Detail from Doan Trevor rimfire prone stock (Fiddleback Walnut) with Stiller 2500 X Action.
New Mexico Gunsmith Doan Trever is a true wizard with wood. At Doan Trevor Custom Rifle Building, he crafts stunning figured wood stocks, and also builds complete wood-stocked and fiberglass-stocked rifles that shoot as good as they look. Doan is a true master, with a mind for function and an eye for beauty. The ability to hand-craft wood is becoming a lost art. For this Sunday, we celebrate four projects crafted by Doan: two complete rifle, a special F-Class stock built for multiple actions, and an F-TR stock for a Sako action. Visit DoanTrevor.com to view find dozens of other stunning stocks and complete rifles.
Mausingfield America Rifle with English Walnut Stock
Doan told us: “This is a highly figured piece of English Walnut with burls and flowers. Along the bottom of the stock there’s a burl/flower that looks like an owl and one side looks like the Sandia Mountains. This rifle is in 30 PCR. Doan adds: “The owner is enjoying this rifle immensely.”
Walther KK500 (Twin Trigger), English Walnut Laminate Stock with Fiddleback Accents
About this unique rig Doan notes: “This left-handed rifle has two triggers. It has an electronic trigger AND a mechanical trigger. With the wood stock option, the charging cable needs to be modified modify in order to clear the trigger extension to be able to charge. Also, keeping with aesthetics, I made it able to remove the trigger guard in order to charge more easily. Removing the trigger guard does not change the bedding.”
American Walnut F-Class Stock with Figured English/Claro Walnut Fore-End Inlay
Doan explains: “The owner has three actions with the same barrel block mounting system. He wanted to be able to use one stock. I built a bedding system that would accomplish this task. The two pieces of Claro Walnut on the fore-end are mirror copies.”
F-TR Stock for Sako 85 with Johnny Byer Stock Blank
Here’s a handsome F-TR rig. Doan reports: “The pistol grip cap is a piece of Screw Bean Mesquite Wood from my old front yard in Albuquerque. (I live in Rio Rancho, NM now.) Take a look at the bottom photo with the blue background, the rifle doesn’t have any stippling yet. Sometimes, you have stippling as the last step. There’s no room for error when this order of events is necessary.”
Doan Trevor is a master gunsmith and stock-maker who works in the old style. He still hand-crafts stocks from start to finish, and does all the metal-work on the custom rifles he builds. Starting with highly-figured woods, Doan carves and shapes his stocks largely by hand, with meticulous attention to detail. Each rifle he builds is optimized for its intended discipline, and custom-fitted for the customer.
With photography by Doan’s talented wife Sue, Doan has created a website, DoanTrevor.com, that is a feast for the eyes. You can see beautiful wood-stocked rifles being hand-crafted. Doan also illustrates how he creates custom metal parts, and how he beds barreled actions into the finished stocks.
Definitely visit Doan’s website. Be sure to click on the site’s secondary pages: Rifle Building, Woodworking, and Metalworking. There you’ll find info on wood-working plus hundreds of high-quality photos.
Contact Doan Trevor
Doan Trevor Custom Rifle Building
Website: DoanTrevor.com
Email: doantrevor@gmail.com
Phone: 714-457-5566
Products and Services: Custom rifle building for High Power, F-Class, Long Range, and Smallbore shooters. Fancy Wood and Fiberglass Rifle Stocks, Custom Grips for Rifles, and Offset Sights.
Share the post "Sunday Gunday: Master of Wood — Doan Trevor Custom Rifles"
With barrels, one wonders “Can a little more length provide a meaningful velocity gain?” To answer that question, Rifleshooter.com performed an interesting test, cutting a .308 Win barrel from 28″ all the way down to 16.5″. The cuts were made in one-inch intervals with a rotary saw. At each cut length, velocity was measured with a Magnetospeed chronograph. To make the test even more interesting, four different types of .308 Win factory ammunition were chronographed at each barrel length.
This is a very useful test is you’re thinking about building a .308 Win hunting rifle, or perhaps thinking of going shorter for your F-TR rifle to save weight.
Test Barrel Lost 22.7 FPS Per Inch (.308 Win Chambering)
How much velocity do you think was lost, on average, for each 1″ reduction in barrel length? The answer may surprise you. With a barrel reduction from 28″ to 16.5″, the average speed loss of the four types of .308 ammo was 261 fps total. That works out to an average loss of 22.7 fps per inch. This chart shows velocity changes for all four ammo varieties:
Summary of Findings:
The average velocity loss per inch, for all four ammo types combined, was 22.7 FPS. By ammo type, the average FPS loss per inch was: 24.6 (Win 147 FMJ), 22.8 (IMI 150 FMJ), 20.9 (Fed GMM 168gr), and 22.5 (Win 180PP).
Interestingly, these numbers jive pretty well with estimates found in reloading manuals. The testers observed: “The Berger Reloading manual says for the 308 Winchester, ‘muzzle velocity will increase (or decrease) by approximately 20 fps per inch from a standard 24″ barrel’.”
How the Test Was Done
The testers described their procedure as follows: “Ballistic data was gathered using a Magnetospeed barrel mounted ballistic chronograph. At each barrel length, the rifle was fired from a front rest with rear bags, with five rounds of each type of ammunition. Average velocity and standard deviation were logged for each round. Since we would be gathering data on 52 different barrel length and ammunition combinations and would not be crowning the barrel after each cut, we decided to eliminate gathering data on group sizes. Once data was gathered for each cartridge at a given barrel length, the rifle was cleared and the bolt was removed. The barrel was cut off using a cold saw. The test protocol was repeated for the next length. Temperature was 47° F.”
CLICK HERE to Read the Rifleshooter.com Test. This includes detailed charts with inch-by-inch velocity numbers, multiple line charts, and complete data sets for each type of ammo. Rifleshooter.com also offers ballistics graphs showing trajectories with different barrel lengths. All in all, this was a very thorough test by the folks at RifleShooter.com.
Much Different Results with 6mmBR and a Longer Barrel
The results from Rifleshooter.com’s .308 barrel cut-down test are quite different than the results we recorded some years ago with a barrel chambered for the 6mmBR cartridge. When we cut our 6mmBR barrel down from 33″ to 28″, we only lost about 8 FPS per inch. Obviously this is a different cartridge type, but also our 6mmBR barrel start length was 5″ longer than Rifleshooter.com’s .308 Win start length (and we ended where Rifleshooter’s .308 started — at 28″). Velocity loss can be more extreme with shorter barrel lengths (and bigger cartridges). Powder burn rates can also make a difference.
Share the post "How .308 Win Velocity Changes with Barrel Cut from 28″ to 16.5″"
The 2024 NRA Annual Meetings & Exhibits will take place at the Kay Bailey Hutchison Convention Center on May 17-19, 2024 in Dallas, Texas. That’s just three weeks away. The Exhibit Hall is open all three days and will showcase over 14 acres of the latest guns and gear from the most popular companies in the Industry. From entertainment to special events, it’s all happening in Dallas. GET More info here: https://NRAAM.org.
Scheduled Events at 2024 NRA Annual Meetings and Exhibits
May 16 — NRA Foundation Banquet and Auction
May 16-18 — NRA Voter Verification
May 16-19 — NRA Wall of Guns (with Giveaways)
May 17 — NRA Foundation Nat’l Firearms Law Seminar
May 17 — NRA Clubs and Associations Workshop
May 17 — Co-Ed Women’s Leadership Forum Gala
May 18 — NRA Annual Meeting of Members
May 18 — Hunters’ Leadership Forum Reception
May 19 — National Prayer Breakfast
DATE TBD — NRA Leadership Forum
NRA Convention Exhibitor Floor Plan (Find Company Locations)
Hundreds of leading firearms, ammo, optics, and accessories makers will showcase their products at the NRA convention. CLICK HERE to visit the Floor Plan map page. There you can find booth number for your favorite exhibitors.
MAP for Hutchison Convention Center Area in Dallas
Share the post "NRA Annual Meetings & Exhibits in Texas May 16-19, 2024"
Top is a CZ 457 MTR; middle Anschutz with BR stock; bottom is Bergara B14R in DPT Chassis.
With the variety of rimfire disciplines, from cowboy action to Olympic three-position smallbore, there are countless different rimfire designs on the market — bolt guns, lever guns, single-shots, toggle-links and more. These may shoot the same ammo, but they certainly vary in looks and ergonomics. This is testimony to human creativity.
In our Shooters’ Forum, you’ll find a long-running thread showcasing rimfire rifles for plinking, hunting, 3P Target Shooting, Silhouette, Rimfire F-Class, NRL22 and more. Here are some of the notable recently-posted rifles in that Forum thread, with brief build/component details.
ARA Benchrest Rifle with Stiller Action, Shilen Ratchet Barrel
Forum member Peebles24 showcased his cool flame-paint-job .22 LR benchrest rifle against a scenic, snowy background (never too cold to shoot right?). “I had a new rifle built this past fall by Mark Penrod at Penrod Precision. Stiller 2500X action, Shilen ratchet barrel, Jewell trigger, McMillan stock, Harrell’s tuner, Sightron SIII 10-50×60mm glass. I’m shooting it off my Arnold Machine one-piece rest made locally by Cliff Arnold. I visited the Lapua Testing Center East and got a case of Midas+.” For ammo testing results, click photo at right.
In late April the gun competed in its first ARA benchrest match in Wabash, Indiana.
Beautiful MasterClass-Stocked Rifle for Rimfire F-Class
Here is a handsome rifle belonging to Forum member Redd. Set up for prone Rimfire F-Class-style competition, this rig features a Shilen Ratchet barrel with Erik Cortina Tuner fitted to a Stiller 2500X action. It boasts a beautiful MasterClass figured Walnut stock and rides on a SEB Joy-Pod bipod up front. The optic is a Nightforce 40x45mm Competition.
CZ 457 .22 Magnum Transformed with KRG Bravo Stock
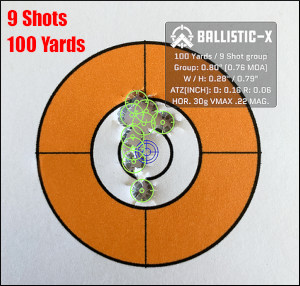
Forum member JAS-AS purchased a .22 Magnum CZ which he revived as a training rig with a new stock. He posted: “I use a CZ457 in .22 Magnum mainly as a trainer — bipod and rear bag kind of stuff. It has evolved over the last year or so. Next change will be a Lilja barrel. This because it can shoot brilliantly (at times) but not consistently. And accuracy degrades as it gets minimally dirty. Also, it doesn’t like 40gr rounds — the groups open up to 1.5 MOA. It’s at its best with 30 and 35 grain rounds running at up to 2250 fps. I believe that to be a twist-rate issue.”
The “Before” photo shows the rifle “as purchased” with a Nikon Monarch 4-16x42mm mildot scope. The “After” image shows the CZ 457 as modified. JAS-AS notes: “I added a bunch of stuff: KRG Bravo stock, Vortex Strike Eagle 5-25x56mm FFP scope, new bipod and Precision Underground bag, trigger spring. With this setup I shoot at 100 yards+ exclusively.” Show at right is a 9-shot group with the rifle at 100 yards. Three-shot groups at 100 have been below half-MOA.
Savage Mark II Squirrel/Field Rifle
This Savage Mark II rifle isn’t fancy, but it has brought much satisfaction to its owner, Forum member “Ohio Varmint Shooter”. He posted: “Just a nice field gun. Less than $200 (without scope). Cheap wooden stock, thin pencil barrel. My squirrel/field gun. There is absolutely nothing special about this… except it’s lefthanded. It shoots fine, preferring CCI standard velocity rounds. I did splurge and put a more-than-needed scope on it. Most scopes with fixed parallax (in this category), have it fixed at 50 yards. I wanted variable parallax so I could set it at 35 yards. I don’t know if it really makes any difference, but I do try to go for accurate head shots. The scope is also a little overkill in magnification, but it does help with the head shots and my aging eyes.”
“As a youth in the 70s, I always dreamed of a left-handed bolt. So getting back into shooting/hunting about 8 years ago, I was delighted to discover this gun. Growing up I had a semi-auto 22, but being a lefty … it would spit powder on my face.” — Ohio Varmint Shooter
Tikka T1x Action in Eliseo Competition Machine Chassis
Here is Gary Eliseo’s personal Rimfire Match Target Rifle with Tikka T1x action. The T1x action is carried in Competition Machine Rimfire Chassis. Gary also posted some recent 100-yard groups, using SK rifle match ammo in this rifle. Gary runs Competition Machine LLC and produces the chassis system for this cool rig, along with outstanding Across-the-Course, High Power, and F-Class chassis systems for rimfire and centerfire rifles.
Vudoo Action Benchrest Rifle with Benchmark 3-Groove Barrel
Here is a classy benchrest rig belonging to Forum member FCJIM. It features a Vudoo LBRP action, Benchmark 3-groove barrel, Harrell’s Precision tuner, NightForce Benchrest scope, and McMillan Edge stock. The stock work was done by Doan Trevor, while FCJIM did the metal work himself, using a Nevius reamer. This rig likes to shoot ELEY Black and Lapua Midas+ ammo.
Last but not least, here is a “blast from the past”. This classic lever-action single shot is crafted by CPS Rifles (Paul Shuttleworth), a boutique gun-maker specializing in single-shot rifles, particularly reproductions of the Stevens 44 1/2. Note the richly-figured wood and the lovely color case-hardening on the receiver. There is a dual Set Trigger system. You pull one trigger through a relatively long stroke until it clicks. The the second trigger breaks the shot (and drops the hammer) with just a few ounces of pull weight. This rig, fitted with MPA Vernier-type tang sights, belongs to Forum member “Mills” from Texas.
Share the post "Sunday Gunday: Rimfire Rifle Showcase, Multi-Discipline"
Even with the very best cartridge brass, you can achieve the most consistent neck-wall thickness with precision case-neck turning. This can be done slowly with hand-tools (such as a K&M Tool), but powered neck turning can produce superb results in a fraction of the time. For today’s Saturday Showcase we feature the excellent 21st Century Power Neck-Turning Lathe and the state-of-the-art AUTODOD machine from F-Class Products. In addition, we show how neck turning can be done using a vertical milling machine fitted with a neck-turner. And to start off, we offer a Keith Glasscock video that analyzes when it makes sense to turn necks, considering the demands of your particular shooting disciplines.
To Turn or NOT to Turn — Wisdom from Keith Glasscock
In this video, top F-Class Shooter and Wind Coach Keith Glasscock discusses the process of turning case necks. Neck-turning may be mandatory if you have a chamber with reduced-diameter neck dimensions. With a standard chamber you may still want to do a minimal neck-turn to make your brass more consistent or to increase clearance. On the other hand, high-quality brass, such as Lapua, may perform exceptionally well right out of the box. Keith explains how to determine whether you need to turn your brass for your discipline, and explains procedures that help you achieve great results.
21st Century Innovation Powered Neck-Turning Lathe
The 21st Century Innovation Power Neck-Turning Lathe is a superb system for quickly and precisely uniforming the neckwall thickness of cartridge brass. With this powered system you can turn necks faster and more efficiently, with less effort. The cases feed very smoothly and the results are beautiful. Power is activated by the red button on the end of the blue, horizontal feed handle
The Powered Neck-Turning Lathe is a modular system. Swing the bar from right to left to feed the case. The power head (with case holder) glides on stainless steel rails for smooth movement. This allows very precise feed rate. Power is supplied via a button that is built into the end of the feed handle. Push the red button to make the case spin. It’s as simple as that. NOTE: The 21st Century Power Neck-Turning Lathe has been updated — the frame and motor are now flat black in color.
Here is another video that shows how the lathe system operates:
AUTODOD Power Neck-Turner from Black Machine
Bryan Blake of F-Class Products has created an ultra-precise and speedy neck-turning machine, the AUTODOD. This employs twin precision cutter tips to turn case necks inside and out quickly and efficiently, with superior precision. The advanced AUTODOD Neck Turning Machine holds cases securely in a precision-machined spindle attached to an electric motor. Twin blades move precisely during the cutting process, milling the necks inside and out. The turned necks come out perfect every time, with the shoulders trimmed exactly (with doughnut removed) as well. If you turn hundreds of cases during a shooting season, you may want to consider getting an AUTODOD from F-Class Products. Below is a video from F-Class John Showing the AUTODOD Machine in action.
Neck-Turning Cases with a Milling Machine
Our friend Erik Cortina figured out how to turn his match cartridge case-necks using his milling machine. Erik told us: “While in Raton [a while back], Mid Tompkins told me that he turns his brass on milling machine. He said he could do about 500 in two hours, so I decided to try it.” Erik fitted a Don Nielson “Pumpkin” neck-turner to the mill, and he used a modified 21st Century case holder to secure the brass. As you can see from this video, Erik was very successful with the process. The tool spins at 1500 rpm, turning Lapua 6.5-284 cases that have been necked up to 7mm.
It’s hard to argue with Erik’s results. Here are his turned Lapua cases, which have neck-wall thickness consistent to two ten-thousandths of an inch.
Neck-Turning Lubricants for Turner Mandrels
For Neck-Turning, Try STP Blend or Assembly Lube
For hand neck-turning, a variety of lubricants can work well on the outside of the necks. You will also want to lube the mandrel which runs inside the case. There are many options for lubing the neck-turning tool mandrel while turning case necks. Some folks use a blend of STP® Oil Treatment and Mobil 1 lube. Chuckw2 reports: “Try STP and Mobile 1 Synthetic oil in a 50/50 mixture. Very slick, you will need to tumble your cases after turning.” STP is a very thick lubricant, that flows and clings almost like honey. Jason reports the STP blend comes off easily in an ultra-sound bath, using a bit of detergent. At many retailers, STP is also available in a convenient 7-ounce tube, so you don’t have to buy a large bottle.
Another even cheaper option is assembly lubricant. For turning his case necks, RStreich uses assembly lube from an auto parts store. He notes: “The brand I have is reddish in color and kind of sticky like honey. It’s far better than the Imperial die wax I was using before.” There are a variety of types, both with and without moly additive, and you can select the viscosity you prefer if you sample a few brands. Be sure to clean out any lube residue from the inside of your necks when you have completed your neck-turning.
Share the post "Saturday at the Movies: Advanced Neck-Turning Videos"
AR-platform rifles can be maintenance-intensive beasts. They need regular inspection, cleaning, and lubrication. But some AR owners make the situation worse by not regularly cleaning important small parts, or by using too MUCH oily/greasy lubricants in the wrong places. A properly maintained and lubricated AR15 can shoot hundreds of rounds (between cleanings) without a problem. If you learn where (and where not) to apply lubricant, you’ll find that your AR will run more reliably and the task of cleaning the bolt, bolt carrier, and upper receiver internals will be less of a burden.
Here we showcase videos that show how to field-strip an AR-15, inspect the key parts, clean components, and lubricate internal parts as needed. Along with these videos, we recommend you read the comprehensive AR-15 Gun Cleaning Clinic article on the Brownells website. This explains in detail important procedures that the videos might only cover in a few seconds.
If you want to keep your black rifle running smoothly and reliably, you must clean it regularly and follow the correct maintenance procedures. Here are five videos that explain how to properly disassemble and clean AR-platform rifles.
1. How To Clean Your AR-15 | Cleaning and Maintenance Tips
This is a quick 90-second starter video that may help new AR owners. Ricky Lehnhardt of OTIS Technology demonstrates the basics of cleaning and maintaining your AR-15. Lehnhardt does a good job identifying the points that need cleaning on the inside of ARs. However he works very quickly in the video. You may want to pause the video at some points. Also, Lehnhardt employs a cable for pulling patches and brushes through the barrel. Yes this is fast and easy. However, for match AR rifles, we recommend that you instead use a cleaning ROD with fitted bore guide.
2. Take-Down and Full Cleaning of AR-15 by Jerry Miculek
Here ace shooter Jerry Miculek takes down and cleans an AR-platform rifle belonging to his daughter Lena. This is a good video because Lena’s rifle was “run hard and packed up dirty” so you can see where carbon and grease build up. This 35-minute video is very thorough. Jerry is one of the nation’s top action carbine shooters, so listen carefully to his advice on cleaning and lubrication.
3. AR-15 Maintenance: Field-strip, Clean and Lubricate an AR-15
Gunsite Academy instructor and gunsmith Cory Trapp demonstrates the proper way to field-strip, clean, and lubricate an AR-15 carbine. In this 30-minute video, Trapp offers several important technical tips and hints. For example, at 11:05 Trap demonstrates how to determine if your bolt needs new gas rings. Along with cleaning procedures, this video explains how to inspect key components and how to function-test your AR before each shooting session.
4. AR-15 Dissassembly and Cleaning Guide
This video does a good job, with close-ups, showing how to remove the bolt carrier and clean the inside of the upper receiver. Then you can see how to work with various tools to clean the bolt, bolt carrier, and inside of chamber. We also recommend that you inspect the ejector recess and extractor recess. When we’ve inspected ARs that failed to cycle properly, we have often found nasty gunk (mixture of carbon, greasy lube, and brass particles) in these areas.
5. Basic AR-15 Quick and Easy Field Maintenance
In this NSSF-sponsored video, pro shooter Ryan Muller demonstrates basic, quick field maintenance of his AR-15. This would be for a quick cleaning and lubrication of the reciprocating parts. This covers rapid maintenance in the field. For full field-stripping and thorough cleaning, watch the previous videos.
Handy Mat for Cleaning AR Rifles
When working on an AR-15, it’s smart to have a pad that can absorb solvents and cushion your upper and lower. The $24.99 Real Avid Smart Mat is a good choice. This features printed take-down instructions and it has a handy parts tray on the right side. The mat rolls up for convenient storage. Click HERE to learn more.
Vital Inspections You Should Do After Disassembly
Last but not least, here are recommended inspections you should do every time you do a full field-strip and cleaning of your black rifle:
Share the post "How to Clean and Maintain AR-Platform Rifles — Helpful Videos"
Thank to efforts by the NSSF, and the ATF adopting eForms, you can now get a suppressor purchase authorization with a far shorter wait time. NSSF began working to improve ATF NFA form processing in 2013 when it pressed the agency to institute electronic form processing, or eForms. This has had significant positive effects in reducing NFA wait times. As a result you can pay the required Federal $200 tax and obtain suppressor purchase authorization much more quickly.
Suppressors are now legal in 42 U.S. States. There are certain legal requirements for obtaining a suppressor, including paying a $200 Tax Stamp. To own a suppressor you must be legally eligible to purchase a firearm, pass a BATFE background check, pay a one time $200 Transfer Tax, and satisfy age requirements. The process for paying the $200 requires submitting an ATF Form 4 for each suppressor that you purchase. You can submit either electronically or via paper. The Form 4 authorizes transfer of the suppressor from the dealer or manufacturer to you. MORE INFO HERE.
A significant drop in processing wait times on submitted National Firearms Act (NFA) forms is shown in a new Bureau of Alcohol, Tobacco, Firearms and Explosives (ATF) report. The ATF has revealed that the average wait time on a paper NFA Form 4 — the most popular NFA form submitted — dropped to an average of 245 days for processing, while average processing times for electronic eForm 4s dropped to 53 days. Previously, wait times on Form 4s were near 280 days for paper form processing and between 90 and 190 days for electronic processing. NSSF has learned that in some cases fully electronic Form 4s were processed in as few as four days and in some cases on the same day.
Form 3 processing times also dropped with reports of of them being processed in as few as four days. Form 5 processing wait times for the tax-exempt transfer and registration of firearms dropped down to 19 days for paper forms and an average of one day for the electronic form.
OPINION: Suppressors Should Not Be Subject to NFA Regulation
NSSF continues to support the Hearing Protection Act and other proposed legislation that would remove silencers, commonly called suppressors, from the National Firearms Act. Suppressors are devices that provide hearing protection for hunters and target shooters. They are legal to own in 43 states and to hunt with in 42 states. Removing suppressors from the NFA would free up considerable ATF resources unnecessarily spent processing paperwork.
Share the post "ATF Wait Times for NFA Form Processing Significantly Reduced"
Here’s a really great video about firearms crafting produced by Beretta, a legendary Italian gun-maker founded in 1526 — nearly 500 years ago. This movie, entitled “Human Technology”, is one of most impressive videos we’ve ever featured on this site. It’s that good. You’ll see an amazing blend of modern technology along with old-world artisanship — “a mesmerizing meld of the high-tech and the traditional”. (Daniel Xu, Outdoor Hub.)
Video set to auto-play. Click speaker icon to hear sound.
“Human Technology is a singular and symbolic movie, its cast entirely made up of Beretta workmen, thus illustrating the perfect synthesis between craftsmanship and technology,” Beretta writes. This artistic movie by Ancarani Studio illustrates all the aspects of the manufacturing of a high-end Beretta shotgun. This video is a study in contrast. The movements of robotic assembly machines are juxtaposed with the centuries-old craftsmanship of stock carvers. Beautifully filmed and edited, this video should amaze and entertain anyone who loves fine firearms. (Full-screen HD Recommended.)
Beretta — Incredible history. Beretta was founded in 1526, almost five centuries ago. Remarkably, the enterprise is still owned by the Beretta family.
Share the post "Gun-Making by Beretta — Artistry Combined with High Tech"
Credit our buddy Joe Friedrich for this simple yet effective accessory for your benchrest rifle. Joe shoots a .22 LR benchrest rig with a barrel tuner. When he added weights to his tuner, he found his rifle no longer balanced well. He wanted to add some weight in the rear without drilling holes in the stock. He also wanted the weight to be removable, and easily placed on another rifle in his stable. He wanted a weight that could be moved from gun to gun as needed.
At a local sporting goods shop Joe found a 1.5-lb ankle weight that comes in a padded, tubular elastic cover. It’s like a 1.5-lb sausage in a soft, stretchy nylon cover. (Imagine a really fat, heavy bungee cord). Joe simply attached a plastic zip tie at the end to make a loop that fits perfectly over his buttstock. CLICK HERE for full-screen photo.
To “tune” the rifle’s balance, Joe just slides the ankle weight fore and aft on the stock. We have tried this moveable ankle weight on a variety of different BR stocks (including a McMillan Edge) and it worked perfectly. This is a great invention, and would work with sporter rifles and ARs just as well.
NOTE: Obviously, this ring will increase the measured weight of your rifle. So, if you are competing in a registered match with weight restrictions, you have to ensure that your rifle still makes class weight limits with the ankle weight ring in place.
Share the post "Removable External Weight Improves Benchrest Rifle Balance"
A number of interesting jobs in the firearms industry have become available in recent weeks. The NSSF maintains a regularly-updated listing of employment opportunities with gun-makers and shooting sports organizations. On the NSSF’s job board right now there are financial openings, account manager positions, engineering jobs, sales and marketing positions, and media/digital marketing opportunities. Here are some of the jobs we found this week posted on the NSSF Website. CLICK HERE to visit the NSSF Career Center with all current listings
At the request of our readers, we provide select “Deals of the Week”. Every Sunday afternoon or Monday morning we offer our Best Bargain selections. Here are some of the best deals on firearms, hardware, reloading components, optics, and shooting accessories. Be aware that sale prices are subject to change, and once clearance inventory is sold, it’s gone for good. You snooze you lose.
NOTE: All listed products are for sale to persons 18 years of age or older. No products are intended for use by minors.
1. Graf & Sons — Sightron Scope Sale — Save 20-22%
⏺ Big savings on Sightron Scopes for competition and hunting
Graf’s is running a major Sightron Scope Sale this month with 20-22% savings on many excellent optics. Get a 10-50x60mm SIII for $1179.99 or the amazing 5-40×56 SVIII ED for $2579.99, a $649.00 savings! Hunters can get the rugged 4-12x40mm S1 AO Scope for just $249.99 (20% off), and AR shooters will like the compact 1-6x24mm STAC AR1 scope for $399.99 (20% off). Note: Grab these bargains soon as sale inventory is limited.
2. Natchez — Frankford Arsenal SALE, up to 27% Off
⏺ Great prices on reloading kits, powder dispensers, tumblers and more
Frankford Arsenal makes some very effective and affordable products. Right now Frankford Arsenal products are on sale up to 27% off at Natchez. We recommend the Frankford Arsenal Essentials Reloading Kit ($299.99, $110 off), which has the excellent F-1 press, manual powder dispenser, priming tool, compact scale and more. We also recommend the Intelli-Dropper Powder Dispenser ($169.99, $60 off), the Case Prep Center ($114.99), and the Platinum Rotary Tumbler System ($149.99).
3. Midsouth — Hornady L-N-L Classis Reloading Kit, $389.99
⏺ Major $170 savings plus free Sonic Cleaner and 500 free bulleta
Right now Midsouth is offering Hornady’s L-N-L Classic Single Stage Press Reloading Kit for $389.99, a $170.00 discount. This Kit includes a nice press, manual powder dispenser, electronic scale, priming tool, powder trickler, chamfer/debur tool, case lube, shell block and more. As a special promo, this week Midsouth is including a FREE Sonic Cleaner, a $159.99 value. Plus, as an added bonus Hornady will provide 500 FREE Bullets with Kit purchase.
4. Creedmoor Sports — Starline Rifle Brass IN STOCK on SALE
⏺ Good American-made cartridge brass at attractive prices
Starline Brass is quality, American-made cartridge brass that offers good consistency and useful life at a much lower price than some other leading brands. If you shoot PRS/NRL matches or run a varmint rifle, Starline may meet your expectations. At Creedmoor Sports you can save on popular cartridge types such as 6mm Creedmoor — now $69.95 for 100 cases. You could pay $120 or more for other brands of brass.
5. Amazon — Pegboard Wall Organizer, $119.79
⏺ Very effective wall-mounted tool and parts storage solution
Here’s a great option for your reloading room or garage. There’s only so much space on the bench to store tools so why not take advantage of your wall space? The well-designed Ultrawall Pegboard Wall Organizer provides 48″ x 36″ of pegboard complete with buckets, hooks, and more ensuring that your tools and parts are organized, yet easy to access.
6. Amazon — RCBS Universal Priming Tool, $64.99
⏺ Recommended tool that adapts to multiple case rim sizes
The RCBS Universal Hand Primer tool can handle both large rim and small rim cases without any parts change. Leverage is good and the primer feeding tray is very reliable. This is a recommended tool for both beginning handloaders and expert-level reloaders. Another good feature of this tool is a patented safety gate that isolates the primer seating operation from the primer supply, lowering risk of tray detonation.
7. Amazon — 54″ Bulldog Rifle Case, $92.45`
⏺ Popular case for long-barreled F-Class, Palma, and Long Range rifles
Most rifle cases won’t fit long-barreled competition rifles. This oversize, 54″-long Bulldog 54″ Rifle Case does have the ability to hold long Palma, Benchrest, F-Class, and ELR rigs. This case has a tough 600 denier water-resistant outer shell with lockable zippers and handy large pockets for tools, ammo, and accessories (yes a Garmin GPS will fit in the outside pocket). Inside the case is a plush, heat-resistant quilted inner lining with adjustable Velcro tie downs.
8. Bullet Central — ThorroClean 20% OFF
⏺ Tests show this new cleaning product is very effective
Bullet Central has the advanced, new ThorroClean Bore Cleaning System. This cutting-edge cleaning product, developed in partnership with Iosso, is designed to provide shooters with a quick and thorough cleaning solution for their rifle bores. ThorroClean is engineered to completely eliminate copper and carbon fouling with no wear to the bore. NOTE: For a limited time you can get 20% OFF all ThorroCLean products at Bullet Central with code CLEAN20.
9. Amazon — BOG Switcheroo Tripod, $109.54
⏺ Multi-purpose lightweight tripod for rifles and optics
This BOG Adrenaline Switcheroo Tripod is a great choice as a rifle shooting support AND an optics platform. It can support your PRS rifle, and then adapt to support binoculars or spotting scope. Engineered for portability, this tripod can be used in the sitting, kneeling, and standing positions. The head rotates 360 degrees and has a handy v-shaped support. There is also a plain black BOG Switcheroo tripod version with the same features for just $88.04 on Amazon.
10. Amazon — BESTNULE Punch Kit, $29.99
⏺ Bargain price on very complete punch set for common pin sizes
All gun owners can use a quality set of precision punches for assembly and disassembly tasks. The impressive BESTNULE Punch Kit features 18 punches (both metal and plastic), plus hammer (with detachable head), bench block, and other components — all for just $29.99 at Amazon. The tools fit in a handy plastic carry case that holds hammer and pins securely.
Share the post "BargainFinder 443: AccurateShooter’s Deals of the Week"
For this St. Patrick’s Day 2024, our Sunday GunDay story features a beautiful F-Open rifle from Ireland. This was crafted a decade ago, but it’s still one of our favorites. It has a handsome thumbhole custom stock, and it boasts an unusual chambering — the .300 Blaser Magnum. This impressive rig carries its barreled action in a massive barrel block — not often found in F-Class rigs.
Here’s a very impressive F-Class project from Enda Walsh of Custom & Precision Rifles in Ireland. This rifle features a free-floated BAT Machines ‘M’ action with a Benchmark barrel chambered in .300 Blaser Magnum (300 BM). The barreled action is secured with a large barrel block. This handsome, long-wheelbase F-Class rig demonstrated some stunning accuracy at 1000 yards when it was brand new. Enda tells us: “I couldn’t wait until the rifle was fully polished before testing. I went to MNSCI (Midlands National Shooting Centre of Ireland) to shoot my new barrel block rifle. I came home with a huge smile on my face after shooting a five-shot group with 1.5″ vertical and 3″ horizontal at 1000 yards in an 8 mph wind.”
Click Photo for full-screen version
AUDIO FILE: Enda Walsh Talks about his New .300 BM Barrel Block F-Open Rifle.
Below you can see the barrel block in the handsome Padouk wood and carbon fiber stock. Enda uses high-spec epoxy layered between the barrel and the aluminum barrel block. Yes, those three “super-sized” cartridges are .300 Blaser Magnums loaded with with 230gr Berger Hybrids. The smaller cartridge is a .308 Win (with 150gr bullet), provided for comparison. This .300 BM drives the 230s at 3140 FPS.
.300 BM Runs 230-grainers at 3140 FPS!
Enda tells us: “I wanted something to beat the 300 WSM. After studying the .300 Blaser Magnum, I decided this was the [chambering] that could deliver high accuracy consistently and be able to shoot the 230gr Bergers at 3140 FPS. Using H1000 powder, they do very well but the case life is short at these speeds. We have backed them off a little and retained the accuracy and extended case life considerably.”
Enda says the 230gr Hybrids at 3140 fps drift much less in the wind than do 7mm 180gr Hybrids launched from a 7mm WSM. A quick run through JBM Ballistics for a 10 mph, full-value crosswind at 1000 yards (sea-level) tells the tale. JBM predicts 4.2 MOA horizontal deflection for the .30-caliber 230s at 3140 fps vs. 5.0 MOA for the 7mm 180s at 3050 fps. That 0.8 MOA difference represents more than 8 inches at 1000 yards. When you consider the small size of the F-Open X-Ring, you can see how the enhanced ballistics could be a game-changer in the wind.
Note the metal bag-rider “keel” on the underside of the buttstock.
Barrel Block Acts as Heat Sink
Enda needed a way to beat the heat, with this big case. He explains: “Because of the large case volume (roughly 82 grains of usable capacity) there are two issues. Firstly, throat wear, and secondly heat. To combat this I have a new reamer on order with slight alterations which will help the throat wear. To combat the heat affecting a 34″ barrel I decided to build a barrel block rifle. It was previously mounted in a standard stock, and when the barrel got too hot accuracy was an issue. The barrel block acts as a heat sink and also shortens the overhanging barrel considerably, which has greatly improved accuracy over a complete string. The block is made from aircraft grade aluminium.” As a final note, Enda wanted to thank Pacific Tool & Gauge for the special-order reamers.
More .300 Blaser Magnum F-Classers from Enda Walsh in Ireland
Here are three more .300 Blaser Magnum F-Class rifles Enda built for the 2014 European Championships at the Bisley Range in the UK. The color scheme comes from the Irish Flag.
And here is Enda Walsh himself shooting of of these rifles in Ireland:
Share the post "Sunday GunDay: F-Open Beast from Ireland on St. Patrick’s Day"












 Detail from Doan Trevor rimfire prone stock (Fiddleback Walnut) with Stiller 2500 X Action.
Detail from Doan Trevor rimfire prone stock (Fiddleback Walnut) with Stiller 2500 X Action.














Contact Doan Trevor





 May 16 — NRA Foundation Banquet and Auction
May 16 — NRA Foundation Banquet and Auction









 Forum member JAS-AS purchased a .22 Magnum CZ which he revived as a training rig with a new stock. He posted: “I use a CZ457 in .22 Magnum mainly as a trainer — bipod and rear bag kind of stuff. It has evolved over the last year or so. Next change will be a Lilja barrel. This because it can shoot brilliantly (at times) but not consistently. And accuracy degrades as it gets minimally dirty. Also, it doesn’t like 40gr rounds — the groups open up to 1.5 MOA. It’s at its best with 30 and 35 grain rounds running at up to 2250 fps. I believe that to be a twist-rate issue.”
Forum member JAS-AS purchased a .22 Magnum CZ which he revived as a training rig with a new stock. He posted: “I use a CZ457 in .22 Magnum mainly as a trainer — bipod and rear bag kind of stuff. It has evolved over the last year or so. Next change will be a Lilja barrel. This because it can shoot brilliantly (at times) but not consistently. And accuracy degrades as it gets minimally dirty. Also, it doesn’t like 40gr rounds — the groups open up to 1.5 MOA. It’s at its best with 30 and 35 grain rounds running at up to 2250 fps. I believe that to be a twist-rate issue.”








 For Neck-Turning, Try STP Blend or Assembly Lube
For Neck-Turning, Try STP Blend or Assembly Lube Another even cheaper option is assembly lubricant. For turning his case necks, RStreich uses assembly lube from an auto parts store. He notes: “The brand I have is reddish in color and kind of sticky like honey. It’s far better than the Imperial die wax I was using before.” There are a variety of types, both with and without moly additive, and you can select the viscosity you prefer if you sample a few brands. Be sure to clean out any lube residue from the inside of your necks when you have completed your neck-turning.
Another even cheaper option is assembly lubricant. For turning his case necks, RStreich uses assembly lube from an auto parts store. He notes: “The brand I have is reddish in color and kind of sticky like honey. It’s far better than the Imperial die wax I was using before.” There are a variety of types, both with and without moly additive, and you can select the viscosity you prefer if you sample a few brands. Be sure to clean out any lube residue from the inside of your necks when you have completed your neck-turning.










 Credit our buddy Joe Friedrich for this simple yet effective accessory for your benchrest rifle. Joe shoots a .22 LR benchrest rig with a barrel tuner. When he added weights to his tuner, he found his rifle no longer balanced well. He wanted to add some weight in the rear without drilling holes in the stock. He also wanted the weight to be removable, and easily placed on another rifle in his stable. He wanted a weight that could be moved from gun to gun as needed.
Credit our buddy Joe Friedrich for this simple yet effective accessory for your benchrest rifle. Joe shoots a .22 LR benchrest rig with a barrel tuner. When he added weights to his tuner, he found his rifle no longer balanced well. He wanted to add some weight in the rear without drilling holes in the stock. He also wanted the weight to be removable, and easily placed on another rifle in his stable. He wanted a weight that could be moved from gun to gun as needed.

 A number of interesting jobs in the firearms industry have become available in recent weeks. The NSSF maintains a regularly-updated listing of
A number of interesting jobs in the firearms industry have become available in recent weeks. The NSSF maintains a regularly-updated listing of 












 Here’s a very impressive F-Class project from Enda Walsh of Custom & Precision Rifles in Ireland. This rifle features a free-floated BAT Machines ‘M’ action with a Benchmark barrel chambered in .300 Blaser Magnum (300 BM). The barreled action is secured with a large barrel block. This handsome, long-wheelbase F-Class rig demonstrated some stunning accuracy at 1000 yards when it was brand new. Enda tells us: “I couldn’t wait until the rifle was fully polished before testing. I went to
Here’s a very impressive F-Class project from Enda Walsh of Custom & Precision Rifles in Ireland. This rifle features a free-floated BAT Machines ‘M’ action with a Benchmark barrel chambered in .300 Blaser Magnum (300 BM). The barreled action is secured with a large barrel block. This handsome, long-wheelbase F-Class rig demonstrated some stunning accuracy at 1000 yards when it was brand new. Enda tells us: “I couldn’t wait until the rifle was fully polished before testing. I went to 

 .300 BM Runs 230-grainers at 3140 FPS!
.300 BM Runs 230-grainers at 3140 FPS!








