.243 Ackley Improved for Long-Range Varminting and Benchrest Competition
Whenever Matt Bianchini brings his bright yellow .243 Ackley to the firing line, heads turn. This is one truly handsome rig–as good-looking as it is accurate. Built to smoke varmints at long-range as well as compete in 1000-yard benchrest matches, this rifle is proof that competition improves the breed. Fitted with a Farley action, Jewell trigger, Leupold LRT scope, and Lilja or Krieger barrel, the Yellow Ackley is a “no compromise” match rifle that can run with the big dogs in 1K Benchrest competition. And with the Ackley’s ability to toss 106gr Clinch Rivers at 3350 fps, this is one flat-shooting, hard-hitting varmint rifle.
Ultra-Fast, Ultra-Smooth Farley Action…and One Wicked Paint Job
The heart of Matt’s rifle is a Farley action. Farleys have found favor with Benchrest competitors, because the bolt can be worked so fast. And the Farley is as smooth as it is speedy. The difference is quite noticeable if you compare it to a blue-printed Rem 700, or even a recent Stolle Panda. Farleys were true customs, built one at a time by the Farley family in Oklahoma. Unlike a BAT action which is machined from billet steel, a Farley starts with a stainless investment casting, much like Ruger pistol frames. It uses a cone bolt for smooth, yet solid lock-up.
One of the unique features of the Farley is the ejector–it can be switched on or off, depending on the shooter’s preference. So, if you’re load testing some hot rounds, you can turn the ejector off. In a match you can turn the ejector “on” to function normally. Matt is now a confirmed Farley fanatic. He tells us: “I’ve got quite a few other very nice actions, including Nesikas. But none of them are as slick as that Farley. When you work the bolt it feels like it’s on ball-bearings.”
Matt’s Screamin’ Yellow Ackley–The Need for Speed
.243 Ackley Improved Speed Demon
In a long-range varmint rifle, speed kills. Ultra-high velocities will deliver flatter trajectories and more explosive hits on critters. That’s where the .243 Ackley Improved really shines.
Matt has explored the upper limits of .243 Ackley Improved (AI) performance with his yellow long-range rig, fitted with a 29″ Lilja 3-groove, 1:8″-twist barrel. Using a stout load of Alliant Reloder 25, Matt’s “Screamin’ Yellow Ackley” has topped 3340 fps with Clinch River 106s. That’s serious speed for heavy 6mm bullets. This shows a well-built .243 AI leaves Dashers and 6XCs in the dust when it comes to pure velocity.
Ultimate Evolution of the .243 Winchester
Matt’s show-stopping rifle is a .243 Ackley Improved (40-degree shoulder, .271″ neck), chambered with a Manson reamer. On top of the stainless Farley “S” action, in Farley 30mm rings, sits a Leupold LRT (1/16 MOA dot) boosted to 18X-40X by Premier Reticles. Matt has SIX barrels for the gun, three Lilja 3-grooves, a couple Kriegers, and a Shilen.
Matt’s gun currently sports an 8-twist 29″ Lilja 3-groove HV taper that Matt says cleans up like a dream. The stock is a Shehane ST-1000 Tracker made in fiberglass by McMillan, with a BAT trigger guard and Shehane polished billet aluminum buttplate. Prior to final finishing, Matt worked over the flats and some of the angles. That’s why the facets are so well-defined on this rifle compared to some ‘glass Trackers you may have seen. The gun was chambered by Dave Bruno of Cheswick, PA.
Matt bedded the stock and applied the stunning Sikken “Viper” yellow paint job himself. That flawless, smooth-as-glass Screamin’ Yellow finish is no ordinary paint-job, but then Matt Bianchini is no ordinary do-it-yourself painter. His family runs an automotive body-shop, so he had access to premium paints and a quarter-million-dollar spray booth with all the latest technology. Still, Matt spent many hours on this stock to get everything right, trying a couple colors before he settled on a Sikken automotive “Viper Race Yellow” formulated for the Dodge Viper sports car. After careful prep work, Matt sprayed two coats of Viper Yellow, and then added three coats of high-grade automotive clear, which was then baked-on in a heat chamber. Matt also painted the Sinclair front rest to match the stock, and even polished the surfaces of the Hoehn windage top. A lot of effort, Matt told us, was required to achieve the results you see here.
3300 fps for 1000 Yards
Though Matt’s Ackley has harvested its share of varmints, the gun was built with 1000-yard benchrest competition in mind. At left is the firing line at Thunder Valley, Ohio. Yep those targets (upper right) are 1000 yards away. Now you know why Matt has a 40-power scope.
The Yellow Ackley weighs just under 17 pounds to meet IBS and NBRSA “Light Gun” weight limits. While Matt says his bullets don’t “go to sleep” for a couple hundred yards, this gun can still shoot 1/4″ groups at 100 yards and hold that accuracy much, much farther. Matt reports, “my best-ever group was five shots in .397″ at 400 yards. Yep, I got lucky with the conditions, but this is a very accurate rifle.”
.243 Ackley Improved–More Velocity, Less Case Stretch
by Bob Blaine, Sinclair International
Parker Ackley reluctantly developed the .243 Ackley Improved (“AI”). Ackley finally gave in to his customers’ requests to develop the .243 AI. He had always felt that the .243 Winchester was already an improved configuration, but he did say that the best thing to be gained by improving the .243 Winchester was to substantially reduce the case-stretching problems. The .243 Winchester parent case has always stretched brass, almost as bad as the Swift. Even though you get more velocity with the improved .243, I’ve also found that the improved version gives a bit more throat life than the parent case does.
The .243 AI delivers more velocity by virtue of enhanced case capacity–roughly five grains more H20 capacity than a standard .243 Winchester. The .243 AI has a water capacity of approximately 57 to 58 grains, compared to 52-53 grains for the standard .243 Winchester.
Loading for Long-Range
For long-range shooting, Matt loads 106gr Clinch Rivers with 47.5gr of Alliant Reloder 25 for his Krieger barrels, a little more powder with the Lilja 3-grooves. The Lilja load runs 3342 fps, with a 3.228″ OAL. Cases are neck-turned Lapua .243 Winchester. He uses Wilson inline seater and Wilson eck-sizer dies (.267″ bushing), and a custom, reamer-cut FL sizing die.
Not Just for BR, This Gun Can Hunt
While Matt has a big stable of varmint rifles, the Yellow Ackley has seen plenty of duty in the ‘Hog fields. Matt is from a farming family and he can shoot practically right out his back door (see top photo at the farm). He has nailed some big ground-hogs at 800 yards and beyond. The .243 AI does kick a bit compared to other varmint cartridges, but even with 105-106gr bullets, it’s not bad. He has considered adding a muzzle brake at some point to one of the barrels, just so he can see impacts better.
Screamin’ Yellow Dasher?
Matt originally thought of building the gun up as a 6BR or a 6BR Improved. He has a Manson reamer similar to a 6mm Dasher, with a 40-degree shoulder and .008″ body taper. He actually chambered a couple barrels with that 6BR Improved reamer, but he hasn’t shot them yet. He was so pleased with how the gun performed in .243 AI, that he saw no reason to change. And it may be a while before he slaps a Dasher-chambered barrel on the rig: “I really like the way it shoots as a .243 AI. I’m so impressed with it that I don’t want to mess with anything. And I don’t think I’ll be running out of Ackley barrels anytime soon.”
Since the .243 Win is such a popular cartridge, all the major die-makers offer reloading dies. It’s hard to go wrong with a Redding Type ‘S’ Full-length bushing die–item 77114 for the standard .243 Win and item 77420 for .243 AI. Whidden Gunworks also makes great .243 Win sizing dies (and custom .243 Win AI dies on request). These will both resize the case (and bump the shoulder) as necessary, and allow you to adjust neck tension with bushings. Alternatively, you can go with a body die, and a separate neck bushing die.
If you load primarily one brand of bullets, another slick set-up is to buy a Forster or Whidden full-length, non-bushing .243 Win sizing die, and then have Forster or Whidden hone the neck for your desired amount of tension. This elegant one-pass sizing solution produces very straight rounds with low run-out.
For bullet seating, both the Redding Competition Seater (item 55114) and the Forster Ultra-Seater (item U00034) work great for the standard .243 Win case. If you shoot a .243 Ackley, Redding’s .243 AI Comp Seater (item 55420) costs quite a bit more than the standard version Forster doesn’t list a .243 AI seater in their catalog. However, you can just run your chambering reamer into the inner sleeve of either seating die to fit the .243 Ackley Improved case.
If you want the “Cadillac” of production seater dies for the .243 Win, order the Wilson Stainless Micrometer seater (item 50-1114S) from Sinclair International. Costing only a few dollars more than a Redding Comp seater, this die is a joy to use, providing very positive control over bullet seating depth. When used with a quality arbor press, the Wilson offers unrivaled “feel” for bullet-seating force. This can help you monitor neck tension, one of the most critical factors in maintaining low ES and SD for long-range accuracy.
Put the same load in a variety of barrels (with the same length and chamberings) and you’ll see a wide variance in muzzle velocity. In fact, it’s not unusual to see up to 100 fps difference from one barrel to the next. We demonstrated this with a comparison test of Lapua factory ammo.
Chron Testing Lapua Factory Ammo
At our Southern California test range some years ago, we chronographed Lapua 105gr 6mmBR factory ammo in three different 8-twist barrels of similar length. The results were fascinating. Lapua specs this ammo at 2790 fps, based on Lapua’s testing with its own 26″ test barrel. We observed a speed variance of 67 fps based on tests with three aftermarket barrels.
Barrel Velocity Variance
Brand ‘S’ and Brand ‘PN’ were pre-fit barrels shot on Savage actions. Brand ‘K’ was fitted to a custom action. All test barrels were throated for the 100-108 grain bullets, though there may have been some slight variances in barrel freebore. With a COAL of 2.330″, the rounds were “jumping” to the rifling in all barrels.
Among the four barrels, Brand ‘PN’ was the fastest at 2824 fps average — 67 fps faster than the slowest barrel. Roughly 10 fps can be attributed to the slightly longer length (27″ vs. 26″), but otherwise this particular barrel was simply faster than the rest. (Click Here for results of 6mmBR Barrel Length Velocity Test).
IMPORTANT: Results Are Barrel-Specific, Not Brand-Specific
These tests demonstrate that the exact same load can perform very differently in different barrels. We aren’t publishing the barrel-makers’ names, because it would be wrong to assume that ‘Brand X’ is always going to be faster than ‘Brand Y’ based on test results from a single barrel. In fact, velocities can vary up to 100 fps with two identical-spec barrels from the SAME manufacturer. That’s right, you can have two 8-twist, 26″ barrels, with the same land-groove configuration and contour, from the same manufacturer, and one can be much faster than another.
Don’t Demand More Than Your Barrel Can Deliver
We often hear guys lament, “I don’t get it… how can you guys get 2900 fps with your 6BRs and I can only get 2840?” The answer may simply be that the barrel is slower than average. If you have a slow barrel, you can try using more powder, but there is a good chance it may never run as fast as an inherently fast barrel. You shouldn’t knock yourself out (and over-stress your brass) trying to duplicate the velocities someone else may be getting. You need to work within the limits of your barrel.
Factory Ammo Provides a Benchmark
If you have a .223 Rem, 6mmBR, .243 Win, 6.5×47 Lapua, 6.5 Creedmoor, 6.5×55, .308 Win, 30-06, or .338 LM Rifle, we recommend you buy a box of Lapua factory-loaded ammo. This stuff will shoot great (typically around half-MOA), and it can give you a baseline to determine how your barrel stacks up speedwise. [Editor’s NOTE: The original test was conducted in 2008. The velocity of current-production Lapua factory ammo might be higher or lower, so your results may vary.]
When you complete a new 6mmBR rifle, it’s definitely smart to get a box of the factory ammo and chronograph it. That will immediately give you a good idea whether you have a slow, average, or fast barrel. Then you can set your velocity goals accordingly. For example, if the factory 6BR ammo runs about 2780-2790 fps in your gun, it has an average barrel. If it runs 2820+ in a 26″ barrel (or 2835 fps in a 28″), you’ve got a fast tube.
This thought-provoking article has been one of the most popular Daily Bulletin features in recent years. We are republishing this story today for readers who may have missed it the first time around…
Here’s a little known fact that may startle most readers, even experienced gunsmiths: your barrel wears out in a matter of seconds. The useful life of a typical match barrel, in terms of actual bullet-in-barrel time, is only a few seconds. How can that be, you ask? Well you need to look at the actual time that bullets spend traveling through the bore during the barrel’s useful life. (Hint: it’s not very long).
Bullet-Time-in-Barrel Calculations
If a bullet flies at 3000 fps, it will pass through a 24″ (two-foot) barrel in 1/1500th of a second. If you have a useful barrel life of 3000 rounds, that would translate to just two seconds of actual bullet-in-barrel operating time.
Ah, but it’s not that simple. Your bullet starts at zero velocity and then accelerates as it passes through the bore, so the projectile’s average velocity is not the same as the 3000 fps muzzle velocity. So how long does a centerfire bullet (with 3000 fps MV) typically stay in the bore? The answer is about .002 seconds. This number was calculated by Varmint Al, who is a really smart engineer dude who worked at the Lawrence Livermore Laboratory, a government think tank that develops neutron bombs, fusion reactors and other simple stuff.
On his Barrel Tuner page, Varmint Al figured out that the amount of time a bullet spends in a barrel during firing is under .002 seconds. Al writes: “The approximate time that it takes a 3300 fps muzzle velocity bullet to exit the barrel, assuming a constant acceleration, is 0.0011 seconds. Actual exit times would be longer since the bullet is not under constant acceleration.”
We’ll use the .002 number for our calculations here, knowing that the exact number depends on barrel length and muzzle velocity. But .002 is a good average that errs, if anything, on the side of more barrel operating life rather than less.
So, if a bullet spends .002 seconds in the barrel during each shot, and you get 3000 rounds of accurate barrel life, how much actual firing time does the barrel deliver before it loses accuracy? That’s simple math: 3000 x .002 seconds = 6 seconds.
Gone in Six Seconds. Want to Cry Now?
Six seconds. That’s how long your barrel actually functions (in terms of bullet-in-barrel shot time) before it “goes south”. Yes, we know some barrels last longer than 3000 rounds. On the other hand, plenty of .243 Win and 6.5-284 barrels lose accuracy in 1500 rounds or less. If your barrel loses accuracy at the 1500-round mark, then it only worked for three seconds! Of course, if you are shooting a “long-lived” .308 Win that goes 5000 rounds before losing accuracy, then you get a whopping TEN seconds of barrel life. Anyway you look at it, a rifle barrel has very little longevity, when you consider actual firing time.
People already lament the high cost of replacing barrels. Now that you know how short-lived barrels really are, you can complain even louder. Of course our analysis does give you even more of an excuse to buy a nice new Bartlein, Krieger, Shilen etc. barrel for that fine rifle of yours.
Many years ago, when we decided to do a story about SAKO’s TRG series of rifles, we remembered our friend Terje Fjørtoft in Norway. Terje has owned, and hunted with, both the TRG-22 (in .308 Win), and its big brother, the TRG-42 (chambered in .338 Lapua Magnum). Unlike many TRG owners in the USA, Terje has carried his “tactical hunters” into the field, and tested their effectiveness on large game in both coastal and mountain environments, in warm weather and cold. Terje tells us the TRGs have proven to be rugged and reliable. And they are accurate. The .308 Win TRG-22 delivers about 0.45 MOA groups at 420 yards shot from bipod. The .338 LM TRG-42 shoots about 0.55 – 0.7 MOA at that distance.
A Tale of Two TRGsby Terje Fjørtoft
I live in Brattvåg, along the coast of Norway, but I hunt and shoot at the nearby island “Fjørtoft” (same as my last name) and a small island outside Fjørtoft. I grew up on Fjørtoft as a child, and we hunt seals there in the spring and fall. The large, top photo shows me with my black TRG-42 338 Lapua Mag (“LM”) during a seal hunt a couple years ago. Click on the thumbnail at right to watch a video that shows me shooting the .338 LM. Most of the photos in this story are from that hunt. Because the .338 LM was really “overkill” on the seals (and expensive to reload), I replaced that rifle with a TRG-22 in .308 Winchester.
We hunt seals primarily for wildlife control. This is because the seals carry an internal parasite, called “Kveis”, a small worm that breeds inside the seals (after eating contaminated fish). When the seals expel the Kveis into the water, the Kveis larvae are consumed by the fish and then the fish become unfit to eat. The parasite literally eats the fish from the inside out. It’s not very pretty and it has hurt our Norwegian fishing industry. So there is an important purpose for our seal hunting. We hunt mostly from islands, targeting the seals in the water, and retrieving them with a small boat.
Because the seals spend most of their time in the water, a seal-hunter needs a very accurate rifle [to take head shots at distance]. I like the TRG-22 because it is very accurate out of the box, with a very nice bipod that works well in the field. The stock is comfortable with good adjustment range. The TRG features a 10-rd magazine and the barrel is pre-threaded for a muzzle brake or suppressor.
I have also used my TRGs for hunting big game, deer and what Americans call “Elk”. You can see, further down on this page, a picture from a hunting stand taken late in the evening, in the fading light. Yes I successfully bagged a nice buck during that trip with my TRG-42. When hunting, I use a Leica 900 rangefinder, Swarovski 7×42 Habicht binoculars, and a Silva windwatch. For Optics on the TRG-22, I have a Zeiss 6-24×56 scope, in Tikka Optilock rings. To get more scope adjustment I milled 0.9 mm off the front scope base mount. The Zeiss is great for viewing small targets past 400 meters. It was very difficult to find a longer shooting place than 575 meters on this Island (Uksnøy) but I found a place where I can shoot out to 930 meters, and I’ve made an 80-cm steel gong for a target. At this range, the bullet must fly nearly all the distance over the water.
Terje Shooting the TRG-42 without suppressor. Big recoil, big flash.
Both the TRG-22 and TRG-42 are very accurate right out of the box. The only thing I did before I first shot the TRGs was to clean the barrels very thoroughly. This is because the SAKO factory test shoots the gun without cleaning the barrel. I also adjust the cheek piece upward when shooting the rifles with a big scope. However, if you raise the cheek piece too high you can’t get the bolt out without removing the whole cheek piece. The only real modification I’ve made to my TRGs was to put rubber foot pads on the feet of the SAKO factory bipod. This gives the bipod better grip on slick surfaces such as concrete, or the rocks on the offshore islands.
.338 LM vs. .308 Win — Smaller Can Be Better
A few years ago I had a black TRG-42 (338 LM), but after a year, I sold it, and ordered a TRG-22 from the SAKO factory. After a one-year wait, I got the new green TRG-22 in February this year. One main reason I changed to .308 Win was the cost of ammo. I can reload .308 Win ammo for about one-third the price that it costs to reload .338 LM. One other reason is that my usual shooting distance is about 390 meters–at that distance the .308 is more than effective enough. Also, with the .338 LM, the barrel and the suppressor heated up after only a few shots, but with my new .308, I can shoot at my own pace without this problem. After my most recent shooting trip I once again confirmed how accurate, and fun-to-shoot, the TRG-22 is. I think now the TRG-22 has become my favorite plinking gun.
Though it is fun to experience the big boom and flash of the .338 LM, I’ll admit that it is just too much rifle for most applications. The .338 LM is REAL overkill for seal hunting. Here in Norway we have a rule that the smallest caliber we can use is 6.5×55 with a 140gr (or heavier) bullet, but everyone who hunts seals knows that the seals stay mostly in the water, and therefore you must take a headshot at distance up to about 200 meters. Making the headshot with a smaller caliber is advised for two reasons. First, when a big .338 bullet hits the water, there is a danger it will skip and ricochet quite some distance. Second, if you use too powerful a load/gun/caliber and take a headshot on a swimming seal, the seal sinks like a rock.
Reloading for the TRG-22 (.308 Win) With the TRG-22, I found it was easy to get an accurate load. My groups with 155gr Scenars are consistently good with a variety of different powders. I’ve tried both light and heavy bullets, but I favor the 155gr Scenars over the 185gr Scenars because the 155s fly a lot faster and drop less.
Three loads (all with Fed 210m primers) that have worked well are: 155gr Scenar with VV N150, 885m/sec; 155gr Scenar with Norma N-11, 890m/sec, and 185gr Scenar, VV N150, 770m/sec. Norma N-11 is a low-cost powder for target shooting. N-11 is similar to Norma 203B or Norma 202 but it varies quite a bit from lot to lot.
I use a RCBS Rock Chucker press, and currently use a standard RCBS full-length die kit to reload my .308 rounds. However, I recently ordered a Redding Competition 3-die set with a .335 bushing. I look forward to trying the Reddings. I have just started to test different seating depths. The 155s just “kiss” the lands at 74.10 mm. I’ve tried 74.00 mm, 74.10 mm and 73.55 mm, but so far saw no significant differences.
Reloading for the TRG-42 (.338 LM)
For the .338 LM, I started with a 250gr Scenar and 95 grains of Vihtavuori N-170. That load was very accurate at about 850 m/sec, but it produced excessive muzzle flash. And, in the winter, the muzzle velocity was inconsistent, and there was too much unburned powder. Next I tried Norma N-15, which proved very accurate at about 880 m/sec. With that load I shot my best TRG-42 group at 380 meters. I set the 250gr Scenar to touch the rifling with 93.2 mm COAL, and I used Federal 215m primers in Lapua-brand brass. Norma MPR2 and VV N-560 (860 m/sec) also were very accurate with the 250 Scenar.
My seal hunting bullet was the 200gr Nosler BT. This bullet grouped very well with 90-94 grains Norma N-15. Velocity was about 970m/sec if I remember correctly. I also tried the 300gr Sierra MK, and got 1/2″ 3-shot groups at 100 meters with 93.5 grains of VV N-170, but this combination produced terrible groups at longer range.
Loading for the .338 LM was not difficult — about the same as loading for .308 Win, except that you use nearly twice the amount of powder. I didn’t crimp the bullets in the neck, didn’t use any special tricks or neck lube. I used RCBS .338 LM full-length die. That functioned, but it would not be my first choice today. Overall, my better loads in the .338 shot in the 0.5-0.7 MOA range. My best group was four shots in 25mm (1″) at 380 meters (416 yards).
Hunting in Norway
I’m not a competitive sport-shooter. Normally, the only time I go to a “commercial” rifle range is to take the test for my hunting license. Every year, I must re-qualify for a shooting license to hunt big game and seals.
Hunters Tested Annually
In Norway, you must pass an actual shooting test before you can hunt big game. This test requires five shots at a deer silhouette target at 100 meters. No rests are allowed–you must shoot off-hand or with a sling only. You have to place five shots inside a 30 cm circle over the front leg.
Every big game hunter that passes this test is authorized to hunt at “dusk and dawn” and in moonlight. So, we do a lot of our hunting in the twilight hours. However, no night-vision or artificial illumination (spotlights) are allowed. We usually hunt deer at dusk and dawn. In the evening, we go on post two to three hours before it is dark, and sit there waiting for the deer to show up–hopefully before it is too dark. In the morning we go to the post one hour before you see any light of the sun, and wait for the deer to show up until the daylight. But when it is full moon we sometime have enough light to hunt in the middle of the night. In the photo, you can see a deer through the scope of my TRG-42. This was very late in the evening. CLICK HERE for BIG Photo.
Sound Suppressors for Hunting Rifles
Suppressors are legal to use for hunting in Norway. I have suppressors on all my rifles, even my little CZ 452 in 17 HMR. To me, shooting a rifle without a suppressor is like driving a car without an exhaust system. The suppressor reduces both noise AND recoil significantly. With a good suppressor, there is no loss of accuracy. The only “negative” in using a suppressor is extra weight on the end of the barrel.
I crafted my own home-made suppressor. It’s similar to my commercially-made TRG-22 suppressor, but the core is made from titanium to be lighter in weight and more corrosion-resistant. I used a lathe at work to craft the inside of the new suppressor. The core of the unit is built from a 27.5 cm X 40mm round bar of titanium while the outer cylinder is made from a 42mm stainless steel tube. I wanted to use titanium for the exterior cylinder as well, but I couldn’t source the right size titanium tube.
Commercial Suppressor on TRG-42
Comparing .308 Win vs. 6mmBR I also have a 6BR hunting rifle (compensated of course). I have a lot of field time with the 6BR rifle, and feel very confident with that gun. When I got the Krieger 6mmBR barrel on the SAKO Varminter, I fell in love with that rifle from day one, and that rifle is my first choice for small game hunting.
I also like the TRG-22 gun very much and enjoy it more and more with each new field trip. That .308 is my big game rifle and my long-range target rifle.
I recently tested my TRG-22 rifle at 387 meters. This was just “fun shooting” at steel plates, and I didn’t measure groups. But I was happy with the results. Once I corrected for the 5 m/sec crosswind, I was able to put five successive shots on a 10 cm (4″) diameter steel target at 387 meters (423 yards).
My SAKO Varminter in 6mm BR and my TRG-22 are two very different rifles. The TRG-22 is much heavier. I guess the TRG-22 is about 6.5-7 kg while my SAKO 6BR is about 4.5-5 kg, both with suppressor, scope, and bipod. The 6BR with suppressor is much quieter than the TRG-22 with suppressor. The recoil of the 6BR is a lot softer than the TRG-22. So far my 6BR is more accurate. A typical three-shot group with the 6BR is 25-40 mm at 387 meter (423 yards), and that is with just 10X magnification from a Zeiss scope. With my TRG-22, my 3-shot groups run about 50-60 mm, shooting with bipod and beanbag. But I think with a better .308 Win reloading die and more practice, I can improve my groupings with the TRG-22.
SPEC SHEET
The SAKO TRG-22 and TRG-42 are built in Finland by SAKO, a subsidiary of Beretta. In America, the guns are distributed by Beretta USA. Both TRGs (22/42) are available in forest green or a matte black textured finish. A two-stage match trigger is standard.
The stock is somewhat unconventional. It is an external shell, bolted to an internal metal chassis. The action bolts directly to the chassis, without bedding. The injection-molded stock is adjustable for comb height, length of pull (with spacers), vertical butt-pad height and cast-off.
Weight TRG-22 4.7 kg (black) 4.9 kg (green)
Barrel TRG-22 660 mm (26″), hammer-forged, optional stainless or phosphate finish
You’ve probably heard of cut-rifling, but did you know this process was invented in Germany nearly 500 years ago? Read on to learn more about how a cut-rifled barrel is made…
The cut-rifling process, used by leading barrel-makers such as Bartlein, Blake, Brux, Krieger, and Obermeyer, can yield a very high-quality barrel with a long useful life. Cut-rifled barrels have been at the top in short- and long-range benchrest competition in recent years, and cut-rifled barrels have long been popular with F-Class and High Power shooters.
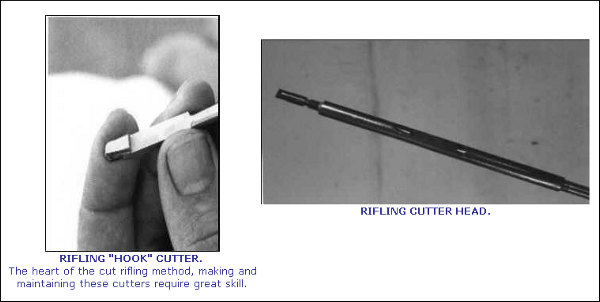
You may be surprised to learn that cut-rifling is probably the oldest method of rifling a barrel. Invented in Nuremberg around 1520, the cut-rifling technique creates spiral grooves in the barrel by removing steel using some form of cutter. In its traditional form, cut rifling may be described as a single-point cutting system using a “hook” cutter. The cutter rests in the cutter box, a hardened steel cylinder made so it will just fit the reamed barrel blank and which also contains the cutter raising mechanism.
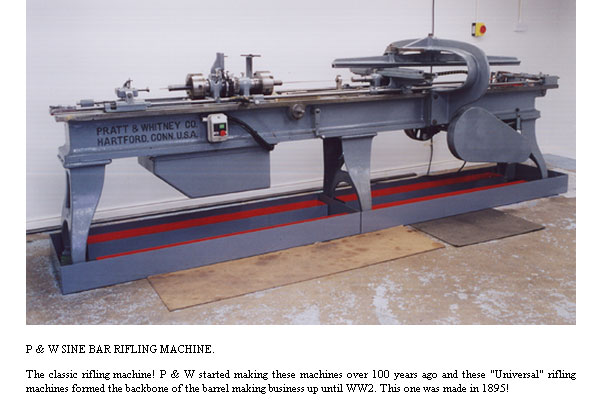
Above is a computer animation of an older style, sine-bar cut-rifling machine. Some machine features have been simplified for the purposes of illustration, but the basic operation is correctly shown. No, the cut-rifling machines at Krieger don’t use a hand-crank, but the mechanical process shown in this video is very similar to the way cut-rifling is done with more modern machines.
Read About Cut-Rifling Process at FirearmsID.com
To learn more about the barrel-making process, and cut-rifling in particular, visit FirearmsID.com. There you’ll find a “must-read” article by Dr. Geoffrey Kolbe: The Making of a Rifled Barrel. This article describes in detail how barrels are crafted, using both cut-rifling and button-rifling methods. Kolbe (past owner of Border Barrels) covers all the important processes: steel selection, hole drilling, hole reaming, and rifling (by various means). You’ll find a very extensive discussion of how rifling machines work. Here’s a short sample:
“At the start of World War Two, Pratt & Whitney developed a new, ‘B’ series of hydraulically-powered rifling machines, which were in fact two machines on the same bed. They weighed in at three tons and required the concrete floors now generally seen in workshops by this time. About two thousand were built to satisfy the new demand for rifle barrels, but many were broken up after the war or sold to emerging third world countries building up their own arms industry.
Very few of these hydraulic machines subsequently became available on the surplus market and now it is these machines which are sought after and used by barrel makers like John Krieger and ‘Boots’ Obermeyer. In fact, there are probably less of the ‘B’ series hydraulic riflers around today than of the older ‘Sine Bar’ universal riflers.
The techniques of cut rifling have not stood still since the end of the war though. Largely due to the efforts of Boots Obermeyer the design, manufacture and maintenance of the hook cutter and the cutter box have been refined and developed so that barrels of superb accuracy have come from his shop. Cut rifled barrel makers like John Krieger (Krieger Barrels), Mark Chanlyn (Rocky Mountain Rifle Works) and Cliff Labounty (Labounty Precision Reboring)… learned much of their art from Boots Obermeyer, as did I.” — Geoffrey Kolbe
Video find by Boyd Allen. Archive photos from Border Barrels. In June 2013, Birmingham Gunmakers Ltd. acquired Border Barrels. Dr. Geoffrey Kolbe has set up a new company called BBT Ltd. which produces chamber reamers and other gunsmithing tools and gauges. (Thanks to L. Holland for the Kolbe update).
What’s a “Frankengun”? Well it’s a one-of-a-kind rifle that has been pieced together from a variety of different parts and components. It might be a little bit Bolt Gun mixed with a little bit AR-15. Or it might feature some home-made components unlike anything you’ve seen before.
We’ve selected these four Frankengun rifles from a current thread in our Shooters’ Forum.
Frankengun #1 — The EXO (as in Exo-Skeleton)
Forum member jm850 calls this tube-framed wonder the EXO (as in “exo-skeleton”). He says: “This is a prototype I designed around a few core concepts that stick out to me on a traditional configuration. Eliminating stresses, lowering recoil moment, and improved barrel cooling. I’m really happy with it so far.”
The EXO is a very unique rifle. We’ve never seen anything like this since the late Shelley Davidson’s famous Tinkertoy Rifle, a brilliantly innovative 30BR that actually won matches. (Sadly Shelley has passed away). The Tinkertoy, shown below, was truely radical, but it worked ! Could this have been an inspiration for jrm850’s EXO rifle?
Frankengun #2 — Mossberg MVG in LSS Stock with BipodeXt
Forum member BallisticXLR has created something very weird to say the least. It started out as a basic, bone-stock Mossberg MVP Varmint in .223 Rem. Then the transformation began: “I replaced everything except the receiver. It now has an LSS stock, PSG-1 grip from DPMS, XLR butt stock, PT&G lug and barrel nut, Columbia River Arms 26″ barrel with Sonoran coral snake Cerakote, A2 flash hider, Timney and Jard triggers (depending on what I’m doing), and a USO B17 which is now a USO 3.8-22×44.” That long extension tube under the chassis is a BipodeXt from Accuracy Solutions.
Frankengun #3 — A Chassis Rig in 25 Creedmoor
This Frankengun belongs to Forum member Geraldgee. This “black and blue” rig features a mag-fed Kelbly Atlas action in a McCree’s Precision G10 Chassis. The barrel is a Bartlein Rem Varmint Contour, 1:7.5″-twist 4 Groove, chambered for the 25 Creedmoor. There are some interesting .25-Cal bullets coming on the market now. You can make the brass by expanding 6mm Creedmoor, or necking down 6.5 Creedmoor.
Frankengun #4 — MDT Chassis, Fore-end Whittled by Spook
Here’s a real collection of odds and ends, but Forum member Spook says it shoots well, and is a great example of “Left-over parts made useful again”. This mix-n-match Frankengun features a Remington M7 action with PT&G bolt. The barrel is a stainless Pac-Nor chambered in 6mm SLR. The barreled action is carried in an MDT Chassis with rear folding buttstock. Up front is something unusual, a Delrin fore-end that owner Spook “whittled in the mill”.
Frankengun #5 — 6.5×47 in Accuracy Int’l Stock
CLICK photo for full-screen version.
Forum member CT10Ring kicked off the Frankengun thread with this rifle. It’s actually not that shocking, but you rarely see a BAT action in an Accuracy International stock. The BAT VR action is mated to an AI Mag and set up in an AI folding stock. On top is an “old school” Nightforce Benchrest scope. The barrel is a very heavy Krieger chambered for the 6.5×47 Lapua. CT10Ring say the barrel alone weighs about 9 pounds, and the gun “shoots better than [he] can”.
Post Pictures of Your Frankenguns in our Forum
So do you have a favorite Frankengun resting in your gun safe? If you do, visit our Shooters’ Forum and post a description and some photos in the Frankengun thread.
A carpet is used up front for smoother tracking with the Joy-Pod’s flat, ski-style feet. The arms of the Joy-Pod were painted to match the stock. The rear bag features low-drag material on the ears.
On Sundays, we feature notable rifles that exhibit fine craftsmanship, quality components, and noteworthy shooting accessories. Today we are featuring an F-TR (F-Class Target Rifle) rig that showcases the types of components, and accessories used by top F-TR competitors — including a coaxial bipod and Labradar Chronograph. If you’re considering getting started in the F-TR game, take a close look at this modern F-TR build from Forum member DM.Oakes.
Modern F-TR Rig with Borden Action, Krieger Barrel, and SEB Joy-Pod
This handsome .308 Win F-TR rig features a smooth-running Borden BRM action, 30-inch 1:10″-twist Krieger barrel, and an X-Ring Laminated Wood stock. Up front is a coaxial “Joy-Pod” joystick bipod. This is a state-of-the art, wide footprint bipod used by many competitors at the Worlds in Canada. The long joystick allows the “driver” to quickly adjust both elevation and windage in a smooth, continuous motion. The Joy-Pod can be adjusted so it will hold setting during the shot — you don’t have to “hard-hold” the joystick. Many shooters let the joystick slide through their fingers as the rifle moves back on recoil. With a little practice (and careful placement of the rear sand-bag), the tracking is excellent and you can slide the gun right back to point of aim after each shot.
This F-TR rifle is shown during load testing with a LabRadar chronograph.
» Full LabRadar Field Test/Review by Ray Gross
If you are considering purchasing a LabRadar Chronograph system, we strongly suggest you read the very thorough and informative LabRadar Review by Ray Gross, past Captain of the USA F-TR team. Ray notes: “It takes me about 3 minutes to set up [my LabRadar] at the range. Because there are no downrange screens, I do not have to hold up other shooters on the range like I would when setting up a traditional chronograph. The convenience alone will mean that I will use it more often than my old chronograph. Every time I take it out, I enjoy it a little bit more.”
“Koenig” (or König) means “king” in German. That is indeed appropriate for Doug Koenig, 18-Time Bianchi Cup winner, who is now starting to conquer the rifle world as well. Koenig, considered by many to be the best action pistol shooter on the planet, proved he’s an ace with rifles too, as he recently won two PRS matches in Production Division. Koenig, Captain of Team Ruger, was shooting a Ruger Precision Rifle (RPR), chambered in 6mm Creedmoor. Notably, Production Division limits rifles to $2000.00 for the gun ($4000.00 overall with scope). You can buy an RPR for around $1100.00 typically ($795.00 at GrabAGun), so Koenig was shooting against competitors with rifles that cost nearly twice as much. That’s impressive.
Koenig Wins Production Class at two Spring PRS Matches
Koenig took home a pair of Production Division titles at this year’s WAR Rifles Shootout and MAP Spring Shootout Precision Rifle Series (PRS) matches.
With a final score of 128.00 and a time of 58.51, team captain Doug Koenig took first place in Production Division at the WAR Rifle Shootout PRS match in Mount Victoria, MD. The WAR Rifle Shootout has a challenging 22-stage course of fire. Along with winning Production Division, Koenig also finished twelfth overall. “The tough course of fire and 15-25 mph winds at the War Rifle match were brutal, but my Precision Rifle, equipped with a Leupold VX-3i LRP and loaded with Hornady ammunition, continued to perform,” said Koenig.
Koenig then secured another Production Division win at the MPA Spring Shootout held at the Arena Training Facility in Blakely, GA with a final score of 173.00 and a time of 58.89. “The MPA match had some long shots out to 800-1356 yards, but my factory rifle got the job done and helped me win my third production class title in a row. That proves you don’t need to spend a fortune to get started in PRS competition.”
According to PRS standards, Production Division rifles are not permitted to be altered or improved in any way from the original factory configuration, and the retail price may not exceed $2,000.
Pre-Fit Barrel Options for the Ruger Precision Rifle
While PRS Production Division competitors like Koenig must stick with factory barrels, there’s no law that says you can’t upgrade your own RPR that’s not used in PRS matches. A barrel swap is probably the single best hardware upgrade you can make. A new custom barrel will improve inherent accuracy and shot-to-shot consistency. Krieger Barrels offers Pre-Fit barrels for the RPR in many popular chamberings including 6XC, 6mm Creedmoor, .243 Win, 6.5 Creedmoor, 6.5 PRC, and .308 Win. These “Drop-In Ready” barrels come finish-chambered and threaded to fit the Ruger action, with factory-spec muzzle threads. The Ruger barrel attachment system allows correct headspace with a pre-chambered barrel. Krieger explains: “Thanks to Ruger’s proprietary barrel nut design, a competent gunsmith will be able to swap out your barrel using an AR15 barrel wrench and proper headspace gauges.”
Put the same load in a variety of barrels (with the same length and chamberings) and you’ll see a wide variance in muzzle velocity. In fact, it’s not unusual to see up to 100 fps difference from one barrel to the next. We demonstrated this with a comparison test of Lapua factory ammo.
Chron Testing Lapua Factory Ammo
At our Southern California test range some years ago, we chronographed Lapua 105gr 6mmBR factory ammo in three different 8-twist barrels of similar length. The results were fascinating. Lapua specs this ammo at 2790 fps, based on Lapua’s testing with its own 26″ test barrel. We observed a speed variance of 67 fps based on tests with three aftermarket barrels.
Barrel Velocity Variance
Brand ‘S’ and Brand ‘PN’ were pre-fit barrels shot on Savage actions. Brand ‘K’ was fitted to a custom action. All test barrels were throated for the 100-108 grain bullets, though there may have been some slight variances in barrel freebore. With a COAL of 2.330″, the rounds were “jumping” to the rifling in all barrels.
Among the four barrels, Brand ‘PN’ was the fastest at 2824 fps average — 67 fps faster than the slowest barrel. Roughly 10 fps can be attributed to the slightly longer length (27″ vs. 26″), but otherwise this particular barrel was simply faster than the rest. (Click Here for results of 6mmBR Barrel Length Velocity Test).
IMPORTANT: Results Are Barrel-Specific, Not Brand-Specific
These tests demonstrate that the exact same load can perform very differently in different barrels. We aren’t publishing the barrel-makers’ names, because it would be wrong to assume that ‘Brand X’ is always going to be faster than ‘Brand Y’ based on test results from a single barrel. In fact, velocities can vary up to 100 fps with two identical-spec barrels from the SAME manufacturer. That’s right, you can have two 8-twist, 26″ barrels, with the same land-groove configuration and contour, from the same manufacturer, and one can be much faster than another.
Don’t Demand More Than Your Barrel Can Deliver
We often hear guys lament, “I don’t get it… how can you guys get 2900 fps with your 6BRs and I can only get 2840?” The answer may simply be that the barrel is slower than average. If you have a slow barrel, you can try using more powder, but there is a good chance it may never run as fast as an inherently fast barrel. You shouldn’t knock yourself out (and over-stress your brass) trying to duplicate the velocities someone else may be getting. You need to work within the limits of your barrel.
Factory Ammo Provides a Benchmark
If you have a .223 Rem, 6mmBR, .243 Win, 6.5×47 Lapua, 6.5 Creedmoor, 6.5×55, .308 Win, 30-06, or .338 LM Rifle, we recommend you buy a box of Lapua factory-loaded ammo. This stuff will shoot great (typically around half-MOA), and it can give you a baseline to determine how your barrel stacks up speedwise. [Editor’s NOTE: The original test was conducted in 2008. The velocity of current-production Lapua factory ammo might be higher or lower, so your results may vary.]
When you complete a new 6mmBR rifle, it’s definitely smart to get a box of the factory ammo and chronograph it. That will immediately give you a good idea whether you have a slow, average, or fast barrel. Then you can set your velocity goals accordingly. For example, if the factory 6BR ammo runs about 2780-2790 fps in your gun, it has an average barrel. If it runs 2820+ in a 26″ barrel (or 2835 fps in a 28″), you’ve got a fast tube.
You’ve probably heard of cut-rifling, but did you know this process was invented in Germany nearly 500 years ago? Read on to learn more about how a cut-rifled barrel is made…
The cut-rifling process, used by leading barrel-makers such as Bartlein, Border, Brux, Krieger, and Obermeyer, can yield a very high-quality barrel with a long useful life. Cut-rifled barrels have been at the top in short- and long-range benchrest competition in recent years, and cut-rifled barrels have long been popular with F-Class and High Power shooters.
You may be surprised to learn that cut-rifling is probably the oldest method of rifling a barrel. Invented in Nuremberg around 1520, the cut-rifling technique creates spiral grooves in the barrel by removing steel using some form of cutter. In its traditional form, cut rifling may be described as a single-point cutting system using a “hook” cutter. The cutter rests in the cutter box, a hardened steel cylinder made so it will just fit the reamed barrel blank and which also contains the cutter raising mechanism.
Above is a computer animation of an older style, sine-bar cut-rifling machine. Some machine features have been simplified for the purposes of illustration, but the basic operation is correctly shown. No, the cut-rifling machines at Krieger don’t use a hand-crank, but the mechanical process shown in this video is very similar to the way cut-rifling is done with more modern machines.
Read About Cut-Rifling Process at Border-Barrels.com
To learn more about the barrel-making process, and cut-rifling in particular, visit FirearmsID.com. There you’ll find a “must-read” article by Dr. Geoffrey Kolbe: The Making of a Rifled Barrel. This article describes in detail how barrels are crafted, using both cut-rifling and button-rifling methods. Kolbe (past owner of Border Barrels) covers all the important processes: steel selection, hole drilling, hole reaming, and rifling (by various means). You’ll find a very extensive discussion of how rifling machines work. Here’s a short sample:
“At the start of World War Two, Pratt & Whitney developed a new, ‘B’ series of hydraulically-powered rifling machines, which were in fact two machines on the same bed. They weighed in at three tons and required the concrete floors now generally seen in workshops by this time. About two thousand were built to satisfy the new demand for rifle barrels, but many were broken up after the war or sold to emerging third world countries building up their own arms industry.
Very few of these hydraulic machines subsequently became available on the surplus market and now it is these machines which are sought after and used by barrel makers like John Krieger and ‘Boots’ Obermeyer. In fact, there are probably less of the ‘B’ series hydraulic riflers around today than of the older ‘Sine Bar’ universal riflers.
The techniques of cut rifling have not stood still since the end of the war though. Largely due to the efforts of Boots Obermeyer the design, manufacture and maintenance of the hook cutter and the cutter box have been refined and developed so that barrels of superb accuracy have come from his shop. Cut rifled barrel makers like John Krieger (Krieger Barrels), Mark Chanlyn (Rocky Mountain Rifle Works) and Cliff Labounty (Labounty Precision Reboring)… learned much of their art from Boots Obermeyer, as did I.” — Geoffrey Kolbe
Video find by Boyd Allen. Archive photos from Border-Barrels.com. In June 2013, Birmingham Gunmakers Ltd. acquired Border Barrels. Dr. Geoffrey Kolbe has set up a new company called BBT Ltd. which produces chamber reamers and other gunsmithing tools and gauges. (Thanks to L. Holland for the Kolbe update).
















 Ultimate Evolution of the .243 Winchester
Ultimate Evolution of the .243 Winchester


 If you load primarily one brand of bullets, another slick set-up is to buy a Forster or Whidden full-length, non-bushing .243 Win sizing die, and then have Forster or Whidden hone the neck for your desired amount of tension. This elegant one-pass sizing solution produces very straight rounds with low run-out.
If you load primarily one brand of bullets, another slick set-up is to buy a Forster or Whidden full-length, non-bushing .243 Win sizing die, and then have Forster or Whidden hone the neck for your desired amount of tension. This elegant one-pass sizing solution produces very straight rounds with low run-out.
 Barrel Velocity Variance
Barrel Velocity Variance

 Gone in Six Seconds. Want to Cry Now?
Gone in Six Seconds. Want to Cry Now?


 Because the seals spend most of their time in the water, a seal-hunter needs a very accurate rifle [to take head shots at distance]. I like the TRG-22 because it is very accurate out of the box, with a very nice bipod that works well in the field. The stock is comfortable with good adjustment range. The TRG features a 10-rd magazine and the barrel is pre-threaded for a muzzle brake or suppressor.
Because the seals spend most of their time in the water, a seal-hunter needs a very accurate rifle [to take head shots at distance]. I like the TRG-22 because it is very accurate out of the box, with a very nice bipod that works well in the field. The stock is comfortable with good adjustment range. The TRG features a 10-rd magazine and the barrel is pre-threaded for a muzzle brake or suppressor.
 Both the TRG-22 and TRG-42 are very accurate right out of the box. The only thing I did before I first shot the TRGs was to clean the barrels very thoroughly. This is because the SAKO factory test shoots the gun without cleaning the barrel. I also adjust the cheek piece upward when shooting the rifles with a big scope. However, if you raise the cheek piece too high you can’t get the bolt out without removing the whole cheek piece. The only real modification I’ve made to my TRGs was to put rubber foot pads on the feet of the SAKO factory bipod. This gives the bipod better grip on slick surfaces such as concrete, or the rocks on the offshore islands.
Both the TRG-22 and TRG-42 are very accurate right out of the box. The only thing I did before I first shot the TRGs was to clean the barrels very thoroughly. This is because the SAKO factory test shoots the gun without cleaning the barrel. I also adjust the cheek piece upward when shooting the rifles with a big scope. However, if you raise the cheek piece too high you can’t get the bolt out without removing the whole cheek piece. The only real modification I’ve made to my TRGs was to put rubber foot pads on the feet of the SAKO factory bipod. This gives the bipod better grip on slick surfaces such as concrete, or the rocks on the offshore islands. .338 LM vs. .308 Win — Smaller Can Be Better
.338 LM vs. .308 Win — Smaller Can Be Better
 Reloading for the TRG-22 (.308 Win)
Reloading for the TRG-22 (.308 Win) Reloading for the TRG-42 (.338 LM)
Reloading for the TRG-42 (.338 LM)
 Hunting in Norway
Hunting in Norway




 I also have a 6BR hunting rifle (compensated of course). I have a lot of field time with the 6BR rifle, and feel very confident with that gun. When I got the Krieger 6mmBR barrel on the SAKO Varminter, I fell in love with that rifle from day one, and that rifle is my first choice for small game hunting.
I also have a 6BR hunting rifle (compensated of course). I have a lot of field time with the 6BR rifle, and feel very confident with that gun. When I got the Krieger 6mmBR barrel on the SAKO Varminter, I fell in love with that rifle from day one, and that rifle is my first choice for small game hunting.
























{kind=link}