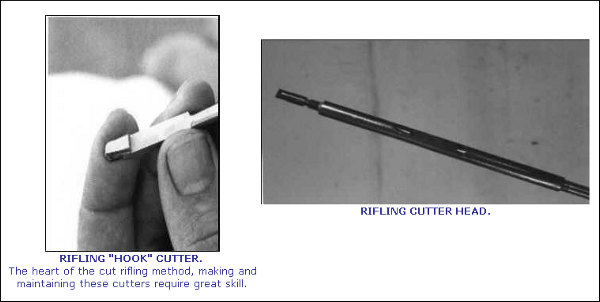
You may be surprised to learn that cut-rifling is probably the oldest method of rifling a barrel. Invented in Nuremberg around 1520, the cut-rifling technique creates spiral grooves in the barrel by removing steel using some form of cutter. In its traditional form, cut rifling may be described as a single-point cutting system using a “hook” cutter. The cutter rests in the cutter box, a hardened steel cylinder made so it will just fit the reamed barrel blank and which also contains the cutter raising mechanism.
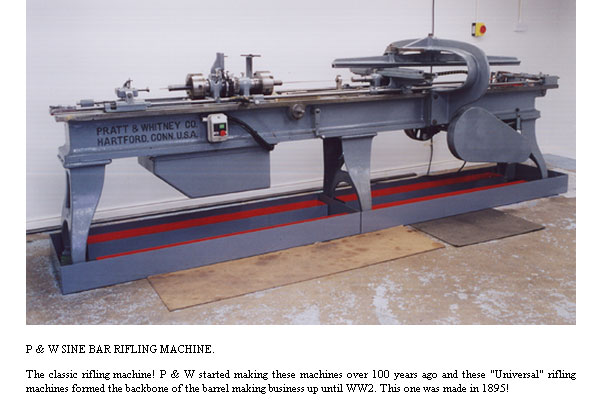
Above is a computer animation of an older style, sine-bar cut-rifling machine. Some machine features have been simplified for the purposes of illustration, but the basic operation is correctly shown. No, the cut-rifling machines at Krieger don’t use a hand-crank, but the mechanical process shown in this video is very similar to the way cut-rifling is done with more modern machines.
Read About Cut-Rifling Process at FirearmsID.com
To learn more about the barrel-making process, and cut-rifling in particular, visit FirearmsID.com. There you’ll find a “must-read” article by Dr. Geoffrey Kolbe: The Making of a Rifled Barrel. This article describes in detail how barrels are crafted, using both cut-rifling and button-rifling methods. Kolbe (past owner of Border Barrels) covers all the important processes: steel selection, hole drilling, hole reaming, and rifling (by various means). You’ll find a very extensive discussion of how rifling machines work. Here’s a short sample:
“At the start of World War Two, Pratt & Whitney developed a new, ‘B’ series of hydraulically-powered rifling machines, which were in fact two machines on the same bed. They weighed in at three tons and required the concrete floors now generally seen in workshops by this time. About two thousand were built to satisfy the new demand for rifle barrels, but many were broken up after the war or sold to emerging third world countries building up their own arms industry.
Very few of these hydraulic machines subsequently became available on the surplus market and now it is these machines which are sought after and used by barrel makers like John Krieger and ‘Boots’ Obermeyer. In fact, there are probably less of the ‘B’ series hydraulic riflers around today than of the older ‘Sine Bar’ universal riflers.
The techniques of cut rifling have not stood still since the end of the war though. Largely due to the efforts of Boots Obermeyer the design, manufacture and maintenance of the hook cutter and the cutter box have been refined and developed so that barrels of superb accuracy have come from his shop. Cut rifled barrel makers like John Krieger (Krieger Barrels), Mark Chanlyn (Rocky Mountain Rifle Works) and Cliff Labounty (Labounty Precision Reboring)… learned much of their art from Boots Obermeyer, as did I.” — Geoffrey Kolbe
Video find by Boyd Allen. Archive photos from Border Barrels in the UK.
Put the same load in a variety of barrels (with the same length and chamberings) and you’ll see a wide variance in muzzle velocity. In fact, it’s not unusual to see up to 100 fps difference from one barrel to the next. We demonstrated this with a comparison test of Lapua factory ammo.
Chron Testing Lapua Factory Ammo
At our Southern California test range some years ago, we chronographed Lapua 105gr 6mmBR factory ammo in three different 8-twist barrels of similar length. The results were fascinating. Lapua specs this ammo at 2790 fps, based on Lapua’s testing with its own 26″ test barrel. We observed a speed variance of 67 fps based on tests with three aftermarket barrels.
Barrel Velocity Variance
Brand ‘S’ and Brand ‘PN’ were pre-fit barrels shot on Savage actions. Brand ‘K’ was fitted to a custom action. All test barrels were throated for the 100-108 grain bullets, though there may have been some slight variances in barrel freebore. With a COAL of 2.330″, the rounds were “jumping” to the rifling in all barrels.
Among the four barrels, Brand ‘PN’ was the fastest at 2824 fps average — 67 fps faster than the slowest barrel. Roughly 10 fps can be attributed to the slightly longer length (27″ vs. 26″), but otherwise this particular barrel was simply faster than the rest. (Click Here for results of 6mmBR Barrel Length Velocity Test).
IMPORTANT: Results Are Barrel-Specific, Not Brand-Specific
These tests demonstrate that the exact same load can perform very differently in different barrels. We aren’t publishing the barrel-makers’ names, because it would be wrong to assume that ‘Brand X’ is always going to be faster than ‘Brand Y’ based on test results from a single barrel. In fact, velocities can vary up to 100 fps with two identical-spec barrels from the SAME manufacturer. That’s right, you can have two 8-twist, 26″ barrels, with the same land-groove configuration and contour, from the same manufacturer, and one can be much faster than another.
Don’t Demand More Than Your Barrel Can Deliver
We often hear guys lament, “I don’t get it… how can you guys get 2900 fps with your 6BRs and I can only get 2840?” The answer may simply be that the barrel is slower than average. If you have a slow barrel, you can try using more powder, but there is a good chance it may never run as fast as an inherently fast barrel. You shouldn’t knock yourself out (and over-stress your brass) trying to duplicate the velocities someone else may be getting. You need to work within the limits of your barrel.
Factory Ammo Provides a Benchmark
If you have a .223 Rem, 6mmBR, .243 Win, 6.5×47 Lapua, 6.5 Creedmoor, 6.5×55, .308 Win, .30-06 Springfield, or .338 LM Rifle, we recommend you buy a box of Lapua factory-loaded ammo. This stuff will shoot great (typically around half-MOA), and it can give you a baseline to determine how your barrel stacks up speedwise. [Editor’s NOTE: The original test was conducted in 2008. The velocity of current-production Lapua factory ammo might be higher or lower, so your results may vary.]
When you complete a new 6mmBR rifle, it’s definitely smart to get a box of the factory ammo and chronograph it. That will immediately give you a good idea whether you have a slow, average, or fast barrel. Then you can set your velocity goals accordingly. For example, if the factory 6BR ammo runs about 2780-2790 fps in your gun, it has an average barrel. If it runs 2820+ in a 26″ barrel (or 2835 fps in a 28″), you’ve got a fast tube.
What’s a “Frankengun”? Well it’s a one-of-a-kind rifle that has been pieced together from a variety of different parts and components. It might be a little bit Bolt Gun mixed with a little bit AR-15. Or it might feature some home-made components unlike anything you’ve seen before. The end result is a unique rig you won’t find anywhere else.
We’ve selected these five Frankengun rifles from an older thread in our Shooters’ Forum.
Frankengun #1 — The EXO (as in Exo-Skeleton)
Forum member jm850 calls this tube-framed wonder the EXO (as in “exo-skeleton”). He says: “This is a prototype I designed around a few core concepts that stick out to me on a traditional configuration. Eliminating stresses, lowering recoil moment, and improved barrel cooling. I’m really happy with it so far.”
The EXO is a very unique rifle. We’ve never seen anything like this since the late Shelley Davidson’s famous Tinkertoy Rifle, a brilliantly innovative 30BR that actually won matches. (Sadly Shelley has passed away). The Tinkertoy, shown below, was truely radical, but it worked ! Could this have been an inspiration for jrm850’s EXO rifle?
Frankengun #2 — Mossberg MVG in LSS Stock with BipodeXt
Forum member BallisticXLR has created something very weird to say the least. It started out as a basic, bone-stock Mossberg MVP Varmint in .223 Rem. Then the transformation began: “I replaced everything except the receiver. It now has an LSS stock, PSG-1 grip from DPMS, XLR butt stock, PT&G lug and barrel nut, Columbia River Arms 26″ barrel with Sonoran coral snake Cerakote, A2 flash hider, Timney and Jard triggers (depending on what I’m doing), and a USO B17 which is now a USO 3.8-22×44.” That long extension tube under the chassis is a BipodeXt from Accuracy Solutions.
Frankengun #3 — A Chassis Rig in 25 Creedmoor
This Frankengun belongs to Forum member Geraldgee. This “black and blue” rig features a mag-fed Kelbly Atlas action in a McCree’s Precision G10 Chassis. The barrel is a Bartlein Rem Varmint Contour, 1:7.5″-twist 4 Groove, chambered for the 25 Creedmoor. There are some interesting .25-Cal bullets coming on the market now. You can make the brass by expanding 6mm Creedmoor, or necking down 6.5 Creedmoor.
Frankengun #4 — MDT Chassis, Fore-end Whittled by Spook
Here’s a real collection of odds and ends, but Forum member Spook says it shoots well, and is a great example of “Left-over parts made useful again”. This mix-n-match Frankengun features a Remington M7 action with PT&G bolt. The barrel is a stainless Pac-Nor chambered in 6mm SLR. The barreled action is carried in an MDT Chassis with rear folding buttstock. Up front is something unusual, a Delrin fore-end that owner Spook “whittled in the mill”.
Frankengun #5 — 6.5×47 in Accuracy Int’l Stock
CLICK photo for full-screen version.
Forum member CT10Ring kicked off the Forum Frankengun thread with this rifle. It’s actually not that shocking, but you rarely see a BAT action in an Accuracy International stock. The BAT VR action is mated to an AI Mag and set up in an AI folding stock. On top is an “old school” Nightforce Benchrest scope. The barrel is a very heavy Krieger chambered for the 6.5×47 Lapua. CT10Ring say the barrel alone weighs about 9 pounds, and the gun “shoots better than [he] can”.
Post Pictures of Your Frankenguns in our Forum
So do you have a favorite Frankengun resting in your gun safe? If you do, visit our Shooters’ Forum and post a description and some photos in the Frankengun thread.
You’ve probably heard of cut-rifling, but did you know this process was invented in Germany nearly 500 years ago? Read on to learn more about how a cut-rifled barrel is made…
The cut-rifling process, used by leading barrel-makers such as Bartlein, Blake, Brux, and Krieger can yield a very high-quality barrel with a long useful life. Cut-rifled barrels have been at the top in short- and long-range benchrest competition in recent years, and cut-rifled barrels have long been popular with F-Class and High Power shooters.
You may be surprised to learn that cut-rifling is probably the oldest method of rifling a barrel. Invented in Nuremberg around 1520, the cut-rifling technique creates spiral grooves in the barrel by removing steel using some form of cutter. In its traditional form, cut rifling may be described as a single-point cutting system using a “hook” cutter. The cutter rests in the cutter box, a hardened steel cylinder made so it will just fit the reamed barrel blank and which also contains the cutter raising mechanism.
Above is a computer animation of an older style, sine-bar cut-rifling machine. Some machine features have been simplified for the purposes of illustration, but the basic operation is correctly shown. No, the cut-rifling machines at Krieger don’t use a hand-crank, but the mechanical process shown in this video is very similar to the way cut-rifling is done with more modern machines.
Read About Cut-Rifling Process at FirearmsID.com
To learn more about the barrel-making process, and cut-rifling in particular, visit FirearmsID.com. There you’ll find a “must-read” article by Dr. Geoffrey Kolbe: The Making of a Rifled Barrel. This article describes in detail how barrels are crafted, using both cut-rifling and button-rifling methods. Kolbe (past owner of Border Barrels) covers all the important processes: steel selection, hole drilling, hole reaming, and rifling (by various means). You’ll find a very extensive discussion of how rifling machines work. Here’s a short sample:
“At the start of World War Two, Pratt & Whitney developed a new, ‘B’ series of hydraulically-powered rifling machines, which were in fact two machines on the same bed. They weighed in at three tons and required the concrete floors now generally seen in workshops by this time. About two thousand were built to satisfy the new demand for rifle barrels, but many were broken up after the war or sold to emerging third world countries building up their own arms industry.
Very few of these hydraulic machines subsequently became available on the surplus market and now it is these machines which are sought after and used by barrel makers like John Krieger and ‘Boots’ Obermeyer. In fact, there are probably less of the ‘B’ series hydraulic riflers around today than of the older ‘Sine Bar’ universal riflers.
The techniques of cut rifling have not stood still since the end of the war though. Largely due to the efforts of Boots Obermeyer the design, manufacture and maintenance of the hook cutter and the cutter box have been refined and developed so that barrels of superb accuracy have come from his shop. Cut rifled barrel makers like John Krieger (Krieger Barrels), Mark Chanlyn (Rocky Mountain Rifle Works) and Cliff Labounty (Labounty Precision Reboring)… learned much of their art from Boots Obermeyer, as did I.” — Geoffrey Kolbe
Video find by Boyd Allen. Archive photos from Border Barrels in the UK.
While there are many very, very talented women shooters, it’s still a bit unusual to see many ladies on a long-range firing line. It’s even more unusual to find a women shooter who regularly beats all the “good ol’ boys”. This week we feature Katy from California, who has competed in Varmint Silhouette matches with a very stylish and accurate Stolle 6BR. Along with husband/spotter Don (who shoots a 6mm Dasher), she has been one of “Top Guns” at the popular Pala Shooting Range in North San Diego County. Here’s a view of the Pala facility, looking down-range at the rows of silhouette targets:
Pala — A Mecca for Southern California Shooters
Near the Indian Casino and Resort in Pala, California is one of the longest rifle ranges in the state. Pala hosts a wide variety of shooting matches — cowboy action, lever action silhouette, black powder silhouette, hi-power silhouette, tactical pistol and rifle matches, to name a few. The black powder buffalo and tactical rifle matches use the longest range with 900-meter targets. Katy and her husband Don have competed in Varmint Rifle Silhouette matches, which were held monthly in years past. Range Info: Range.palatribe.com.
Katy tell us: “These Varmint Silhouette matches are a lot of fun! It’s very satisfying to see the little critters fly off the rail. A good spotter will note how the target flies when hit–‘Did it turn right or left? Did it lift up or fall back?’ Steel targets reveal more about real world ballistics than just a hole in a piece of paper. And nothing beats reactive targets for fun shooting.”
For Katy and Don, shooting is a family affair: “I started shooting the varmint rifle silhouette at the encouragement of husband Don. He bought/built himself a 6mmBR to shoot the varmint rifle match and re-barreled an old Hart-sleeved Remington 700 to fast-twist .223 for me to use. I did pretty well for a beginner, winning a match after just a few months of competition. Winning with that .223 had competitors scratching their heads. Frankly, it was just a fortuitous combination of great spotter, steady hold, and a good rifle. That .223 was certainly a very accurate piece. I always expected the bullet would hit right where the rifle was aimed, if we called the wind right. But like all good things, with time the .223’s accuracy began to fade. As the barrel finally gave up the ghost, a replacement was ready–a bright red Panda bear chambered in 6mm BR.
Beating the Guys at their Own Game
With my old .223, I won five varmint matches between December 2000 and April 2002. I also won my class (Master) in June, 2001. However, with the 6BR Panda, I shoot higher scores and have now had four match wins between May, 2003 and August 2004. And I won my class twice in 2003. Over time, as our competitors’ skills and firearms have improved, the criteria for shooter classification has been upgraded. Originally, one could miss 10% of the animals and qualify as a “Master” shooter. A few years ago, the criteria was tightened to 5% misses to earn “Master” status. This 6mmBR has kept me up in Master class.
I’ve done well enough with my little Red Panda that folks have been asking me about my shooting technique. Both Don and I shoot free recoil. We keep everything off the rifle except the trigger finger and thumb. Keep your shoulder back from the butt, and make sure your cheek doesn’t contact the stock and that your shooting cap doesn’t hit the scope. Fine-tune your elevation by squeezing on the rear bag. I use a front rest forearm stop to keep the rifle in the same place on the front rest. After firing, pushing the rifle back against the front stop usually verifies rifle tracking and allows a quick check of how far off the sighter shot’s impact was from point of aim.”
The Female Perspective — Katy’s Views on Shooting
We all know women can be crack shots. The little lady in the picture proved that more than a century ago. Competitive shooting is one of the few sports where women can and do compete head-to-head with men — and often win. [Amanda Elsenboss recently won the National High Power Championship and the National Long Range Championship. And Nancy Tompkins and her daughter Sherri Gallagher have won National shooting titles.] But the fact remains shooting is still very much a male-dominated sport. Here are some of my thoughts on how that might change.
Beneficial Aspects of Shooting
The first and most important benefit of competitive shooting is learning to handle a rifle/firearm safely. We’re well past the time when women should have conquered their fears of guns. An added benefit would be increasing a woman’s ability to respond to any threats. I remember when I was in college and we took my anti-gun roommate out to the range for a shooting lesson. She had a great time shooting away. She learned that firearms are not just “scary”, but also an enjoyable tool.
How to Get More Women Involved
Since we aren’t going to get the silencer legislation changed to improve women’s enjoyment of the sport, we will have to promote other aspects of shooting. I think shooting sports can increase self-confidence, giving women a sense of accomplishment and inner strength to remain calm under stress. It is very satisfying to see a positive result (at very long distance) of your focused efforts. Developing skill at any sport can improve one’s self-image and coordination. Encourage the women in your life to join you at the range. Believe it or not fellows, your wives and girl friends like to spend time with you. At Pala, some of the wives make the best spotters, even though they don’t shoot.
I find these varmint silhouette matches ideal from the standpoint of a woman’s participation. First, you get to lay down and shoot–that’s much more relaxed than classic position-shooting. Second, the really heavy rifle is supported on front and rear rests so that all you need to do is carefully guide the rifle, concentrate on the sight picture and pull the trigger when everything lines up. And, by the way, I clean house and prepare the meals, while my husband Don cleans the rifles and prepares the ammunition.
Dealing with Noise Pollution
The first thing a women notices at the range is how much noise these rifles make. How can anyone carry on a decent conversation, much less think with all the racket? Practice days are the worst–there is just constant gunfire with very few ceasefires. Matches are fine, because there is only gunfire during warm-up and then for 8 minutes during each relay. On the firing line, I wear both fitted earplugs and ear muffs to tolerate the decibels. Being heard and understood is always a problem during the match.
Shooters’ Techno-Babble–I Guess It Really Is a “Guy Thing”
One of my fellow female shooters commented that, at the range, the guys never seem to talk about anything but firearms and their accouterments at the range. Although I am familiar with the term “minutes of angle” I have gotten sloppy in my speech and generally just report how many clicks one needs to adjust for the wind or the sighter shot. Reading Don’s equipment discussion confused me when he kept referring to MOA. I have been with non-shooting friends several times when knowledgeable shooters start talking firearms. It is as if they are speaking a different language, and my friends look to me with a puzzlement on their faces. Well, in fact it has its own language and I think I’m getting finally getting able to speak it.
Katy’s 6BR — Technical Primer by Hubby and “Loadmaster” Don
Way back in 1990 a Precision Shooting magazine “Trading Post” advertisement offered a low-mileage, Panda-actioned .262″ neck, 6mm BR rifle and all the reloading accouterments. This light-varmint class rifle was built in the mid-1980’s around an unusual round Panda action with straight-fluted bolt. As configured, the gun had performed very well indeed–shooting many groups in the zeros. The action is glued into a Lee Six thumbhole BR stock and uses externally accessible pins to hang the 3 oz. trigger. The scope is an older 36X Leupold BR model, held by Kelbly rings on a Davidson base. The original barrel was a 4-groove, 14-twist, apparently made by Pat McMillan. A hand-written information tag taped to the underside of the barrel was discovered upon its removal, and indicates the barrel was fitted by JACO, April 1986. Anyone know who that is?
The 14-twist barrel could not stabilize any bullets greater than about 80 grains. It would keep an 80-grain Starke inside 0.4″ at 200m with a velocity of 3120 fps using 31.8 grains of Varget. However, the 80-grain bullets were blown all over by the winds out to 500 meters.
Past success with Pac-Nor pre-fit barrels inspired me to order a 28″, 4-groove, 8.6″-twist barrel chambered with their .262” neck 6mm BR reamer. Pac-Nor crowned and chambered the barrel; and, in this case, threaded it to fit a Panda action. After we installed the barrel on the action, we found that the bolt nose touched the conical barrel breech face. 0.010” needed to be removed from the cone face so that the bolt closed with a perfect fit. Headspace is now just right at 1.167″.
Load Development
My experience with a couple of other fast-twist 6BRs, one also chambered with Pac-Nor’s .262″ reamer, suggested that the 95gr Berger VLDs would work well the estimated 0.060″ freebore in Katy’s rifle. The goal was to get 2800-2900 fps velocity with inherent accuracy no worse than half the smallest silhouette size. That meant we needed a load that delivered repeatable 0.4 MOA accuracy or better.
A new batch of Lapua 6mm Norma BR brass was neck-turned to 0.0083″ wall thickness to fit the chamber and fire-formed during barrel break-in, following Pac-Nor’s guidelines. We tried a bunch of different moly-coated bullets at 200 meters, most with moderate charges of H322. The results of the bullet-testing ranged from poor (over an inch) to astonishing (68-grain, flat-base Eubers over 29.7 grains of H322 went into about .25″ at 200 meters!) But these flat-based bullets lacked the high ballistic coefficient we wanted for the varmint silhouette match. So we tried the 95-grain VLD Bergers (0.5+ BC) and produced several good loads, all sparked by Federal 205m primers. The best load seemed to be 28.2 grains H322 at 2860 fps, followed by 30.4 grains N135 at 2920fps, and 31.0 grains of Varget at 2890 fps.
All loads shot better than 0.4 MOA, but the H322 seemed a little more accurate, and about twice as much H322 was on hand. So, after about 120 shots the barrel was conditioned, brass formed and a match load selected for the 95 VLD Bergers. Bullets are seated about 0.010″ into the rifling for a typical cartridge LOA of 2.325”, which puts the heel of the 95 VLD boat-tail just below the case neck-shoulder line. Cases are sized with a Wilson neck bushing die that works only the upper 2/3 of the case neck to support the bearing surface of the seated bullet.
Don’s Handy Guide to Varmint Silhouette Shooting
Varmint Silhouette–Origins and Basics
Over a decade ago, a metallic silhouette match was devised for typical varmint rifles at the North County Shootist Association range near the hamlet of Pala, in north San Diego County, California. The course of fire used the conventional rifle silhouette range with banks of 10 special varmint targets sized 0.8 to 1.0 MOA (Minute of Angle) in width. At five different yardages, ten steel “critter” targets are set as follows: 200 Meters – Field Mice (“pikas”); 300 meters – Crows; 385 meters – Ground Squirrels; 500 meters – Jack Rabbits; 600 yards – Prairie Dogs. The folks at Pala run a tight ship, cycling multiple relays efficiently, so everybody gets to shoot 50 targets (10 each at five different yardages), and the show is usually completed by 1:00 pm. There’s a one-hour sight-in period starting at 8:00 am, and the match starts at 9:00 am sharp. Newcomers should definitely arrive no later than 7:45 am, because you may need that full sight-in period to acquire solid zeros at all five yardages.
Firearms are limited to field-portable, varmint-caliber rifles in either custom or factory class, and having a maximum 6.5mm bore, but bullets must weigh no more than 107 grains. You can shoot prone or from a bench using a front rest and bag rear. For more information, visit Range.palatribe.com.
Match Rules and Shooting Procedures
Matches are fired as a team — shooter and spotter. The course of fire typically consists of 10 steel, knock-down varmint animal targets at each of the five distances. After firing a sighter, targets are taken from left to right, one shot per target. Missed targets remain standing. Any target struck out of sequence is also a “miss”. The shooter’s objective is to sequentially knock-off (clean) all 10 targets. The spotter’s duties are to support the shooter in all aspects of shot preparation. First and foremost, the spotter tries to see each shot impact and call appropriate windage and elevation adjustments for the shooter. In shifty conditions, a good spotter is vital.
Let’s start at the beginning. Before the match there is usually an opportunity to fire a few fouling shots and check sight settings for load and distance. An initial read on conditions–mostly wind direction, strength and consistency–is also made. The spotter should checklist the shooter to make sure they are set up for the relay distance and have adjusted their sights to the correct elevation and windage.
It could be argued that for the shooter, the first shot at a given distance, the sighter shot, is the most important shot fired. Since the sighter targets are fixed (don’t fall over) and freshly painted, bullet impact is obvious to both shooter and spotter. If the bullet hits where expected–point of aim–the spotter then tracks and calls observed changes (mostly wind) relative to the shooter’s initial scope settings. If point of impact shifts on subsequent record targets or the shooter misses, appropriate sight adjustments are recommended to the shooter. Admittedly, it is sometimes difficult or impossible to see the point of impact on these small, reactive targets. However, an estimate of bullet strike can be made from target behavior such as rotation and/or impact trajectory.
The Guacamole Connection
Katy and Don are avocado farmers. From time to time they’d bring a few avocados to the range to give to the other shooters. In addition, on some months, Katy would bring some home-made Guacamole made from the avocados on their ranch. Katy says “Fellow shooters appreciate a batch of guacamole so much they bring their own chips to go with the dip. I keep getting suggestions that I go into the business of making and selling guacamole. Guess I could start by selling it at the range.”
Katy’s Guacamole Recipe
4 ripe avocados, peeled and pitted
1/2 lemon squeezed (I use Meyer lemons, lime juice is also good)
1/2 cup fresh salsa — your favorite variety
1 tsp garlic salt or fresh garlic chopped
All of the above quantities can be adjusted for taste. Mash the ingredients with a potato masher. Serve with chips, fresh vegetables (carrot sticks, celery, broccoli), or as garnish for tacos, burritos, taquitos, etc., and as special treat – spread on warm buttered toast for breakfast.
Good Shooting and Bon Appetit! — Don & Katy
No reproduction of any content is allowed without advanced permission in writing.
Put the same load in a variety of barrels (with the same length and chamberings) and you’ll see a wide variance in muzzle velocity. In fact, it’s not unusual to see up to 100 fps difference from one barrel to the next. We demonstrated this with a comparison test of Lapua factory ammo.
Chron Testing Lapua Factory Ammo
At our Southern California test range some years ago, we chronographed Lapua 105gr 6mmBR factory ammo in three different 8-twist barrels of similar length. The results were fascinating. Lapua specs this ammo at 2790 fps, based on Lapua’s testing with its own 26″ test barrel. We observed a speed variance of 67 fps based on tests with three aftermarket barrels.
Barrel Velocity Variance
Brand ‘S’ and Brand ‘PN’ were pre-fit barrels shot on Savage actions. Brand ‘K’ was fitted to a custom action. All test barrels were throated for the 100-108 grain bullets, though there may have been some slight variances in barrel freebore. With a COAL of 2.330″, the rounds were “jumping” to the rifling in all barrels.
Among the four barrels, Brand ‘PN’ was the fastest at 2824 fps average — 67 fps faster than the slowest barrel. Roughly 10 fps can be attributed to the slightly longer length (27″ vs. 26″), but otherwise this particular barrel was simply faster than the rest. (Click Here for results of 6mmBR Barrel Length Velocity Test).
IMPORTANT: Results Are Barrel-Specific, Not Brand-Specific
These tests demonstrate that the exact same load can perform very differently in different barrels. We aren’t publishing the barrel-makers’ names, because it would be wrong to assume that ‘Brand X’ is always going to be faster than ‘Brand Y’ based on test results from a single barrel. In fact, velocities can vary up to 100 fps with two identical-spec barrels from the SAME manufacturer. That’s right, you can have two 8-twist, 26″ barrels, with the same land-groove configuration and contour, from the same manufacturer, and one can be much faster than another.
Don’t Demand More Than Your Barrel Can Deliver
We often hear guys lament, “I don’t get it… how can you guys get 2900 fps with your 6BRs and I can only get 2840?” The answer may simply be that the barrel is slower than average. If you have a slow barrel, you can try using more powder, but there is a good chance it may never run as fast as an inherently fast barrel. You shouldn’t knock yourself out (and over-stress your brass) trying to duplicate the velocities someone else may be getting. You need to work within the limits of your barrel.
Factory Ammo Provides a Benchmark
If you have a .223 Rem, 6mmBR, .243 Win, 6.5×47 Lapua, 6.5 Creedmoor, 6.5×55, .308 Win, .30-06 Springfield, or .338 LM Rifle, we recommend you buy a box of Lapua factory-loaded ammo. This stuff will shoot great (typically around half-MOA), and it can give you a baseline to determine how your barrel stacks up speedwise. [Editor’s NOTE: The original test was conducted in 2008. The velocity of current-production Lapua factory ammo might be higher or lower, so your results may vary.]
When you complete a new 6mmBR rifle, it’s definitely smart to get a box of the factory ammo and chronograph it. That will immediately give you a good idea whether you have a slow, average, or fast barrel. Then you can set your velocity goals accordingly. For example, if the factory 6BR ammo runs about 2780-2790 fps in your gun, it has an average barrel. If it runs 2820+ in a 26″ barrel (or 2835 fps in a 28″), you’ve got a fast tube.
A carpet is used up front for smoother tracking with the Joy-Pod’s flat, ski-style feet. The arms of the Joy-Pod were painted to match the stock. The rear bag features low-drag material on the ears.
F-Class competition grows in popularity every year. Unlike F-Open, the F-TR (Target Rifle) class is limited to the .223 Remington (5.56×45) or .308 Winchester (7.62×51) chamberings. F-TR rifles also use bipods rather than a front rest. But these are no ordinary Harris-style bipods. Modern F-TR bipods have a wide footprint for added stability and many F-TR shooters favor SEB Co-Axial joystick bipods (aka “Joy-Pods”). Today we are featuring an F-TR rig that showcases the types of components, and accessories used by top F-TR competitors — including a coaxial bipod and Labradar Chronograph. If you’re considering getting started in the F-TR game, take a close look at this modern F-TR build from Forum member DM.Oakes.
Modern F-TR Rig with Borden Action, Krieger Barrel, and SEB Joy-Pod
This handsome .308 Win F-TR rig features a smooth-running Borden BRM action, 30-inch 1:10″-twist Krieger barrel, and an X-Ring Laminated Wood stock. Up front is a coaxial “Joy-Pod” joystick bipod. This is a state-of-the art, wide footprint bipod used by many competitors at the Worlds in Canada. The long joystick allows the “driver” to quickly adjust both elevation and windage in a smooth, continuous motion. The Joy-Pod can be adjusted so it will hold setting during the shot — you don’t have to “hard-hold” the joystick. Many shooters let the joystick slide through their fingers as the rifle moves back on recoil. With a little practice (and careful placement of the rear sand-bag), the tracking is excellent and you can slide the gun right back to point of aim after each shot.
This F-TR rifle is shown during load testing with a LabRadar chronograph.
» Full LabRadar Field Test/Review by Ray Gross
If you are considering purchasing a LabRadar Chronograph system, we strongly suggest you read the very thorough and informative LabRadar Review by Ray Gross, past Captain of the USA F-TR team. Ray notes: “It takes me about 3 minutes to set up [my LabRadar] at the range. Because there are no downrange screens, I do not have to hold up other shooters on the range like I would when setting up a traditional chronograph. The convenience alone will mean that I will use it more often than my old chronograph. Every time I take it out, I enjoy it a little bit more.”
What’s better than a super-accurate 6BR rifle? Well, two super-accurate 6BRs. This week we feature a pair of tack-drivers owned Forum member Mark Schronce. These “Brothers in Arms” share similar stocks, but otherwise the components are different. Mark’s 17-lb gray laminate Light Gun features a Hall action, HV taper barrel, and muzzle brake. The 21-lb Heavy Gun, in “Desert Camo” laminate, boasts a trick dual-port BAT action, and full-contour 30″ barrel without brake. Both guns shoot tiny groups, track like they’re on rails, and give Mark a serious hardware advantage in club competition.
Mark provides this report: “The Light Gun started as my 22-250 AI varmint gun, with a Hall action and McMillan Hunter Benchrest stock. I wanted to build a proper Egg Shoot gun, so I had Richard Franklin (Richard’s Custom Rifles) chamber a Lilja 12-twist in 6mm BR Norma, with a .262″ neck. Using Fowler 80gr FB bullets, the gun shot great right out of the gate. (See my report, Egg Shoots and 600-yard 6 BR). I was curious about the heavier 6mm bullets, so I had Richard chamber and fit a 1:8″ Krieger in 6BR. But this time we went with a .271″ no-turn neck. The Krieger holds quarter-MOA with the heavy bullets, and, to my surprise, it shot the 80s as well as the 12-twist Lilja did. For the 2005 season, I ordered one of Richard’s latest 008 F-Class stocks. This new design is very comfortable to shoot and it’s much more stable in the bags than my old Hunter stock. That added stability will be a big plus for 600- and 1000-yard benchrest matches.
A Heavy Gun for 1000-yard BR and “Belly Benchrest” (F-Class)
I’ve been active in 1000-yard Benchrest for a few years, shooting my 6mm BS and 6mm BR Light gun in both Light and Heavy classes. I wanted to build a rifle for the Heavy Gun Class yet stay within the 22-lb F-Class limit. And I wanted it to have the best hardware I could buy. On a BAT ‘MB’ action (with Jewell trigger) we fitted a 30″ 8-twist 3-groove Lilja, 1.250″ diameter, no muzzle brake. Richard cut the chamber for 6mm BR Lapua Brass, .271″ no-turn neck, throated for Sierra 107gr MKs, matching my current Light Gun. The stock is a pillar-bedded Richard’s 008 1000-yd/F-Class model, with 10 coats of auto clearcoat, all work by Richard. Burris Zee rings hold a Leupold 8.5-25×50 LRT mounted on a BAT one-piece Weaver base. The Heavy Gun weighs in at 21 lbs, much lighter than most Heavy Guns (50 to 100 lbs). But with the 6BR’s light recoil, it’ll do just fine for long range, yet still make weight for F-Class.
Why a 6mm BR Chambering in a Heavy Gun?
I toyed with the idea of going with a 6BR Improved for Heavy Gun, but I’m not convinced the Improveds are worth the extra hassle of fire-forming, not to mention the added cost of custom dies. By way of background, I used to have a Rem-actioned rifle chambered in 6BR BS (Bill Shehane), which is very similar to the 6BR Dasher. I found the 6BR BS was only about 100 fps faster than a standard 6BR. For the shooting I do, that extra 100 fps is not critical. If, in the future, I feel I need more speed, I will go to a .243 AI or a 6.5-284. To be honest, I love the 6BR cartridge. Barrels last forever, and the accuracy can’t be beat. Yes a 6BR is a little light for everyday 1000-yard shooting, but on good days it can set world records. I may move up to a 6.5-284 some day, but for now I will stay with the standard 6mm BR. If I ever do want to go to a bigger caliber, the 8.5-inch BAT Machine MB action gives me this option.
Hall vs. BAT Light vs. Heavy
Comparing the two actions’ bolt lift, lock-up, fit, and finish, I feel they are equally good. However, the BAT can run stout loads with Federal 205 primers — loads that cratered Fed 205s with the Hall. I don’t know if this is a function of the actions’ engineering, or the barrels. I’ve got a Lilja on the BAT, while the Hall wears a Krieger. I do know the BAT has a tight-fitting firing pin, and that might make a difference.
Both my actions have a built-in recoil lug — a really nice feature when you are changing barrels, and one of the main reasons I favor custom actions over a Remington. I think anyone would be pleased with either the BAT or the Hall.
There is a big difference in shooting a Light Gun vs. a Heavy Gun, as you might expect. The Heavy Gun is more stable and recoils straight back. However, even at 21 pounds, the Heavy Gun actually recoils harder into your shoulder than the muzzle brake-equipped Light Gun. But if you take the Light Gun’s brake off, and put the action back in the old Hunter bench stock, the gun would jump, torque and roll. It’s much better with the 008 stock now, but still not as rock solid as the Heavy Gun. On recoil the 21-pounder just tracks straight back, no jumping, no yaw, no rolling–very impressive.
Load Development and Accuracy Results
Developed last year, my favorite Light Gun load is 30.5 grains Varget, CCI BR4 primers, and 106gr Clinch River VLDs, running 2825 fps. The Light Gun shoots other bullets very well, but the Clinch Rivers performed best, with groups in the 0.1s to the low 0.2s at 100 yds. I use Lapua brass of course.
I began my load development for the Heavy Gun with components I had from last year: Varget, N140, and N540 powders, plus Fed 205, CCI BR4, and CCI 450 primers. I also had a good selection of bullets: 95gr and 105gr Bergers, 105gr Lapua Scenars, 106gr Clinch Rivers, and 107gr Sierra MKs.
The Heavy Gun liked the Bergers right from the start. During break-in and fire-forming (with 95gr Bergers 0.20” into the lands, 30.0gr Varget and CCI 450s), the rifle shot in the low 0.2s at 100 yds, 0.3s at 200 yds, with a 0.182″ small group at 200 yards (see photo). I then moved up to the heavier bullets and again the Bergers stole the show. Best load for the Berger 105s (seated 0.15″ into the lands) was 30.5 grains Varget and Fed 205s at 2850 fps. At 100 yards, this recipe shot in the 0.1s to the low 0.2s with a small group of 0.089″. (By the way, this same load in my Hall Light Gun would crater the Fed 205 primers. I may have to change to CCI BR4 primers for the hot summer days.) After working with the 105s I wanted to see how the Heavy Gun performed with lighter bullets. I tried my favorite Egg Shoot and 600-yard load–80gr Fowlers pushed by 31.5 grains of Vihtavuori N135 with Fed 205 primers. The results were fantastic. The big BAT produced a 100-yard aggregate (five, 5-shot groups) in the 0.2s with an 0.129″ small group. Overall, at 200 yards, both guns could agg five 5-shot groups in the 0.3s and 0.4s. Eggs Beware!
Big, Strong, and Versatile ‘MB’ Action by BAT Machine
I looked at all the custom actions, and decided on a BAT model ‘MB’, configured Right Bolt, Left Port, Right Eject. The ‘MB’ action has some pretty unique features, including an integral recoil lug on the underside, and a recessed tenon (i.e. the threads start 1″ from the front of the receiver). The action is 8.5″ long, but with a 7.5″ bolt. The extra inch is added to the front. That provides extra bedding surface and room for a third pillar. The 8.5″ action length gives me the option to go up to a 6.5-284, while the dual ports should help give me the speed I need for the 10-round strings in Heavy Class. Also I can load from either side for F-Class.
Why did I choose a BAT? First, BAT quality is second to none. Moreover, BAT will custom-configure your port(s) and bolt for the same price, no added fees. Other action-makers charge extra for anything other than your basic Right Bolt, Right Port. This makes the BAT about the same price as a Stolle or Nesika, if you want a set-up like mine. The right-side ejection port is slightly smaller than the left feed port, but I can still feed 6BR cases from either side if I wish. The MB action is so big, the little BR case runs out of ejector as soon as the case leaves the chamber, so I push the case out to the right as I load the next round from the left. The BAT will eject a loaded 6BR round just fine, but a fired case only ejects sometimes. This action would work great with a longer round, such as a .243 AI or 6.5-284. If you want completely reliable 6BR ejection, you’ll need a smaller BAT action. But then, like my Hall standard action, the port would be too small for a 6.5-284.
Richard’s #008 Stock — How it Handles
The 008 stock is the best design I’ve ever shot off the bench. I like to hold my guns, and the 008’s grip profile gives me the control I like. The trigger is close enough for my short fingers. The underside of the buttstock is flat and completely straight (parallel to the barrel), so the gun tracks straight back. During recoil, the scope stays on target, making for quicker recovery time. In the picture at left, you can see that the underside of the fore-arm is relieved in the middle with raised strips on the left and right. These “rails” make for less surface area contacting the bags, less friction, and more consistent recoil. The high comb on the stock allows better prone shooting. For now, the stock is fine for what prone shooting I do. But if I do get seriously into into F-class I may want to add an adjustable comb or cheekpad. We’ll see.
Plans for Competition — The Lure of Hickory Groundhog Shoot Dollars
Some years ago, after building this pair of accurate 6mmBR rifles, Mark Schronce told us: “I can’t wait to see how this pair perform at long range. I will also take the Light Gun to the big Hickory GroundHog match in April, but I may put the barreled action back in the Hunter stock. This year you have to use bipods or sand bags, no front rest. [Editor: that is no longer the rule.] I don’t know if want to drill into my pretty new 008 stock for a bipod mount. I’ll let you know how it goes, and hopefully I’ll come back with some loot from the Shoot.” NOTE — that year Hickory offered about $8000 worth of prizes.
You’ve probably heard of cut-rifling, but did you know this process was invented in Germany nearly 500 years ago? Read on to learn more about how a cut-rifled barrel is made…
The cut-rifling process, used by leading barrel-makers such as Bartlein, Blake, Brux, and Krieger can yield a very high-quality barrel with a long useful life. Cut-rifled barrels have been at the top in short- and long-range benchrest competition in recent years, and cut-rifled barrels have long been popular with F-Class and High Power shooters.
You may be surprised to learn that cut-rifling is probably the oldest method of rifling a barrel. Invented in Nuremberg around 1520, the cut-rifling technique creates spiral grooves in the barrel by removing steel using some form of cutter. In its traditional form, cut rifling may be described as a single-point cutting system using a “hook” cutter. The cutter rests in the cutter box, a hardened steel cylinder made so it will just fit the reamed barrel blank and which also contains the cutter raising mechanism.
Above is a computer animation of an older style, sine-bar cut-rifling machine. Some machine features have been simplified for the purposes of illustration, but the basic operation is correctly shown. No, the cut-rifling machines at Krieger don’t use a hand-crank, but the mechanical process shown in this video is very similar to the way cut-rifling is done with more modern machines.
Read About Cut-Rifling Process at FirearmsID.com
To learn more about the barrel-making process, and cut-rifling in particular, visit FirearmsID.com. There you’ll find a “must-read” article by Dr. Geoffrey Kolbe: The Making of a Rifled Barrel. This article describes in detail how barrels are crafted, using both cut-rifling and button-rifling methods. Kolbe (past owner of Border Barrels) covers all the important processes: steel selection, hole drilling, hole reaming, and rifling (by various means). You’ll find a very extensive discussion of how rifling machines work. Here’s a short sample:
“At the start of World War Two, Pratt & Whitney developed a new, ‘B’ series of hydraulically-powered rifling machines, which were in fact two machines on the same bed. They weighed in at three tons and required the concrete floors now generally seen in workshops by this time. About two thousand were built to satisfy the new demand for rifle barrels, but many were broken up after the war or sold to emerging third world countries building up their own arms industry.
Very few of these hydraulic machines subsequently became available on the surplus market and now it is these machines which are sought after and used by barrel makers like John Krieger and ‘Boots’ Obermeyer. In fact, there are probably less of the ‘B’ series hydraulic riflers around today than of the older ‘Sine Bar’ universal riflers.
The techniques of cut rifling have not stood still since the end of the war though. Largely due to the efforts of Boots Obermeyer the design, manufacture and maintenance of the hook cutter and the cutter box have been refined and developed so that barrels of superb accuracy have come from his shop. Cut rifled barrel makers like John Krieger (Krieger Barrels), Mark Chanlyn (Rocky Mountain Rifle Works) and Cliff Labounty (Labounty Precision Reboring)… learned much of their art from Boots Obermeyer, as did I.” — Geoffrey Kolbe
Video find by Boyd Allen. Archive photos from Border Barrels. In June 2013, Birmingham Gunmakers Ltd. acquired Border Barrels. Dr. Geoffrey Kolbe has set up a new company called BBT Ltd. which produces chamber reamers and other gunsmithing tools and gauges. (Thanks to L. Holland for the Kolbe update).













 Barrel Velocity Variance
Barrel Velocity Variance

 Barrel Velocity Variance
Barrel Velocity Variance









 Beating the Guys at their Own Game
Beating the Guys at their Own Game Beneficial Aspects of Shooting
Beneficial Aspects of Shooting
 Load Development
Load Development

 Firearms are limited to field-portable, varmint-caliber rifles in either custom or factory class, and having a maximum 6.5mm bore, but bullets must weigh no more than 107 grains. You can shoot prone or from a bench using a front rest and bag rear. For more information, visit
Firearms are limited to field-portable, varmint-caliber rifles in either custom or factory class, and having a maximum 6.5mm bore, but bullets must weigh no more than 107 grains. You can shoot prone or from a bench using a front rest and bag rear. For more information, visit 
 Let’s start at the beginning. Before the match there is usually an opportunity to fire a few fouling shots and check sight settings for load and distance. An initial read on conditions–mostly wind direction, strength and consistency–is also made. The spotter should checklist the shooter to make sure they are set up for the relay distance and have adjusted their sights to the correct elevation and windage.
Let’s start at the beginning. Before the match there is usually an opportunity to fire a few fouling shots and check sight settings for load and distance. An initial read on conditions–mostly wind direction, strength and consistency–is also made. The spotter should checklist the shooter to make sure they are set up for the relay distance and have adjusted their sights to the correct elevation and windage. Katy and Don are avocado farmers. From time to time they’d bring a few avocados to the range to give to the other shooters. In addition, on some months, Katy would bring some home-made Guacamole made from the avocados on their ranch. Katy says “Fellow shooters appreciate a batch of guacamole so much they bring their own chips to go with the dip. I keep getting suggestions that I go into the business of making and selling guacamole. Guess I could start by selling it at the range.”
Katy and Don are avocado farmers. From time to time they’d bring a few avocados to the range to give to the other shooters. In addition, on some months, Katy would bring some home-made Guacamole made from the avocados on their ranch. Katy says “Fellow shooters appreciate a batch of guacamole so much they bring their own chips to go with the dip. I keep getting suggestions that I go into the business of making and selling guacamole. Guess I could start by selling it at the range.”







 Hall vs. BAT
Hall vs. BAT
 Load Development and Accuracy Results
Load Development and Accuracy Results Big, Strong, and Versatile
Big, Strong, and Versatile 








