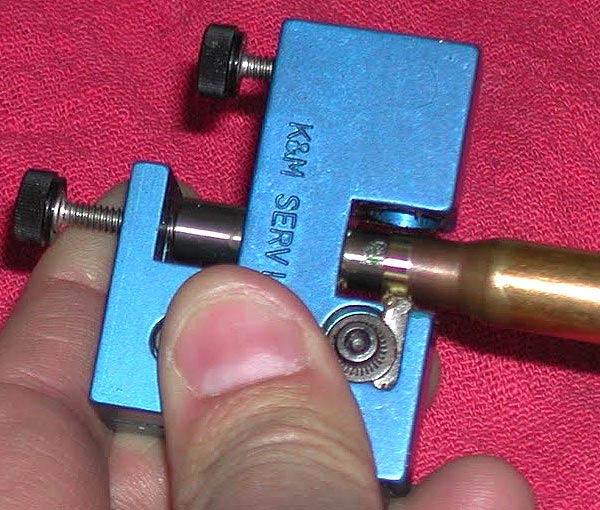
When neck-turning cases, it’s a good idea to extend the cut slightly below the neck-shoulder junction. This helps keep neck tension more uniform after repeated firings, by preventing a build-up of brass where the neck meets the shoulder. One of our Forum members, Craig from Ireland, a self-declared “neck-turning novice”, was having some problems turning brass for his 20 Tactical cases. He was correctly attempting to continue the cut slightly past the neck-shoulder junction, but he was concerned that brass was being removed too far down the shoulder.
Craig writes: “Everywhere I have read about neck turning, [it says] you need to cut slightly into the neck/shoulder junction to stop doughnutting. I completely understand this but I cant seem to get my neck-turning tool set-up to just touch the neck/shoulder junction. It either just doesn’t touch [the shoulder] or cuts nearly the whole shoulder and that just looks very messy. No matter how I adjust the mandrel to set how far down the neck it cuts, it either doesn’t touch it or it cuts far too much. I think it may relate to the bevel on the cutter in my neck-turning tool…”
Looking at Craig’s pictures, we’d agree that he didn’t need to cut so far down into the shoulder. There is a simple solution for this situation. Craig is using a neck-turning tool with a rather shallow cutter bevel angle. This 20-degree angle is set up as “universal geometry” that will work with any shoulder angle. Unfortunately, as you work the cutter down the neck, a shallow angled-cutter tip such as this will remove brass fairly far down. You only want to extend the cut about 1/32 of an inch past the neck-shoulder junction. This is enough to eliminate brass build-up at the base of the neck that can cause doughnuts to form.
The answer here is simply to use a cutter tip with a wider angle — 30 to 40 degrees. The cutter for the K&M neck-turning tool (above) has a shorter bevel that better matches a 30° shoulder. There is also a 40° tip available. PMA Tool and 21st Century Shooting also offer carbide cutters with a variety of bevel angles to exactly match your case shoulder angle*. WalkerTexasRanger reports: “I went to a 40-degree cutter head just to address this same issue, and I have been much happier with the results. The 40-degree heads are available from Sinclair Int’l for $15 or so.” Forum Member CBonner concurs: “I had the same problem with my 7WSM… The 40-degree cutter was the answer.” Below is Sinclair’s 40° Cutter for its NT-series neck-turning tools. Item NT3140, this 40° Cutter sells for $14.99. For the same price, Sinclair also sells the conventional 30° Cutter, item NT3100.
Al Nyhus has another clever solution: “The best way I’ve found to get around this problem is to get an extra shell holder and face it off .020-.025 and then run the cases into the sizing die. This will push the shoulder back .020-.025. Then you neck turn down to the ‘new’ neck/shoulder junction and simply stop there. Fireforming the cases by seating the bullets hard into the lands will blow the shoulder forward and the extra neck length you turned by having the shoulder set back will now be blended perfectly into the shoulder. The results are a case that perfectly fits the chamber and zero donuts.”
When neck-turning cases, it’s a good idea to extend the cut slightly below the neck-shoulder junction. This helps keep neck tension more uniform after repeated firings, by preventing a build-up of brass where the neck meets the shoulder. One of our Forum members, Craig from Ireland, a self-declared “neck-turning novice”, was having some problems turning brass for his 20 Tactical cases. He was correctly attempting to continue the cut slightly past the neck-shoulder junction, but he was concerned that brass was being removed too far down the shoulder.
Craig writes: “Everywhere I have read about neck turning, [it says] you need to cut slightly into the neck/shoulder junction to stop doughnutting. I completely understand this but I cant seem to get my neck-turning tool set-up to just touch the neck/shoulder junction. It either just doesn’t touch [the shoulder] or cuts nearly the whole shoulder and that just looks very messy. No matter how I adjust the mandrel to set how far down the neck it cuts, it either doesn’t touch it or it cuts far too much. I think it may relate to the bevel on the cutter in my neck-turning tool…”
Looking at Craig’s pictures, we’d agree that he didn’t need to cut so far down into the shoulder. There is a simple solution for this situation. Craig is using a neck-turning tool with a rather shallow cutter bevel angle. This 20-degree angle is set up as “universal geometry” that will work with any shoulder angle. Unfortunately, as you work the cutter down the neck, a shallow angled-cutter tip such as this will remove brass fairly far down. You only want to extend the cut about 1/32 of an inch past the neck-shoulder junction. This is enough to eliminate brass build-up at the base of the neck that can cause doughnuts to form.
The answer here is simply to use a cutter tip with a wider angle — 30 to 40 degrees. The cutter for the K&M neck-turning tool (above) has a shorter bevel that better matches a 30° shoulder. There is also a 40° tip available. PMA Tool and 21st Century Shooting also offer carbide cutters with a variety of bevel angles to exactly match your case shoulder angle*. WalkerTexasRanger reports: “I went to a 40-degree cutter head just to address this same issue, and I have been much happier with the results. The 40-degree heads are available from Sinclair Int’l for $15 or so.” Forum Member CBonner concurs: “I had the same problem with my 7WSM… The 40-degree cutter was the answer.” Below is Sinclair’s 40° Cutter for its NT-series neck-turning tools. Item NT3140, this 40° Cutter sells for $14.99. For the same price, Sinclair also sells the conventional 30° Cutter, item NT3100.
Al Nyhus has another clever solution: “The best way I’ve found to get around this problem is to get an extra shell holder and face it off .020-.025 and then run the cases into the sizing die. This will push the shoulder back .020-.025. Then you neck turn down to the ‘new’ neck/shoulder junction and simply stop there. Fireforming the cases by seating the bullets hard into the lands will blow the shoulder forward and the extra neck length you turned by having the shoulder set back will now be blended perfectly into the shoulder. The results are a case that perfectly fits the chamber and zero donuts.”
Even with the very best cartridge brass, you can achieve the most consistent neck-wall thickness with precision case-neck turning. This can be done slowly with hand-tools (such as a K&M Tool), but powered neck turning can produce superb results in a fraction of the time. For today’s Saturday Showcase we feature the excellent 21st Century Power Neck-Turning Lathe and the state-of-the-art AUTODOD machine from F-Class Products. In addition, we show how neck turning can be done using a vertical milling machine fitted with a neck-turner. And to start off, we offer a Keith Glasscock video that analyzes when it makes sense to turn necks, considering the demands of your particular shooting disciplines.
To Turn or NOT to Turn — Wisdom from Keith Glasscock
In this video, top F-Class Shooter and Wind Coach Keith Glasscock discusses the process of turning case necks. Neck-turning may be mandatory if you have a chamber with reduced-diameter neck dimensions. With a standard chamber you may still want to do a minimal neck-turn to make your brass more consistent or to increase clearance. On the other hand, high-quality brass, such as Lapua, may perform exceptionally well right out of the box. Keith explains how to determine whether you need to turn your brass for your discipline, and explains procedures that help you achieve great results.
21st Century Innovation Powered Neck-Turning Lathe
The 21st Century Innovation Power Neck-Turning Lathe is a superb system for quickly and precisely uniforming the neckwall thickness of cartridge brass. With this powered system you can turn necks faster and more efficiently, with less effort. The cases feed very smoothly and the results are beautiful. Power is activated by the red button on the end of the blue, horizontal feed handle
The Powered Neck-Turning Lathe is a modular system. Swing the bar from right to left to feed the case. The power head (with case holder) glides on stainless steel rails for smooth movement. This allows very precise feed rate. Power is supplied via a button that is built into the end of the feed handle. Push the red button to make the case spin. It’s as simple as that. NOTE: The 21st Century Power Neck-Turning Lathe has been updated — the frame and motor are now flat black in color.
Here is another video that shows how the lathe system operates:
AUTODOD Power Neck-Turner from Black Machine
Bryan Blake of F-Class Products has created an ultra-precise and speedy neck-turning machine, the AUTODOD. This employs twin precision cutter tips to turn case necks inside and out quickly and efficiently, with superior precision. The advanced AUTODOD Neck Turning Machine holds cases securely in a precision-machined spindle attached to an electric motor. Twin blades move precisely during the cutting process, milling the necks inside and out. The turned necks come out perfect every time, with the shoulders trimmed exactly (with doughnut removed) as well. If you turn hundreds of cases during a shooting season, you may want to consider getting an AUTODOD from F-Class Products. Below is a video from F-Class John Showing the AUTODOD Machine in action.
Neck-Turning Cases with a Milling Machine
Our friend Erik Cortina figured out how to turn his match cartridge case-necks using his milling machine. Erik told us: “While in Raton [a while back], Mid Tompkins told me that he turns his brass on milling machine. He said he could do about 500 in two hours, so I decided to try it.” Erik fitted a Don Nielson “Pumpkin” neck-turner to the mill, and he used a modified 21st Century case holder to secure the brass. As you can see from this video, Erik was very successful with the process. The tool spins at 1500 rpm, turning Lapua 6.5-284 cases that have been necked up to 7mm.
It’s hard to argue with Erik’s results. Here are his turned Lapua cases, which have neck-wall thickness consistent to two ten-thousandths of an inch.
Neck-Turning Lubricants for Turner Mandrels
For Neck-Turning, Try STP Blend or Assembly Lube
For hand neck-turning, a variety of lubricants can work well on the outside of the necks. You will also want to lube the mandrel which runs inside the case. There are many options for lubing the neck-turning tool mandrel while turning case necks. Some folks use a blend of STP® Oil Treatment and Mobil 1 lube. Chuckw2 reports: “Try STP and Mobile 1 Synthetic oil in a 50/50 mixture. Very slick, you will need to tumble your cases after turning.” STP is a very thick lubricant, that flows and clings almost like honey. Jason reports the STP blend comes off easily in an ultra-sound bath, using a bit of detergent. At many retailers, STP is also available in a convenient 7-ounce tube, so you don’t have to buy a large bottle.
Another even cheaper option is assembly lubricant. For turning his case necks, RStreich uses assembly lube from an auto parts store. He notes: “The brand I have is reddish in color and kind of sticky like honey. It’s far better than the Imperial die wax I was using before.” There are a variety of types, both with and without moly additive, and you can select the viscosity you prefer if you sample a few brands. Be sure to clean out any lube residue from the inside of your necks when you have completed your neck-turning.
When neck-turning cases, it’s a good idea to extend the cut slightly below the neck-shoulder junction. This helps keep neck tension more uniform after repeated firings, by preventing a build-up of brass where the neck meets the shoulder. One of our Forum members, Craig from Ireland, a self-declared “neck-turning novice”, was having some problems turning brass for his 20 Tactical cases. He was correctly attempting to continue the cut slightly past the neck-shoulder junction, but he was concerned that brass was being removed too far down the shoulder.
Craig writes: “Everywhere I have read about neck turning, [it says] you need to cut slightly into the neck/shoulder junction to stop doughnutting. I completely understand this but I cant seem to get my neck-turning tool set-up to just touch the neck/shoulder junction. It either just doesn’t touch [the shoulder] or cuts nearly the whole shoulder and that just looks very messy. No matter how I adjust the mandrel to set how far down the neck it cuts, it either doesn’t touch it or it cuts far too much. I think it may relate to the bevel on the cutter in my neck-turning tool…”
Looking at Craig’s pictures, we’d agree that he didn’t need to cut so far down into the shoulder. There is a simple solution for this situation. Craig is using a neck-turning tool with a rather shallow cutter bevel angle. This 20-degree angle is set up as “universal geometry” that will work with any shoulder angle. Unfortunately, as you work the cutter down the neck, a shallow angled-cutter tip such as this will remove brass fairly far down. You only want to extend the cut about 1/32 of an inch past the neck-shoulder junction. This is enough to eliminate brass build-up at the base of the neck that can cause doughnuts to form.
The answer here is simply to use a cutter tip with a wider angle — 30 to 40 degrees. The cutter for the K&M neck-turning tool (above) has a shorter bevel that better matches a 30° shoulder. There is also a 40° tip available. PMA Tool and 21st Century Shooting also offer carbide cutters with a variety of bevel angles to exactly match your case shoulder angle*. WalkerTexasRanger reports: “I went to a 40-degree cutter head just to address this same issue, and I have been much happier with the results. The 40-degree heads are available from Sinclair Int’l for $15 or so.” Forum Member CBonner concurs: “I had the same problem with my 7WSM… The 40-degree cutter was the answer.” Below is Sinclair’s 40° Cutter for its NT-series neck-turning tools. Item NT3140, this 40° Cutter sells for $14.99. For the same price, Sinclair also sells the conventional 30° Cutter, item NT3100.
Al Nyhus has another clever solution: “The best way I’ve found to get around this problem is to get an extra shell holder and face it off .020-.025 and then run the cases into the sizing die. This will push the shoulder back .020-.025. Then you neck turn down to the ‘new’ neck/shoulder junction and simply stop there. Fireforming the cases by seating the bullets hard into the lands will blow the shoulder forward and the extra neck length you turned by having the shoulder set back will now be blended perfectly into the shoulder. The results are a case that perfectly fits the chamber and zero donuts.”
When neck-turning cases, it’s a good idea to extend the cut slightly below the neck-shoulder junction. This helps keep neck tension more uniform after repeated firings, by preventing a build-up of brass where the neck meets the shoulder. One of our Forum members, Craig from Ireland, a self-declared “neck-turning novice”, was having some problems turning brass for his 20 Tactical cases. He was correctly attempting to continue the cut slightly past the neck-shoulder junction, but he was concerned that brass was being removed too far down the shoulder.
Craig writes: “Everywhere I have read about neck turning, [it says] you need to cut slightly into the neck/shoulder junction to stop doughnutting. I completely understand this but I cant seem to get my neck-turning tool set-up to just touch the neck/shoulder junction. It either just doesn’t touch [the shoulder] or cuts nearly the whole shoulder and that just looks very messy. No matter how I adjust the mandrel to set how far down the neck it cuts, it either doesn’t touch it or it cuts far too much. I think it may relate to the bevel on the cutter in my neck-turning tool…”
Looking at Craig’s pictures, we’d agree that he didn’t need to cut so far down into the shoulder. There is a simple solution for this situation. Craig is using a neck-turning tool with a rather shallow cutter bevel angle. This 20-degree angle is set up as “universal geometry” that will work with any shoulder angle. Unfortunately, as you work the cutter down the neck, a shallow angled-cutter tip such as this will remove brass fairly far down. You only want to extend the cut about 1/32 of an inch past the neck-shoulder junction. This is enough to eliminate brass build-up at the base of the neck that can cause doughnuts to form.
The answer here is simply to use a cutter tip with a wider angle — 30 to 40 degrees. The cutter for the K&M neck-turning tool (above) has a shorter bevel that better matches a 30° shoulder. There is also a 40° tip available. PMA Tool and 21st Century Shooting also offer carbide cutters with a variety of bevel angles to exactly match your case shoulder angle*. WalkerTexasRanger reports: “I went to a 40-degree cutter head just to address this same issue, and I have been much happier with the results. The 40-degree heads are available from Sinclair Int’l for $15 or so.” Forum Member CBonner concurs: “I had the same problem with my 7WSM… The 40-degree cutter was the answer.” Below is Sinclair’s 40° Cutter for its NT-series neck-turning tools. Item NT3140, this 40° Cutter sells for $14.99. For the same price, Sinclair also sells the conventional 30° Cutter, item NT3100.
Al Nyhus has another clever solution: “The best way I’ve found to get around this problem is to get an extra shell holder and face it off .020-.025 and then run the cases into the sizing die. This will push the shoulder back .020-.025. Then you neck turn down to the ‘new’ neck/shoulder junction and simply stop there. Fireforming the cases by seating the bullets hard into the lands will blow the shoulder forward and the extra neck length you turned by having the shoulder set back will now be blended perfectly into the shoulder. The results are a case that perfectly fits the chamber and zero donuts.”
* 21st Century sells carbide cutters in: 15, 17, 20, 21.5, 23, 25, 28, 30, 35, 40, 46 and 50 degrees. PMA Tool sells carbide cutters in: 20, 23, 30, and 40 degrees, plus other angles by special order.
When neck-turning cases, it’s a good idea to extend the cut slightly below the neck-shoulder junction. This helps keep neck tension more uniform after repeated firings, by preventing a build-up of brass where the neck meets the shoulder. One of our Forum members, Craig from Ireland, a self-declared “neck-turning novice”, was having some problems turning brass for his 20 Tactical cases. He was correctly attempting to continue the cut slightly past the neck-shoulder junction, but he was concerned that brass was being removed too far down the shoulder.
Craig writes: “Everywhere I have read about neck turning, [it says] you need to cut slightly into the neck/shoulder junction to stop doughnutting. I completely understand this but I cant seem to get my neck-turning tool set-up to just touch the neck/shoulder junction. It either just doesn’t touch [the shoulder] or cuts nearly the whole shoulder and that just looks very messy. No matter how I adjust the mandrel to set how far down the neck it cuts, it either doesn’t touch it or it cuts far too much. I think it may relate to the bevel on the cutter in my neck-turning tool…”
Looking at Craig’s pictures, we’d agree that he didn’t need to cut so far down into the shoulder. There is a simple solution for this situation. Craig is using a neck-turning tool with a rather shallow cutter bevel angle. This 20-degree angle is set up as “universal geometry” that will work with any shoulder angle. Unfortunately, as you work the cutter down the neck, a shallow angled-cutter tip such as this will remove brass fairly far down. You only want to extend the cut about 1/32 of an inch past the neck-shoulder junction. This is enough to eliminate brass build-up at the base of the neck that can cause doughnuts to form.
The answer here is simply to use a cutter tip with a wider angle — 30 to 40 degrees. The cutter for the K&M neck-turning tool (above) has a shorter bevel that better matches a 30° shoulder. There is also a 40° tip available. PMA Tool and 21st Century Shooting also offer carbide cutters with a variety of bevel angles to exactly match your case shoulder angle*. WalkerTexasRanger reports: “I went to a 40-degree cutter head just to address this same issue, and I have been much happier with the results. The 40-degree heads are available from Sinclair Int’l for $15 or so.” Forum Member CBonner concurs: “I had the same problem with my 7WSM… The 40-degree cutter was the answer.” Below is Sinclair’s 40° Cutter for its NT-series neck-turning tools. Item NT3140, this 40° Cutter sells for $14.99. For the same price, Sinclair also sells the conventional 30° Cutter, item NT3100.
Al Nyhus has another clever solution: “The best way I’ve found to get around this problem is to get an extra shell holder and face it off .020-.025 and then run the cases into the sizing die. This will push the shoulder back .020-.025. Then you neck turn down to the ‘new’ neck/shoulder junction and simply stop there. Fireforming the cases by seating the bullets hard into the lands will blow the shoulder forward and the extra neck length you turned by having the shoulder set back will now be blended perfectly into the shoulder. The results are a case that perfectly fits the chamber and zero donuts.”
* 21st Century sells carbide cutters in: 15, 17, 20, 21.5, 23, 25, 28, 30, 35, 40, and 46 degrees. PMA Tool sells carbide cutters in: 17.5, 20, 21.5, 23, 25, 28, 30, and 40 degrees, plus special short-neck cutters.
Here’s the super-speedy way to turn case-necks. Our friend Erik Cortina figured out how to turn his match cartridge case-necks using his milling machine. Erik told us: “While in Raton, Mid Tompkins told me that he turns his brass on milling machine. He said he could do about 500 in two hours, so I decided to try it.”
Erik fitted a Don Nielson “Pumpkin” neck-turner to the mill, and he used a modified 21st Century case holder to secure the brass. As you can see from this video, Erik was very successful with the process. The tool spins at 1500 rpm, turning Lapua 6.5-284 cases that have been necked up to 7mm.
Video Shows Erik Cortina Neck-Turning Cases with Milling Machine:
Cartridge Brass: Lapua 6.5-284 necked up to 7mm
Lubricant: Lithium grease inside and outside of neck
Neck-Turner: Nielson Pumpkin running at 1500 RPM
It’s hard to argue with Erik’s results. Here are his turned Lapua cases, which have neck-wall thickness consistent to two ten-thousandths of an inch. Think you could do better turning manually?
Some of Erik’s Facebook friends had questions about this process:
Q: Who makes the shell-holder?
Erik Cortina: I did! The shell-holder you can get from 21st Century. I Tig-welded a punch as a handle.
Q: I love the idea of working smarter not harder! Any galling issues? What are your mitigation techniques?
Erik Cortina: No issues. I use lithium grease in spray can. Makes a foam that I dip necks into.
Q: Shouldn’t either the case or the cutter be floating to allow most precise neck turning?
Erik Cortina: Up until [I tried this] I believed the same thing. I was going to build a floating case holder but decided to try rigid setup on a few cases before I built it. Results were great. Neck thickness doesn’t vary more than .0002″, which is same as when I was doing it with floating case holder on the lathe.
Q: Any problems with the Pumpkin changing the cut as it heats up?
Erik Cortina: No — there were no issues with that.
NOTE: Erik Cortina is a very skilled machinist who custom-crafted fittings used for this process. This kind of neck-turning with a milling machine may not be for the everyday hand-loader!
Nielson “Pumpkin” Neck-Turner
The circular orange cutting fixture on Erik’s Milling Machine is a Don Nielson “Pumpkin” neck-turning tool. Don designed this tool to be used by hand or with power. The Pumpkin boasts an eccentric mandrel that allows the cut to be adjusted easily in precise .0001″ increments. Benchresters like this as it allows for very precise control of cut depth and neck-wall thickness.
Jason C., commenting on Erik’s YouTube video stated: “I have a couple of those too. Nothing cuts like a Pumpkin. [Don Nielson] made the best cutter tool ever.” These are still available if you ask around. The photo shows Don with a case-holder mounted to a power assembly. A talented machinist and tool-maker, Don has also been a successful short- and long-range benchrest shooter, who has won NBRSA 600-Yard Championships. CLICK HERE to read about Don’s success with the 6.5×47 Lapua.
Nielson Neck Turner with carbide mandrel. Photo Courtesy Butch’s Reloading.
Do you neck-turn hundreds of cases annually? Then you deserve this outstanding tool. This innovative neck-turning system is truly a game-changer. The 21st Century Shooting Powered Neck-Turning Lathe is quite simply the best system ever created for quickly and precisely uniforming (and reducing) the neckwall thickness of cartridge brass. We have the original manual 21st Century neck-turning lathe, and can attest that it works great. But with the new powered system you can turn necks faster and more efficiently, with less effort. This is like going from a stick shift to an automatic transmission. The cases feed very smoothly and the results are beautiful. Once you’ve tried the Powered Neck-Turning Lathe you won’t want to use anything else. Watch this video to see how it works:
Power is activated by the red button on the end of the blue, horizontal feed handle:
Click the Speaker Button on video frame to play with sound (audio).
The Powered Neck-Turning lathe is a modular system. Swing the bar from right to left to feed the case. The power head (with case holder) glides on stainless steel rails for smooth movement. This allows very precise feed rate. Power is supplied via a button that is built into the end of the feed handle. Push the red button to make the case spin. It’s as simple as that.
The folks at 21st Century Shooting explain why the system works so well: “The floating design of our Neck Turner and Case Driver allows the case mouth (bore) to run on the arbor absolutely concentric. This, therefore, allows the outside diameter to be turned concentric with the inside diameter.”
Here is another video that shows how the lathe system operates:
Click the Speaker Button on video frame to play with sound (audio).
Complete Powered Neck-Turning Lathe System
The powered neck-turning system comes with everything you need, starting at $679.00. This includes: Motor Assembly, Lathe Base, “L” bracket, Neck-Turning Tool, Cutter, Case Holder, Driver, Turning Arbor, Expander Die Body, and Expander Mandrel. 21st Century currently offers a choice of nine popular calibers: .17, .20, .22, .243 (6mm), .264 (6.5mm), .270, .284 (7mm), .30, and .33. The case holders are appropriately sized for the common rim sizes in that caliber. Choose either stainless arbor and mandrel or Titanium Nitride-coated arbor and mandrel (for $20 more). Some of the larger calibers cost a bit more.
If you have ever turned a large quantity of case-necks using power assist, you know that a carbide mandrel can make the job go easier, with better end results. In our experience, when using carbide mandrels (as opposed to ordinary steel), the cases move more smoothly with less heat build-up. Pat Reagin of PMA Tool explains why carbide neck-turning mandrels work better:
Carbide offers several advantages over conventional steel and stainless steel when making any tooling, specifically neck-turning mandrels:
Dimensional Stability — Carbide maintains its dimensions indefinitely during heating and cooling. This eliminates the need to allow the mandrel time to cool every few cases.
Coefficient of Friction and Wear-Resistance — Carbide exhibits a low coefficient of friction value as compared to all steels and wears up to 100 times longer. This reduces (but does not eliminate) the amount of lubricant required.
Galling Resistance — Carbide has exceptional resistance to galling and welding at the surface. This basically eliminates the chance of getting a case stuck on a mandrel due to insufficient lubrication.
Given the benefits of carbide neck-turner mandrels, you may be asking “where can I get one?” Sinclair Int’l offers carbide mandrels for Sinclair neck-turners for $49.99, in a full range of calibers: 17, 20, 22, 6mm, 25, 6.5mm, 270, 30, and 338.
$49.95 Carbide Mandrels from PMA Tool
PMA Tools now also offers carbide mandrels in a full variety of sizes. At $49.95 each, PMA’s carbide mandrels are priced competitively with Sinclair’s mandrels. PMA offers carbide mandrels in .17, .20, .22, 6mm, 6.5mm, 7mm and .30-caliber. These will work with Sinclair Int’l and 21st Century neck-turners, as well as PMA neck-turners. PMA tells us: “We now have carbide neck-turning mandrels in stock. These mandrels are made with high-tech CNC grinding-machinery, and should give you excellent results. We hope to be add other larger-caliber carbide mandrels to our lineup in the future.”
On our main AccurateShooter.com site, you’ll find a good article by G. Salazar on the Basics of Neck Turning. If you’re new to the neck-turning game, or are just looking for good tips on improving your neck-turning procedures, you should read German’s article. Below we offer some highlights and photos from the article, but you’ll need to read the whole story to view all the illustrations and follow all the procedures step by step.
Why Should You Consider Neck Turning?
Let’s assume that your rifle doesn’t have a tight neck chamber that requires neck turning; if you have a tight neck chamber, of course, the answer to the question is “because you have to”. For the rest of us, and that includes the vast majority of Highpower shooters, neck turning isn’t a requirement, but it can be a useful way to bring your ammunition a small but meaningful step closer to that pot of gold at the end of the rainbow: perfection. I’m not talking about a theoretical improvement, but a real one, an improvement that lies in equalizing and optimizing the neck tension of your loaded rounds. Inconsistent neck tension is a real contributor to increased muzzle velocity variance which itself is a significant factor in increased elevation dispersion at long range. So there’s our basic reason for neck turning: to equalize and optimize neck tension in order to reduce elevation dispersion.
The Tools of the Trade
Here you see everything I use and a bit more. The press, a cordless screwdriver (always plugged in, turning is tough on the old battery), a couple of K&M neck turners (one set up for 6mm, the other for .30 caliber) an expander for each size, some Imperial lube, an old toothbrush or two to keep the cutter clean, a handle with a caseholder (for those emergencies when the screwdriver dies and there’s just one more case to go!), steel wool and a tubing micrometer finish the list of tools. Hey, I left the dial calipers out of the picture! They’re always handy, keep them around, but they are useless for measuring neck thickness, so don’t try. I usually use an Optivisor magnifier while I turn necks, very handy for a clear view of what’s happening on the neck.
Expanding the Neck
Put some lube on the inside of the case neck and run it into the expander. Really, this isn’t hard. I prefer to expand each case immediately before turning it as opposed to expanding all the cases and then turning them. Brass is somewhat springy and will tend to go back toward its original size; therefore, by expanding and turning immediately, you are more likely to have all cases fit the mandrel with the same degree of tightness and to get a more consistent depth of cut.
Cutter Adjustment for Cut Depth and Length
All the tools I’ve seen have pretty good adjustment instructions. The only thing they don’t tell you is that you should have five to ten spare cases to get it right initially. Anything of the right diameter will do while you learn, for instance, just use that cheap surplus .308 brass to do initial setup and save the precious .30-06 for when you know what you’re doing. Be patient and make your adjustments slowly; you’ll need to set the cutter for thickness as well as length of cut (just into the shoulder). The depth of cut (brass thickness) takes a bit of fiddling, the length of the cut is generally easy to set.
The Finished Product — A Perfectly Uniform Neck
If you read the whole article, and follow the procedures using quality tools, you should get very good results — with a little practice. To demonstrate, here’s an example of my finished, neck-turned brass. You’ll see there is a perfect, 0.0125″ thick neck. It’s very uniform around the circumference, usually I only see 1 or 2 ten-thousandths variance. Now, with the necks uniformed like this, we can select the bushing size that will give us our preferred neck tension and experiment with various levels of tension, secure in the knowledge that all of the cases will actually have the desired neck tension.












 When neck-turning cases, it’s a good idea to extend the cut slightly below the neck-shoulder junction. This helps keep neck tension more uniform after repeated firings, by preventing a build-up of brass where the neck meets the shoulder. One of our Forum members, Craig from Ireland, a self-declared “neck-turning novice”, was having some problems turning brass for his 20 Tactical cases. He was correctly attempting to continue the cut slightly past the neck-shoulder junction, but he was concerned that brass was being removed too far down the shoulder.
When neck-turning cases, it’s a good idea to extend the cut slightly below the neck-shoulder junction. This helps keep neck tension more uniform after repeated firings, by preventing a build-up of brass where the neck meets the shoulder. One of our Forum members, Craig from Ireland, a self-declared “neck-turning novice”, was having some problems turning brass for his 20 Tactical cases. He was correctly attempting to continue the cut slightly past the neck-shoulder junction, but he was concerned that brass was being removed too far down the shoulder.





 For Neck-Turning, Try STP Blend or Assembly Lube
For Neck-Turning, Try STP Blend or Assembly Lube Another even cheaper option is assembly lubricant. For turning his case necks, RStreich uses assembly lube from an auto parts store. He notes: “The brand I have is reddish in color and kind of sticky like honey. It’s far better than the Imperial die wax I was using before.” There are a variety of types, both with and without moly additive, and you can select the viscosity you prefer if you sample a few brands. Be sure to clean out any lube residue from the inside of your necks when you have completed your neck-turning.
Another even cheaper option is assembly lubricant. For turning his case necks, RStreich uses assembly lube from an auto parts store. He notes: “The brand I have is reddish in color and kind of sticky like honey. It’s far better than the Imperial die wax I was using before.” There are a variety of types, both with and without moly additive, and you can select the viscosity you prefer if you sample a few brands. Be sure to clean out any lube residue from the inside of your necks when you have completed your neck-turning.


 When neck-turning cases, it’s a good idea to extend the cut slightly below the neck-shoulder junction. This helps keep neck tension more uniform after repeated firings, by preventing a build-up of brass where the neck meets the shoulder. One of our Forum members, Craig from Ireland, a self-declared “neck-turning novice”, was having some problems turning brass for his 20 Tactical cases. He was correctly attempting to continue the cut slightly past the neck-shoulder junction, but he was concerned that brass was being removed too far down the shoulder.
When neck-turning cases, it’s a good idea to extend the cut slightly below the neck-shoulder junction. This helps keep neck tension more uniform after repeated firings, by preventing a build-up of brass where the neck meets the shoulder. One of our Forum members, Craig from Ireland, a self-declared “neck-turning novice”, was having some problems turning brass for his 20 Tactical cases. He was correctly attempting to continue the cut slightly past the neck-shoulder junction, but he was concerned that brass was being removed too far down the shoulder.


 The circular orange cutting fixture on Erik’s Milling Machine is a Don Nielson “Pumpkin” neck-turning tool. Don designed this tool to be used by hand or with power. The Pumpkin boasts an eccentric mandrel that allows the cut to be adjusted easily in precise .0001″ increments. Benchresters like this as it allows for very precise control of cut depth and neck-wall thickness.
The circular orange cutting fixture on Erik’s Milling Machine is a Don Nielson “Pumpkin” neck-turning tool. Don designed this tool to be used by hand or with power. The Pumpkin boasts an eccentric mandrel that allows the cut to be adjusted easily in precise .0001″ increments. Benchresters like this as it allows for very precise control of cut depth and neck-wall thickness. 


 $49.95 Carbide Mandrels from PMA Tool
$49.95 Carbide Mandrels from PMA Tool








