Detail from Doan Trevor rimfire prone stock (Fiddleback Walnut) with Stiller 2500 X Action.
New Mexico Gunsmith Doan Trever is a true wizard with wood. At Doan Trevor Custom Rifle Building, he crafts stunning figured wood stocks, and also builds complete wood-stocked and fiberglass-stocked rifles that shoot as good as they look. Doan is a true master, with a mind for function and an eye for beauty. The ability to hand-craft wood is becoming a lost art. For this Sunday, we celebrate four projects crafted by Doan: two complete rifle, a special F-Class stock built for multiple actions, and an F-TR stock for a Sako action. Visit DoanTrevor.com to view find dozens of other stunning stocks and complete rifles.
Mausingfield America Rifle with English Walnut Stock
Doan told us: “This is a highly figured piece of English Walnut with burls and flowers. Along the bottom of the stock there’s a burl/flower that looks like an owl and one side looks like the Sandia Mountains. This rifle is in 30 PCR. Doan adds: “The owner is enjoying this rifle immensely.”
Walther KK500 (Twin Trigger), English Walnut Laminate Stock with Fiddleback Accents
About this unique rig Doan notes: “This left-handed rifle has two triggers. It has an electronic trigger AND a mechanical trigger. With the wood stock option, the charging cable needs to be modified modify in order to clear the trigger extension to be able to charge. Also, keeping with aesthetics, I made it able to remove the trigger guard in order to charge more easily. Removing the trigger guard does not change the bedding.”
American Walnut F-Class Stock with Figured English/Claro Walnut Fore-End Inlay
Doan explains: “The owner has three actions with the same barrel block mounting system. He wanted to be able to use one stock. I built a bedding system that would accomplish this task. The two pieces of Claro Walnut on the fore-end are mirror copies.”
F-TR Stock for Sako 85 with Johnny Byer Stock Blank
Here’s a handsome F-TR rig. Doan reports: “The pistol grip cap is a piece of Screw Bean Mesquite Wood from my old front yard in Albuquerque. (I live in Rio Rancho, NM now.) Take a look at the bottom photo with the blue background, the rifle doesn’t have any stippling yet. Sometimes, you have stippling as the last step. There’s no room for error when this order of events is necessary.”
Doan Trevor is a master gunsmith and stock-maker who works in the old style. He still hand-crafts stocks from start to finish, and does all the metal-work on the custom rifles he builds. Starting with highly-figured woods, Doan carves and shapes his stocks largely by hand, with meticulous attention to detail. Each rifle he builds is optimized for its intended discipline, and custom-fitted for the customer.
With photography by Doan’s talented wife Sue, Doan has created a website, DoanTrevor.com, that is a feast for the eyes. You can see beautiful wood-stocked rifles being hand-crafted. Doan also illustrates how he creates custom metal parts, and how he beds barreled actions into the finished stocks.
Definitely visit Doan’s website. Be sure to click on the site’s secondary pages: Rifle Building, Woodworking, and Metalworking. There you’ll find info on wood-working plus hundreds of high-quality photos.
Contact Doan Trevor
Doan Trevor Custom Rifle Building
Website: DoanTrevor.com
Email: doantrevor@gmail.com
Phone: 714-457-5566
Products and Services: Custom rifle building for High Power, F-Class, Long Range, and Smallbore shooters. Fancy Wood and Fiberglass Rifle Stocks, Custom Grips for Rifles, and Offset Sights.
Share the post "Sunday Gunday: Master of Wood — Doan Trevor Custom Rifles"
There is a good article on gun safes in SHOT Business, a publication for the NSSF SHOT Show audience. Written by Christopher Cogley, this Safe Spaces Article offers some very important things to consider when purchasing a gun safe. Here are key points from that article:
Safe Security — The security of a gun safe comes down to two main factors: the thickness of the steel and the construction of the safe. When it comes to construction, look for a safe that has continuous welded construction instead of bolts or spot-welding, which are easier for trained gun thieves to cut through with torches or high-power saws.
Lock Options — Traditional combination locks are arguably the simplest choice. The downside, though, is they don’t provide quick access to firearms in an emergency. Electronic and biometric keypads provide quicker access — but be sure to replace the batteries every year.
Fireproof Rating — Aside from theft, the biggest threat to your firearms is fire. Unfortunately, the fireproof rating on gun safes can be confusing because there is no single, “standard” fireproof rating. As a general rule, the fireproof rating states how long a safe can be exposed to a fire of a particular temperature and maintain a temperature inside the safe of no more than 350 degrees F. To put this in context, the average house fire creates temperatures between 800 and 1,200 degrees F.
Where to Place a Gun Safe in Your Home
The Safe Spaces article includes advice from Stephen Hall, CEO of Lock It Up Safes. Hall addressed the question: “Where should I put my safe?”
Hall states: “Ease of installation should NOT be the foremost consideration when making this decision. Putting a safe in the garage has both pros and cons. We see some retailers recommend the garage solely because they don’t have the right team on board to install safes in other locations, and wheeling one into the garage is the easy way out.
Putting a safe in the garage is fine if that is the only place you an put it, but most want the safe in the home, where they can get to it quickly. Temperature and humidity are important considerations as well, and both are more easily controlled in a house rather than in the garage.
One advantage to garage installation is the concrete floor provides a solid base for safe installation. Houses built on concrete slabs also offer a solid anchor on the first level. If the safe needs to go to an upper floor, the weight of the safe and its contents need to be factored in.”
Place Safe Against Outside Wall
Hall recommends placing your gun safe against an outside wall: “In case of fire, the safe will typically last longer as there is not a lot that can burn on one side of the safe, thus keeping it cooler.”
Don’t Make the Mistake of Buying an Undersized Safe
The most common mistake people make when buying a gun safe is getting a safe that’s too small. This video explains why you should probably invest in a bigger safe. First, the rated gun capacity is exaggerated — rifles with mounted optics, long barrels, wide forearms and/or pistol grips take up considerably more space than a small rimfire rifle or a lever gun with iron sights. Second, your gun collection will likely grow in years to come. Third, you may want to store other valuables in the safe — such as vital documents, jewelry, watches, and pricey electronics. In this video the host notes: “Get a much larger safe than you think you’ll need at first. This will guarantee that you will have enough room for future purchases and all the guns and equipment you currently have.”
Recommended Safe Features for Long-Gun Storage
Editor’s Recommendation:
Budget $1200-1500 for a safe from a major maker, with external hinges, and an interior at least 58″ high. That gives you room for 30″-barreled rifles with a top shelf for handguns and other valuables. A rotary rack and slide-out drawers are great additions.
Keypad or Dial? We favor rotary dial locks. With minimal maintenance they will function flawlessly for decades. But the digital locks offer quick-access and convenience. If you go digital, get a commercial-grade unit.
Fire-lining is worth getting, but a thin layer of sheet-rock doesn’t make a safe truly “fire-proof”.
Interior at least 58″ High and 30″ wide Overall Weight 750+ Pounds 8 Gauge or Heavier Wall Thickness Double-Wall, Composite Door with Relockers Minimum UL RSC Rated. TL-15 or TL-30 Rating is Desirable External Hinges
Mechanical UL Group II (or better) Lock with Standard Dial Or UL Type 1 Commercial-Grade Electronic Lock
Custom Interior Suitable for Scoped Guns with Long Barrels On-Door Storage System for Non-scoped Long Guns OR Rotary Gun Rack for Scoped Rifles and ARs
Internal (sandwiched) Insulator, Reinforced if Sheet-rock Palusol? Heat-Activated Expanding Door Seals
Slide-out Drawers for Handguns Fire-lined Inner Safe for Paper and Media
Low Gloss, Rust-resistant External Finish Pre-Drilled holes for Lag Bolts and in Rear for Electric Cord Overhead Fluorescent Lamp and/or LED Mini-lights on Strings
Share the post "Gun Safes: Key Things to Consider — Size, Locks, Steel Thickness"
The Shooting Sports USA website includes two excellent articles about the basics of metallic cartridge reloading. These two articles provide an excellent summary of the key procedures. If you are new to reloading, we recommend you read both articles:
Part II is particularly helpful because it explains the entire reloading process step-by-step, with 14 listed steps. The author notes: “In this, the second installment on metallic cartridge reloading, we’ll follow the sequence of steps involved in reloading a rifle cartridge and refining a metallic cartridge load. These steps are based on the use of a single-stage reloading press and a separate priming tool.”
Much important advice is provided as this article runs through the 14 Steps of Reloading. For example, when explaining Step 13, Bullet Seating, the article states:
“Proper seating depth is critical. Too much bullet protrusion and the cartridge may not work through the gun’s magazine, or it may fail to chamber. Too little and the bullet intrudes excessively into the powder chamber, decreasing volume and raising pressure. Neck tension is also important; any bullet that fails to seat with some resistance may be held only loosely by the neck and may be driven back into the case when the round is chambered, especially in semi-automatic arms.”
Important Guide to Detecting Over-Pressure Signs in Brass
As an example of the invaluable advice provided in these two articles, here’s a sample from Part II that explains how to determine if your load is over-pressure. We recommend that EVERY reader read this twice. There are more things to consider than a stiff bolt lift. You need to inspect cartridges very carefully:
Share the post "Step-by-Step Guide to Cartridge Reloading"
Retro is back — at least in the CMP’s Standard Modern Military Rifle AR class. Though Service Rifle competition has evolved to allow optics and heavy barrel profiles, the Standard Modern Military Rifle (AR category) is truly a “blast from the past”. Overall weight is limited to 7.5 pounds, and the rifle must be equipped with iron sights (Rule 5.2.3). In addition, the rifle must “be based on the M-16 rifle or be based on an AR design” with “exterior configuration similar [to] the original military or military-type rifle”. See Rules.
With this in mind our friend Dennis Santiago has put together his own AR-platform Standard Modern Military Rifle for matches run under CMP Games Competition Rules. This is not quite a classic AR, as it has a metal free-float handguard (vs. plastic handguards), but it IS light (7.3 pounds), and it does have iron sights — a key requirement for Standard Modern Military class rifles. CMP Rulebooks — All Classes.
Here is Santiago’s CMP Modern Military Rifle (Standard Class) with an ultralight free float tube that has a titanium barrel nut, and mechanical, center-able front sight. The barrel is an AR-Stoner brand 20″-long 1:7″ Government contour chambered in 5.56×45 NATO. Dennis says: “This makes the 7.5-lb weight limit with a few ounces to spare. We’ll see how well it drives soon enough.”
Dennis explains: “The Standard Modern Military (AR) is a category of military-style rifle that shoots the 200-yard, 30- or 50-shot courses alongside the M1 Garands, Springfields, Vintage, and M1 Carbines. This one boasts a Midwest Industries (MI) ultralight Free-float Handguard and a Yankee Hill folding front sight. Any Government contour or thinner profile rifle-length gas tube barrel with a 0.750″ gas block will work.” Colt makes a suitable Government Contour 20″-long, 1:7″-twist barrel, sold by MidwayUSA.
To test the accuracy of his rifle, Dennis fitted a Mantis-X unit on the top of the float tube. The Mantis-X records the movement of the rifle to interpolate shot placements. Dennis reports: “I spent some extra time at the range grabbing a decent zero for my Modern Military rifle. I stuck a Mantis-X on it to record a few shots shooting offhand at the plates at 200 yards. It drives very easily even with no shooting coat or glove.” The Mantis-X is attached just forward of the carry handle, on top of the MI free-float handguard. The Mantis-X works with live fire as well as dry fire. It communicates via BlueTooth to a smartphone App.
Rifle Shoots Well with 77gr Sierra MatchKings
The gun is presently zeroed with 77gr Sierra MatchKing ammunition. Dennis reports his rifle “can easily hold the X-Ring on an SR target for both 100-yard and 200-yard CMP Modern Military Games matches. And it’s fun to shoot!”
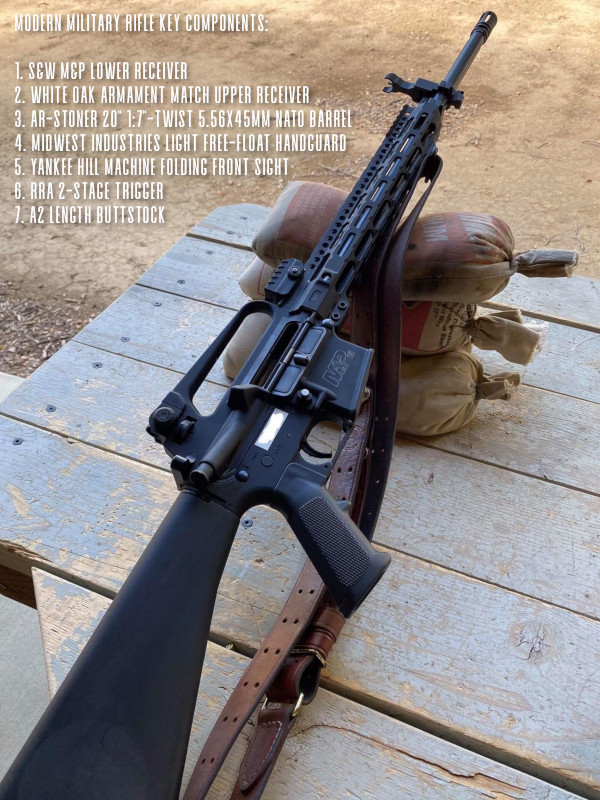
CMP Standard Modern Military Rifle (AR Class)
This rifle is built from carefully selected and fitted parts to conform to the CMP’s 7.5-pound weight limit iron-sighted rifle rule. Officially, this is a CMP Standard Modern Military Rifle, Class “A” (AR type).
1. S&W M&P lower receiver
2. White Oak Armament match upper receiver with 1/4×1/4-MOA pinned rear sights
3. AR-Stoner 20″ 1:7″-twist 5.56x45mm NATO Government contour barrel from MidwayUSA*
4. MidWest Industries ultralight free-float handguard with a Titanium barrel nut
5. Yankee Hill Machine folding front sight with a 0.072″ square front pin
6. RRA 2-stage trigger
7. A2 length buttstock
Easy Rifle Build Using Mostly Existing AR Parts, Plus New Barrel and Free-Float Handguard
Dennis was able to put his Modern Military AR together using components he had collected over the years: “Most of these parts were already in my bin of old AR parts available to be recycled. The barrel and free-float handguard were the only new acquisitions.” And with the AR’s modular format, this was an easy build: “Assembly time was about 30 minutes. I’ve done these parts swaps so many times now.”
Key Rules for Standard Modern Military Rifle (AR Type)
Dennis Santiago’s new AR rifle was built as a “Standard U.S. Modern Military Rifle”, Class A (AR Type), as specified in the CMP Games Competition Rules.
5.2.3 Standard U.S. Modern Military Rifles, Class A
Category A Standard Modern Military Rifles must comply with these requirements:
a) Rifles must be based on the M-16 rifle or be based on an AR design;
b) Rifles must be manufactured by a USA manufacturer;
c) Rifles must be equipped with issue-type metallic front and rear sights; rear sights with adjustments finer than one minute of angle are permitted;
d) Total rifle weight, with sights and without sling, may not exceed 7.5 pounds;
e) Rifles may be fitted with a float tube or free-floating handguard. A nonadjustable sling swivel may be attached to the forward end of the handguard; and…
f) The rifle must be chambered for the 5.56x45mm or .223 Remington cartridge.
Also, from Rule 5.2.2:
a) The exterior configuration of the rifle must be the similar to that of the
original military or military-type rifle;
b) The trigger pull may not be less than 4.5 lbs.;
Comments from other Modern Military Rifle Shooters:
“I built a Modern Military [Standard]. It was tough getting below the 7.5-lb [limit]. I had to carve off a bunch of the 20″ barrel diameter but wanted to stay with it for sight radius (over a 16″). I would just as soon shoot that little iron-sighted rifle at 200 yards as my 15-lb Nightforce-scoped Service Rifle. I love that little rifle.” — Kenneth S.
“I’m building one of these that will make 7.5-lb [Standard Modern Military] weight limit, with the long barrel and long sight radius. This has been on my list this winter.” — Tom K.
“We found that turning down a National Match barrel and taking a few inches off of it made a very accurate rifle.” — Jack A.
“My old (complete) A2 upper has been sitting forlorn on a shelf for a couple of years now. Perhaps I need to do a [Standard Modern Military] build of my own.” — Derek D.
Dennis Santiago replied: “Derek — that’s the reason I was attracted to this. I had bought a brand new WOA A2 pin upper receiver to make a new upper then the scope rule was adopted and it was all flat tops. This gives new purpose to the old parts.”
CMP Rules Defining Modern Military Rifles
Standard vs. Unlimited, Class A vs. Class B
There are actually two different classes of Standard Modern Military Rifles, Class A for AR-type rifles and Class B for other military-style rifles, such as the M1A and FN-FAL. Ok, got that? Now, in addition, there is also a second division for UNLIMITED Modern Military Rifles, again with two classes (Class A — AR-type and Class B — other military rifles). These unlimited rifles can have optics, heavier weights, modern-design adjustable-length stocks, and other upgrades. Here is Rule 5.2.2 from the current CMP Games Rifle and Pistol Competition Rules:
For many riflemen, reading the wind is the toughest challenge in long-range shooting. Wind speeds and directions can change rapidly, mirage can be misleading, and terrain features can cause hard-to-predict effects. To become a competent wind reader, you need range-time and expert mentoring. In the latter department, Frank Galli, founder of Sniper’s Hide, offers a detailed digital resource: Wind Reading Basics for the Tactical Shooter.
Wind Reading Basics is much more than a 47-page eBook — it has charts, instructions for ballistic calculators, and even embedded videos. Galli explains: “We break down the formulas, walk you through using a ballistic computer, and give you all the information in one place. From videos, to useful charts, we make it simple to get started. It’s all about having a plan, and we give you that plan.”
Galli’s Wind Reading Basics, priced at $7.99, can be downloaded from iTunes for iPads, iPhones and iOS compatible devices. Here are sample sections from the eBook (which includes videos):
Share the post "Wind Reading Basics for PRS and NRL Competitors"
Do you often carry a concealed handgun? Then you can benefit from Beretta’s FREE 15-page e-book, Ten Essential Tips for CCW Holders. This eBook, in handy PDF format, helps gun owners select an appropriate handgun (and holster), understand legal obligations and responsibilities, and train effectively with the firearm. This short PDF eBook offers many useful tips to consider, in particular for gun owners who are contemplating the pros and cons of everyday carry for themselves.
As the Beretta CCW booklet says, “Carrying a concealed handgun requires a certain amount of confidence. You need to be confident in your knowledge of laws and regulations. You have to have confidence in your accuracy, and you need to trust that you can carry a gun effectively, securely and comfortably. If a gun is a burden for you to carry, you probably won’t.”
Surprising Facts About Actual Defensive Handgun Use
You may be surprised to learn when and how handguns are actually used for self-defense. Most defensive uses are at very short range and the incident only lasts a matter of seconds. You need to be prepared, and train to be proficient drawing and aiming your weapon. And remember, shooting is a last resort, when a safe retreat is not available.
55% of gunfights take place in 0-5 feet.
20% of gunfights take place in 5-10 feet.
20% of gunfights take place in 10-21 feet.
95% of gunfights take place in 0-21 feet. (Source: FBI)
The average man can cover 21 feet of ground in 1.5 seconds.
The average gunfight is over in 3-5 seconds.
3 to 4 shots are usually fired.
Most gunfights take place in low-light conditions.
On average, one shot in four strikes someone.
Here are two (2) sample pages from Beretta’s CCW eBook.
Share the post "Ten Essential Tips for Concealed Handgun Carry"
Top is a CZ 457 MTR; middle Anschutz with BR stock; bottom is Bergara B14R in DPT Chassis.
With the variety of rimfire disciplines, from cowboy action to Olympic three-position smallbore, there are countless different rimfire designs on the market — bolt guns, lever guns, single-shots, toggle-links and more. These may shoot the same ammo, but they certainly vary in looks and ergonomics. This is testimony to human creativity.
In our Shooters’ Forum, you’ll find a long-running thread showcasing rimfire rifles for plinking, hunting, 3P Target Shooting, Silhouette, Rimfire F-Class, NRL22 and more. Here are some of the notable recently-posted rifles in that Forum thread, with brief build/component details.
ARA Benchrest Rifle with Stiller Action, Shilen Ratchet Barrel
Forum member Peebles24 showcased his cool flame-paint-job .22 LR benchrest rifle against a scenic, snowy background (never too cold to shoot right?). “I had a new rifle built this past fall by Mark Penrod at Penrod Precision. Stiller 2500X action, Shilen ratchet barrel, Jewell trigger, McMillan stock, Harrell’s tuner, Sightron SIII 10-50×60mm glass. I’m shooting it off my Arnold Machine one-piece rest made locally by Cliff Arnold. I visited the Lapua Testing Center East and got a case of Midas+.” For ammo testing results, click photo at right.
In late April the gun competed in its first ARA benchrest match in Wabash, Indiana.
Beautiful MasterClass-Stocked Rifle for Rimfire F-Class
Here is a handsome rifle belonging to Forum member Redd. Set up for prone Rimfire F-Class-style competition, this rig features a Shilen Ratchet barrel with Erik Cortina Tuner fitted to a Stiller 2500X action. It boasts a beautiful MasterClass figured Walnut stock and rides on a SEB Joy-Pod bipod up front. The optic is a Nightforce 40x45mm Competition.
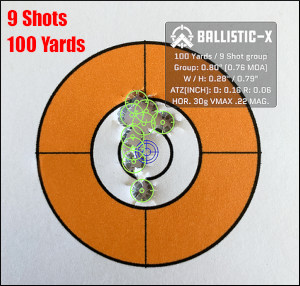
CZ 457 .22 Magnum Transformed with KRG Bravo Stock
Forum member JAS-AS purchased a .22 Magnum CZ which he revived as a training rig with a new stock. He posted: “I use a CZ457 in .22 Magnum mainly as a trainer — bipod and rear bag kind of stuff. It has evolved over the last year or so. Next change will be a Lilja barrel. This because it can shoot brilliantly (at times) but not consistently. And accuracy degrades as it gets minimally dirty. Also, it doesn’t like 40gr rounds — the groups open up to 1.5 MOA. It’s at its best with 30 and 35 grain rounds running at up to 2250 fps. I believe that to be a twist-rate issue.”
The “Before” photo shows the rifle “as purchased” with a Nikon Monarch 4-16x42mm mildot scope. The “After” image shows the CZ 457 as modified. JAS-AS notes: “I added a bunch of stuff: KRG Bravo stock, Vortex Strike Eagle 5-25x56mm FFP scope, new bipod and Precision Underground bag, trigger spring. With this setup I shoot at 100 yards+ exclusively.” Show at right is a 9-shot group with the rifle at 100 yards. Three-shot groups at 100 have been below half-MOA.
Savage Mark II Squirrel/Field Rifle
This Savage Mark II rifle isn’t fancy, but it has brought much satisfaction to its owner, Forum member “Ohio Varmint Shooter”. He posted: “Just a nice field gun. Less than $200 (without scope). Cheap wooden stock, thin pencil barrel. My squirrel/field gun. There is absolutely nothing special about this… except it’s lefthanded. It shoots fine, preferring CCI standard velocity rounds. I did splurge and put a more-than-needed scope on it. Most scopes with fixed parallax (in this category), have it fixed at 50 yards. I wanted variable parallax so I could set it at 35 yards. I don’t know if it really makes any difference, but I do try to go for accurate head shots. The scope is also a little overkill in magnification, but it does help with the head shots and my aging eyes.”
“As a youth in the 70s, I always dreamed of a left-handed bolt. So getting back into shooting/hunting about 8 years ago, I was delighted to discover this gun. Growing up I had a semi-auto 22, but being a lefty … it would spit powder on my face.” — Ohio Varmint Shooter
Tikka T1x Action in Eliseo Competition Machine Chassis
Here is Gary Eliseo’s personal Rimfire Match Target Rifle with Tikka T1x action. The T1x action is carried in Competition Machine Rimfire Chassis. Gary also posted some recent 100-yard groups, using SK rifle match ammo in this rifle. Gary runs Competition Machine LLC and produces the chassis system for this cool rig, along with outstanding Across-the-Course, High Power, and F-Class chassis systems for rimfire and centerfire rifles.
Vudoo Action Benchrest Rifle with Benchmark 3-Groove Barrel
Here is a classy benchrest rig belonging to Forum member FCJIM. It features a Vudoo LBRP action, Benchmark 3-groove barrel, Harrell’s Precision tuner, NightForce Benchrest scope, and McMillan Edge stock. The stock work was done by Doan Trevor, while FCJIM did the metal work himself, using a Nevius reamer. This rig likes to shoot ELEY Black and Lapua Midas+ ammo.
Last but not least, here is a “blast from the past”. This classic lever-action single shot is crafted by CPS Rifles (Paul Shuttleworth), a boutique gun-maker specializing in single-shot rifles, particularly reproductions of the Stevens 44 1/2. Note the richly-figured wood and the lovely color case-hardening on the receiver. There is a dual Set Trigger system. You pull one trigger through a relatively long stroke until it clicks. The the second trigger breaks the shot (and drops the hammer) with just a few ounces of pull weight. This rig, fitted with MPA Vernier-type tang sights, belongs to Forum member “Mills” from Texas.
Share the post "Sunday Gunday: Rimfire Rifle Showcase, Multi-Discipline"
Photo 1: Three Near-Equal-Weight 7mm Bullets with Different Shapes
TECH TIP: Bullets of the same weight (and caliber) can generate very different pressure levels due to variances in Bearing Surface Length (BSL).
This article, from the USAMU Facebook Page, concerns reloading safety. In the relentless quest for more speed and flatter ballistics, some hand-loaders load way too hot, running charges that exceed safe pressure levels. Hint: If you need a mallet to open your bolt, chances are your load is too hot. Stay within safe margins — your equipment will last longer, and you won’t risk an injury caused by over-pressure. In this article, the USAMU explains that you need to account for bullet shape, diameter, and bearing surface when working up a load. Don’t assume that a load which is safe for one bullet will be safe for another even if both bullets are exactly the same weight.
How Bullet Profile and Bearing Surface Affect Pressure Levels
Today, we continue our handloading safety theme, focusing on not inadvertently exceeding the boundaries of known, safe data. Bullet manufacturers’ loading manuals often display three, four, or more similar-weight bullets grouped together with one set of load recipes. The manufacturer has tested these bullets and developed safe data for that group. However, seeing data in this format can tempt loaders — especially new ones — to think that ALL bullets of a given weight and caliber can interchangeably use the same load data. Actually, not so much.
However, bullet designs include many variables such as different bearing surface lengths, hardness, and even slight variations in diameter. In fact, diameters can occasionally range up to 0.001″ by design. Thus, choosing untested bullets of the same weight and caliber, and using them with data not developed for them can yield excess pressures.
This is only one of the countless reasons not to begin at or very near the highest pressure loads during load development. Always begin at the starting load and look for pressure signs as one increases powder charges.
Bullet Bearing Surface and Pressure
Bullet bearing surface length (BSL) is often overlooked when considering maximum safe powder charges and pressures. In Photo 1, note the differences in the bullets’ appearance. All three are 7 mm, and their maximum weight difference is just five grains. Yet, the traditional round nose, flat base design on the left appears to have much more BSL than the sleeker match bullets. All things being equal, based on appearance, the RN/FB bullet seems likely to reach maximum pressure with significantly less powder than the other two designs.
TECH TIP: Bullets of the same weight (and caliber) can generate very different pressure levels due to variances in Bearing Surface Length (BSL).
Bullet 1 (L-R), the RN/FB, has a very slight taper and only reaches its full diameter (0.284 inch) very near the cannelure. This taper is often seen on similar bullets; it helps reduce pressures with good accuracy. The calculated BSL of Bullet 1 was ~0.324″. The BSL of Bullet 2, in the center, was ~0.430″, and Bullet 3’s was ~ 0.463″. Obviously, bullets can be visually deceiving as to BSL!
Some might be tempted to use a bullet ogive comparator (or two) to measure bullets’ true BSL for comparison’s sake. Unfortunately, comparators don’t typically measure maximum bullet diameter and this approach can be deluding.
Note: Due to time constraints, the writer used an approximate, direct measurement approach to assess the bullets’ different BSLs. While fairly repeatable, the results were far from ballistics engineer-grade. Still, they are adequate for this example.
Photo 2: The Perils of Measuring Bearing Surface Length with Comparators
In Photo 2, two 7mm comparators have been installed on a dial caliper in an attempt to measure BSL. Using this approach, the BSLs differed sharply from the original [measurements]. The comparator-measured Bullet 1 BSL was 0.694” vs. 0.324” (original), Bullet 2 was 0.601” (comparator) vs. 0.430” (original), and Bullet 3 (shown in Photo 2) was 0.602” (comparator) vs. 0.463” (original). [Editor’s comment — Note the very large difference for Bullet 1, masking the fact that the true full diameter on this bullet starts very far back. You can use comparators on calipers, but be aware that this method may give you deceptive reading — we’ve seen variances just by reversing the comparators on the calipers, because the comparators, typically, are not perfectly round, nor are they machined to precision tolerances.]
Thanks to the U.S. Army Marksmanship Unit for allowing the reprint of this article.
Share the post "How Bullet Bearing Surface Length Affects Case Pressure"
We like well-executed DIY (Do-It-Yourself) projects. You can save money with DIY projects, and often create something unique and special that can’t be purchased from any vendor. That’s the case with this very cool double shooting bench built by Jacob D., a pilot and 6.5 Creedmoor shooter. The design of the bench is smart — it allows two right-handed shooters, but it can also handle a right-hander and a left-hander. (The lefty sets up in the right half of the bench.)
Jacob, who flies for Arizona’s Mesa Airlines, built his own side-by-side benchrest shooting bench. He then posted photos of this on the 6.5 Creedmoor Group Facebook Page. We like this — very nice work Jacob!
Jacob writes: “Sighting in my new Ruger Precision Rifle with Leupold VX3i LRP 6.5-20x50mm and Burris tactical rings, using my benchrest table I built. Very happy with the combo!”
There is plenty of room for two shooters and two rifles on Jacob’s big and sturdy DIY shooting bench.
Share the post "Double Wooden Shooting Bench — Impressive DIY Project"
AR-platform rifles can be maintenance-intensive beasts. They need regular inspection, cleaning, and lubrication. But some AR owners make the situation worse by not regularly cleaning important small parts, or by using too MUCH oily/greasy lubricants in the wrong places. A properly maintained and lubricated AR15 can shoot hundreds of rounds (between cleanings) without a problem. If you learn where (and where not) to apply lubricant, you’ll find that your AR will run more reliably and the task of cleaning the bolt, bolt carrier, and upper receiver internals will be less of a burden.
Here we showcase videos that show how to field-strip an AR-15, inspect the key parts, clean components, and lubricate internal parts as needed. Along with these videos, we recommend you read the comprehensive AR-15 Gun Cleaning Clinic article on the Brownells website. This explains in detail important procedures that the videos might only cover in a few seconds.
If you want to keep your black rifle running smoothly and reliably, you must clean it regularly and follow the correct maintenance procedures. Here are five videos that explain how to properly disassemble and clean AR-platform rifles.
1. How To Clean Your AR-15 | Cleaning and Maintenance Tips
This is a quick 90-second starter video that may help new AR owners. Ricky Lehnhardt of OTIS Technology demonstrates the basics of cleaning and maintaining your AR-15. Lehnhardt does a good job identifying the points that need cleaning on the inside of ARs. However he works very quickly in the video. You may want to pause the video at some points. Also, Lehnhardt employs a cable for pulling patches and brushes through the barrel. Yes this is fast and easy. However, for match AR rifles, we recommend that you instead use a cleaning ROD with fitted bore guide.
2. Take-Down and Full Cleaning of AR-15 by Jerry Miculek
Here ace shooter Jerry Miculek takes down and cleans an AR-platform rifle belonging to his daughter Lena. This is a good video because Lena’s rifle was “run hard and packed up dirty” so you can see where carbon and grease build up. This 35-minute video is very thorough. Jerry is one of the nation’s top action carbine shooters, so listen carefully to his advice on cleaning and lubrication.
3. AR-15 Maintenance: Field-strip, Clean and Lubricate an AR-15
Gunsite Academy instructor and gunsmith Cory Trapp demonstrates the proper way to field-strip, clean, and lubricate an AR-15 carbine. In this 30-minute video, Trapp offers several important technical tips and hints. For example, at 11:05 Trap demonstrates how to determine if your bolt needs new gas rings. Along with cleaning procedures, this video explains how to inspect key components and how to function-test your AR before each shooting session.
4. AR-15 Dissassembly and Cleaning Guide
This video does a good job, with close-ups, showing how to remove the bolt carrier and clean the inside of the upper receiver. Then you can see how to work with various tools to clean the bolt, bolt carrier, and inside of chamber. We also recommend that you inspect the ejector recess and extractor recess. When we’ve inspected ARs that failed to cycle properly, we have often found nasty gunk (mixture of carbon, greasy lube, and brass particles) in these areas.
5. Basic AR-15 Quick and Easy Field Maintenance
In this NSSF-sponsored video, pro shooter Ryan Muller demonstrates basic, quick field maintenance of his AR-15. This would be for a quick cleaning and lubrication of the reciprocating parts. This covers rapid maintenance in the field. For full field-stripping and thorough cleaning, watch the previous videos.
Handy Mat for Cleaning AR Rifles
When working on an AR-15, it’s smart to have a pad that can absorb solvents and cushion your upper and lower. The $24.99 Real Avid Smart Mat is a good choice. This features printed take-down instructions and it has a handy parts tray on the right side. The mat rolls up for convenient storage. Click HERE to learn more.
Vital Inspections You Should Do After Disassembly
Last but not least, here are recommended inspections you should do every time you do a full field-strip and cleaning of your black rifle:
Share the post "How to Clean and Maintain AR-Platform Rifles — Helpful Videos"
Spring varmint season is well underway, and we just showcased six groundhog hunting videos. So here’s a very accurate Half-Mile ‘Hog rifle, that can drill a groundhog at long range. While just about any cartridge from a 22 Magnum on up will do the job on a groundhog at close range, when you want to “reach out and touch” your prey at very long distance, it takes a case capable of tossing a heavier, wind-bucking projectile at ultra-high speeds. This week we feature a 6mm Remington Ackley Improved (6mm AI) belonging to our friend John Seibel, who ran the Varmints for Fun website for many years.
John’s handsome BAT-actioned rifle sends the 87gr V-Max at a blistering 3675 fps. With its 1/4-MOA accuracy and flat-shooting ballistics, this gun is a varmint’s worst nightmare, a rig that regularly nails groundhogs at a half-mile (880 yards) and beyond.
Quarter-MOA Accuracy For Long-Distance Varminting
GunDay Report by John Seibel
John reports: “So far this gun has been an awesome long-distance varmint rig, with enough velocity to smack those critters hard at 800 yards and beyond. I have some more testing to do, but it seems that the 87gr V-Max (molyed) pushed by 52 grains of N160 or 51.5 grains of RL-19 shoots very well indeed. Velocity runs around 3675 fps. I shot consistent 1″ groups at 500 yards with both of these loads. Warning: These are max loads that work in my rifle, so start at least 10% lower and work up.
My fire-forming procedure is just jam and shoot. I start with a powder (such as H414) that works for the parent case, fire a few cases as I work up the load to where I get a well-formed case, then shoot them at varmints. Then I work my load up with the newly-formed cases over a chrono. If a load looks good at 100 yards, I will go straight for 200 yards. I’ve seen that some loads which grouped well at 100 won’t shoot well at 200. If it is consistent at 200, then I’ll shoot it a steel plate at 500 yards. Then the truth will be told.
Man I love that BAT action! I have tried some Berger 88gr Lo-Drag bullets as well. They have the same BC as the V-Maxs but offer excellent accuracy. The action is BAT’s Model B round action configured Right Bolt, Left Port, with a fluted .308-faced bolt. The port is 3.0 inches wide — perfect for the 6mm Rem Improved cartridge’s OAL. I use a NightForce 8-32x56mm NXS scope mounted to BAT’s 20-MOA aluminum Weaver-style base. I use Burris Signature Zee rings because they are self-aligning and easy on scope tubes, plus you have the option of adding more MOA if needed.
Krieger with Harrell Brake
The barrel is a stainless Krieger 1:12″ twist Heavy Varmint contour, finished at 26″. I installed a Harrell’s muzzle brake because I hate recoil and I like to be able to spot my hits when target shooting and hunting–especially hunting.
When hunting I am usually by myself so when I eyeball a varmint I want to see my shot flatten him … and I hardly ever miss (heh-heh). Make sure you have your earplugs in though — that muzzle brake is loud!
Easy-Steering Thumbhole Varminter
The stock is Richard’s Custom Rifles Model 005 Thumbhole Varminter. This is a big stock that rides the sand bags very well. Took me a while to get used to this stock as I had never shot a thumbhole before. It is very comfortable and easy to control when you are shooting a moving target. In fact, my first kill with this rifle was a coyote at a little over 200 yards, she was moving along at a slow clip and I had to give her the ole’ Texas heart shot before she disappeared over a hill! (It’s pretty rare for me to shoot moving varmints though — at long-range, I want my cross-hairs steady on the target.)
Regarding the stock selection, I like Richard Franklin’s stocks [now out of production] because they are well-suited to my kind of shooting. I prefer a stock that is flat most of the way back towards the action because when I’m shooting out of my truck window it has to balance around mid-point. Also his stocks seem to track very well on the bench. I guess the stocks I like the most are his Model 001 and Model 008 F-Class. [Editor’s note: John often shoots from the driver’s seat of his truck because he is partially paralyzed. He also has a hoist in his truck bed for his wheelchair. Even with his mobility challenges, John tags more varmints in a season than most of us ever will.]
Choice of Caliber — A 6mm with More Punch for Long Distance
I picked the 6mm Rem Improved mainly because it has that long neck for holding long bullets and it doesn’t burn the throats out as fast as a .243 AI would. I don’t use Remington brass; it splits when fire-forming and seems to work-harden fast. Another reason I picked the 6mm Improved was what I saw in the field–it seemed to be a perfect long-range groundhog getter. I saw my stocker, Richard Franklin, flat smack groundhogs out to 900+ yards with regularity. The OAL of a 6mm Improved does make it hard to remove a loaded round from a standard Remington 700 action. That’s why I went with the BAT Model B, with its longer 3.0″ port. For a standard action, a .243 AI might function better.
As for the 6 Dasher, from what I have read, I think it is a fine round. I’m a hunter though and a lot of case-forming isn’t worth it to me. Forming the Ackleyized cases is bad enough. The 6-250 is a real screamer and very accurate but it doesn’t have the capacity to drive the heavier bullets as well as the 6mm Improved. I have tried a .243 WSSM, also with a Richard’s stock (#008) and a BAT action. It may not shoot as well as the 6mm Rem Improved, but I like those short fat cases.
John’s Views on the Great Moly Debate
Editor: John started with moly-coated bullets for this 6mm Rem AI rifle, but he has moved away from that. He does have considerable experience with coated bullets, and now, at least with custom, hand-lapped barrels, he normally uses uncoated bullets. He now favors coated bullets only for the small .17 caliber.
Moly or no moly… hmm? I have used moly and Danzac for several years, mainly Danzac. In my experience, both moly and Danzac can work well for somebody who shoots a lot of rounds before cleaning. A barrel has to be broken-in correctly whether you use moly or not. I have done break-in with naked bullets, using the conventional method of shooting and cleaning till the copper stops sticking. I have also gone through the break-in process using molyed bullets from the start. It seems to me the barrels broke-in more readily with moly bullets than with naked bullets. I think if there are any rough or sharp places in the barrel the slick molyed bullet doesn’t grab it as badly and the moly will “iron” the flaw out without leaving copper behind.
The main mistake I think most people make with moly is improper cleaning. By that I mean they don’t get the bore clean from the beginning. Some people will scoff at me for this but I use JB bore paste for most all my cleaning, hardly ever use a brush. Just JB and Montana Extreme or Butch’s Bore Shine. It works for me! Now shooting molyed bullets works fine to say 500 yards, but any further and you really need a lot of tension on the bullet. If not you will get bad flyers.
Personally, I use coated bullets only with .17 cal rounds now. I did use them initially in my 6mm Rem AI but I am starting to move away from that. With proper break-in, the fine custom barrels we have now will not copper if you clean correctly and don’t push those bullets too fast! And remember that powder-fouling build-up is an accuracy-killer too. That is another reason I use a lot of JB paste.
John lives and works on a farm in Virginia. Getting rid of intrusive varmints is part of the job of running the farm. Here is one of John’s bolt-action pistols, which is very handy when shooting from a vehicle.
The Guru of Varmints For Fun
For many years John Seibel ran the popular Varmints For Fun website (now offline). This site offered excellent advice for hunters and reloaders. John covered a wide variety of varmint chamberings, from big 6mm wildcats, to the popular 6BR, 22BR and .22-250 caliber varmint rounds, and even the micro-caliber wildcats such as the 20 Vartarg and 20 PPC. Shown below is one of his favorite rifles, a 20 PPC with a special short version of Richard Franklin’s Model 008 stock.
John tells us: “I guess one reason I started my web site is that I was getting a lot of inquiries about hunting groundhogs, custom rifles and reloading. Plus I thought it was a fine way to get young people interested in the shooting sports. Lord knows hunting and firearms aren’t taught any more. I get a lot of young hunters and shooters asking what’s the best caliber for hunting varmints, and they’ll ask for reloading help too. It’s a shame, but many of them have no one to teach them. I do my best to help.
Showing others that a person can still shoot, even with a disability, is another reason I started my web site. I am a C 6-7 Quadraplegic, which means I have no grip in my hands. Imagine shooting those 1.5 oz Jewels that way! I had a therapist tell me I wouldn’t be able to shoot or reload once I got out of the hospital…shows you how much he knows! First time I got home from the hospital it was deer season and I had Pops park me at the edge of some woods. Well I had a 7-point buck on the ground in thirty minutes! Being raised on a farm didn’t hurt none either–it helped me figger ways to jury-rig stuff. Of course I couldn’t have done much if it wasn’t for my family and my lovely wife Cathy[.]”
John’s Favorite 20 PPC Varmint Rifle
Cartridge History Lesson — the Original .244 Remington
Here’s bit of cartridge history. The 6mm Remington, parent of John’s 6mm AI, actually started its life with a different name, the “.244 Remington”. What we now know as the “6mm Remington” was originally called the .244 Remington. The cartridge was renamed because it was not a commercial success initially, being eclipsed by the .243 Winchester. The .244 Remington and the 6mm Remington are identical — only the name was changed.
Share the post "Sunday GunDay: 6mm Rem AI Runs 3675 FPS in LR Varmint Rifle"
If your local shooting club wants to attract new members, and provide a new form of competition, consider starting a series of groundhog (varmint) matches. These can employ paper targets, metal silhouette-style targets, or both. Groundhog matches are fun events with straight-forward rules and simple scoring. You don’t need to bring windflags or load at the range, so a Groundhog match is more “laid back” than a registered Benchrest match. Normally there will be three or four rifle classes, so you can compete with a “box-stock” factory gun, or a fancy custom, as you prefer. Many clubs limit the caliber or cartridge size allowed in varmint matches, but that’s just to protect reactive targets and keep ammo costs down. In this article, Gene F. (aka “TenRing” in our Forum), provides a basic intro to Groundhog matches, East-Coast style.
Groundhog Matches Are Growing in Popularity
Though Groundhog matches are very popular in many parts of the country, particularly on the east coast, I’ve found that many otherwise knowledgeable “gun guys” don’t know much about this form of competition. A while back, I ordered custom bullets from a small Midwest bullet-maker. He asked what type of competition the bullets would be used for, and I told him “groundhog shoots”. He had not heard of these. It occurs to me that perhaps many others are unfamiliar with this discipline.
Groundhog matches have grown rapidly in popularity. There are numerous clubs hosting them in Pennsylvania, Maryland, and Delaware, as well as other venues. They are usually open to the public. Most Eastern clubs have five to twenty cement benches, and overhead roofs. At this time, there is no central source for match schedules. If you’re interested in going to a groundhog match, post a query in the AccurateShooter Forum Competition Section, and you should get some info on nearby opportunities.
How Matches Are Run — Course of Fire and Scoring
Unlike NRA High Power Matches, there is no nationwide set of standard rules for Groundhog matches. Each club has their own rules, but the basics are pretty similar from club to club. Paper groundhog targets are set at multiple distances. There are normally three yardages in the match. Some clubs place targets at 100, 200, and 300 yards. Other clubs set them at 200, 300, or 400 yards. At my club in Shippensburg, PA, our targets are placed at 200, 300 and 500 meters.
The goal is to score the highest total. The paper targets have concentric scoring rings. The smallest ring is normally worth ten points while the large ring is worth five points. The course of fire varies among the various clubs. Most clubs allow unlimited sighters and five shots on the record target in a given time period. Only those five shots on the scoring rings are counted, so that with three yardages, a perfect score would be 150 points. Tie breakers may be determined by total number of dead center or “X” strikes; or, by smallest group at the farthest distance.
Types of Rifles Used at Groundhog Matches
The same benchrest rigs found at IBS and NBRSA matches can be utilized (though these will typically be put in a ‘custom’ class). Though equipment classes vary from club to club, it is common to separate the hardware into four or five classes. Typical firearm classes can include: factory rifle; deer hunter; light varmint custom (usually a limit of 17 lbs.with scope); and heavy varmint custom (weight unlimited). Some clubs allow barrel tuners, others do not. Scope selection is usually unlimited; however, some restrict hunter class rifle scopes to 20 power. Factory rifles usually cannot be altered in any way.
Good, Simple Fun Shooting — Why Groundhog Shoots Are Popular
Forum member Danny Reever explains the appeal of groundhog matches: “We don’t have a governing organization, or have to pay $50 a year membership just to compete in matches. Sure the rules vary from club to club, but you adapt. If you don’t like one club’s rules, you just don’t shoot there. It’s no big deal.
There are no National records, or Hall of Fame points — just individual range records. If you want to shoot in BIG matches (with big prizes), there is the Hickory Ground Hog Shoot among others. If competition isn’t your bag, many clubs offer mid-week fun matches that you can shoot just for fun. You shoot the same targets but with a more relaxed atmosphere with no time limits.
The best part is you don’t have to shoot perfect at every yardage. You always have a chance because in this sport it really isn’t over until the last shot is fired. Typically ALL the entry money goes to the host club, with much of the cash returned back to the shooters via prizes. Junior shooters often shoot for free, or at a reduced rate. The low entry cost also encourages young guys to get involved who don’t have $4000 custom rifles or the money to buy them.
There isn’t a sea of wind flags to shoot over or to put up and take down. If the range has a couple of flags so much the better, but after all it is a varmint match. No pits to spot shots and slow things down either. If you can’t see your hits through your rifle scope or spotting scope well you are in the same boat as everybody else. That’s what makes it interesting/ sometimes frustrating!
Share the post "Club Groundhog Matches are Fun — Tips on Competition"












 Detail from Doan Trevor rimfire prone stock (Fiddleback Walnut) with Stiller 2500 X Action.
Detail from Doan Trevor rimfire prone stock (Fiddleback Walnut) with Stiller 2500 X Action.














Contact Doan Trevor



























 Forum member JAS-AS purchased a .22 Magnum CZ which he revived as a training rig with a new stock. He posted: “I use a CZ457 in .22 Magnum mainly as a trainer — bipod and rear bag kind of stuff. It has evolved over the last year or so. Next change will be a Lilja barrel. This because it can shoot brilliantly (at times) but not consistently. And accuracy degrades as it gets minimally dirty. Also, it doesn’t like 40gr rounds — the groups open up to 1.5 MOA. It’s at its best with 30 and 35 grain rounds running at up to 2250 fps. I believe that to be a twist-rate issue.”
Forum member JAS-AS purchased a .22 Magnum CZ which he revived as a training rig with a new stock. He posted: “I use a CZ457 in .22 Magnum mainly as a trainer — bipod and rear bag kind of stuff. It has evolved over the last year or so. Next change will be a Lilja barrel. This because it can shoot brilliantly (at times) but not consistently. And accuracy degrades as it gets minimally dirty. Also, it doesn’t like 40gr rounds — the groups open up to 1.5 MOA. It’s at its best with 30 and 35 grain rounds running at up to 2250 fps. I believe that to be a twist-rate issue.”








 Bullet 1 (L-R), the RN/FB, has a very slight taper and only reaches its full diameter (0.284 inch) very near the cannelure. This taper is often seen on similar bullets; it helps reduce pressures with good accuracy. The calculated BSL of Bullet 1 was ~0.324″. The BSL of Bullet 2, in the center, was ~0.430″, and Bullet 3’s was ~ 0.463″. Obviously, bullets can be visually deceiving as to BSL!
Bullet 1 (L-R), the RN/FB, has a very slight taper and only reaches its full diameter (0.284 inch) very near the cannelure. This taper is often seen on similar bullets; it helps reduce pressures with good accuracy. The calculated BSL of Bullet 1 was ~0.324″. The BSL of Bullet 2, in the center, was ~0.430″, and Bullet 3’s was ~ 0.463″. Obviously, bullets can be visually deceiving as to BSL!










 My fire-forming procedure is just jam and shoot. I start with a powder (such as H414) that works for the parent case, fire a few cases as I work up the load to where I get a well-formed case, then shoot them at varmints. Then I work my load up with the newly-formed cases over a chrono. If a load looks good at 100 yards, I will go straight for 200 yards. I’ve seen that some loads which grouped well at 100 won’t shoot well at 200. If it is consistent at 200, then I’ll shoot it a steel plate at 500 yards. Then the truth will be told.
My fire-forming procedure is just jam and shoot. I start with a powder (such as H414) that works for the parent case, fire a few cases as I work up the load to where I get a well-formed case, then shoot them at varmints. Then I work my load up with the newly-formed cases over a chrono. If a load looks good at 100 yards, I will go straight for 200 yards. I’ve seen that some loads which grouped well at 100 won’t shoot well at 200. If it is consistent at 200, then I’ll shoot it a steel plate at 500 yards. Then the truth will be told.

 Choice of Caliber — A 6mm with More Punch for Long Distance
Choice of Caliber — A 6mm with More Punch for Long Distance

 The Guru of Varmints For Fun
The Guru of Varmints For Fun


 Groundhog Matches Are Growing in Popularity
Groundhog Matches Are Growing in Popularity






