Story by Lars Dalseide forNRAblog.
Back in 2012, the National Firearms Museum received a shipment from Sagamore Hill — the ancestral home of President Theodore Roosevelt. While Sagamore Hill undergoes renovation, the National Parks Service was kind enough to lend a portion of the estate’s collection to the NRA Museum. For quite some time, that collection was displayed at the NRA Museum as an exhibit named “Trappings of an Icon”.
“Basically it tells you about the life of Theodore Roosevelt,” explains Senior Curator Phil Schreier (in photo above in coat). “Hunter, Statesman, Soldier. In the first case we had two firearms from his hunting career. First an 1886 Winchester rifle known as the tennis match gun because he used winnings from a tennis match to purchase the gun.”
The second firearm on display was a suppressed Winchester model 1894 rifle. This was favorite of the President’s when clearing the grounds of the local, pesky critters. Schreier explains: “Archie Roosevelt wrote that his father liked to shoot varmints around Oyster Bay with this gun so he wouldn’t disturb the Tiffany and Du Pont families that lived near by.”
President Theodore Roosevelt was a strong supporter of marksmanship competitions. In fact President Theodore Roosevelt could be called a “founding father” of the NRA National Matches*. Teddy Roosevelt believed that, to assure peace, America needed to be prepared to fight. At the 2011 NRA National Championships, Dr. Joseph W. Westphal, Under Secretary of the U.S. Army, echoed the views of Roosevelt: “The first step in the direction of preparation to avert war, if possible, and to be fit for war, if it should come, is to teach men to shoot.”
Theodore Roosevelt also has a strong connection to the “President’s Match” fired every summer at Camp Perry. The President’s Match was patterned after an event for British Volunteers called the Queen’s Match started in 1860 by Queen Victoria and the NRA of Great Britain. The tradition of making a letter from the President of the United States the first prize began in 1904 when President Roosevelt personally wrote a letter of congratulations to the winner, Private Howard Gensch of the New Jersey National Guard.
*In February 1903, an amendment to the War Department Appropriations Bill established the National Board for the Promotion of Rifle Practice (NBPRP). This government advisory board became the predecessor to today’s Corporation for the Promotion of Rifle Practice and Firearms Safety, Inc. that now governs the Civilian Marksmanship Program (CMP). The 1903 legislation also established the National Matches, commissioned the National Trophy and provided funding to support the Matches. This historic legislation grew out of a desire to improve military marksmanship and national defense preparedness. President Theodore Roosevelt, Secretary of War Elihu Root and NRA President General Bird Spencer were among the most important supporters of this act.
Superb Accuracy with Criterion Pre-Fit Barrel and Creedmoor Sports Ammo
Check out that 0.188″ group. Can you believe that was shot with factory .308 Win ammo? A while back our friends at Criterion Barrels tested some .308 ammo from Creedmoor Sports. This was loaded with Lapua’s 175gr Scenar HPBT bullet in Lapua brass. The results speak for themselves. Any time factory ammo can shoot inside quarter-MOA, that’s impressive. This ammo was used in a “Rem/Age” project rifle. That term refers to a Remington action rifle that has been re-barreled with a pre-fitCriterion barrel. The new barrel is secured with a Savage-style barrel nut. Hence the term “Rem/Age” or “Rem-Age”.
Criterion posted: “I think we may have a new favorite factory match load for the nitrided Rem/Age build.” Another reader added: “[Creedmoor’s] 175 Scenar .308 ammunition is top notch.” FYI, this group was shot on our load development target, which you can download for free from our Targets Page.
Why do Criterion barrels shoot so well? One reason is that Criterion’s barrel steel is carefully stress-relieved. In the photo below, Criterion Rack 1A (aka the “Coffin”) has been loaded with barrel blanks — made ready for the stress-relieving process.
Working with Pre-Fit Barrels
While they may require the purchase of some additional tools and a bit of a learning curve to install, using Rem/Age pre-fit barrels offer advantages over gunsmith chambering and barrel-fitting. In this video, 8541 Tactical explains how to install a Criterion 6.5 Creedmoor “pre-fit” barrel. You save money and time — you don’t have to wait for a gunsmith to chamber the barrel. While Criterion recommends that a competent gunsmith oversee the pre-fit installation, if you understand the use of go/no-go gauges and you have a barrel vise and action wrench set up to remove the original barrel, putting on a pre-fit barrel CAN be a DIY project. You don’t have to pack up your rifle to ship it off to a smith.
Here’s big news for .22 LR rimfire benchrest competitors and smallbore F-Class shooters. Vudoo Gun Works is now offering precision single-shot rimfire actions, and complete Benchrest/F-Class style target rifles. Vudoo will be selling the new V-22S Single Shot Action, the Vudoo/Flavio Fare BR-VS 0.7-2.8 oz. trigger, and complete single-shot target rifles with benchrest and F-Class-style modern low-profile stocks. With a Rem 700 footprint, the V22-S action can also be used for smallbore silhouette and prone rigs. That’s good news for .22 LR competitors in many disciplines.
About The Vudoo V-22S Single-Shot Action
The all-new V-22S action was designed for optimal function in single-shot applications. The action has a three-lug bolt, six o’clock ignition, and the bolt can be dis-assembled without tools. Vudoo claims the action’s 60-degree bolt lift is “the smoothest and lightest of any three-lug [rimfire] design on the market”. The V-22S will be offered in various configurations: right bolt/right port, right bolt/left port, left bolt/left port and left bolt/right port. There is an integral 11mm dovetail mount and optional 0, 20, 30, or 40-MOA Picatinny rails. Another first for this type of action is a complete color-coded mainspring kit with mainsprings ranging from 13 to 18-pound force. The action is currently priced at $1405.00 MSRP.
Vudoo Gun Works V-22S Action Features
Rem 700 Short Action Footprint
Rem 700 Pinned Trigger Interface
Three Lug, 60-Degree Bolt Throw
Six O’Clock Ignition — Vertical Sear Fire Control
Tool-less Bolt Assembly/Disassembly
Color-Coded Mainspring Kit (13-18 lbs.)
Integral 11mm Dovetail Mount
Picatinny Rail 0, 20, 30 or 40 MOA
Trigger Options — Flavio Fare BR-VS or your Choice of Rem-Compatible Triggers
A newly-designed fire control system yields precise, consistent ignition thanks to the Vudoo/Flavio Fare BR-VS Trigger. Vudoo Gun Works teamed up with Flavio Fare to co-develop a trigger for the new fire control system. The BR-VS Trigger adjusts from .7 to 2.8 ounces with heavier pull weight ranges coming soon. [Editor: We have talked to folks who have tried this new trigger and they say it is outstanding.] If you prefer a different trigger, a 60-degree cocking piece will be available as an option.
Complete Rifles Starting at $2800.00
Vudoo Gun Works will offer complete single-shot target rifles with three different match stocks: McMillan Kestros, McMillan Edge, Grayboe Renegade SS. These rifles will be fitted with the new BR-VS trigger, or other trigger of your choice. Complete rifle price ranges from $2800 to $3450 depending on options.
Vudoo Designer Talks about V22-S Action
Mike Bush, Design Engineer and Co-Founder of Vudoo Gun Works told us: “The V-22S is a ground-up Gen 3 design, which is where the tool-less bolt assembly/disassembly started. We rolled this design backwards into what are our current Gen 2 Repeater actions and we couldn’t wait to get the new Single-Shot out and in the hands of competitors, target shooters and those with a general passion for rimfire”.
Mike says the design really works: “I’ve not seen a system that offers better concentric alignment, repeatability and smoothness of operation… add to this, the six o’clock ignition and our new Vudoo/Flavio Trigger, and I think you’re going to see big differences downrange.”
More Details about the V22-S Action
Some folks have asked whether Vudoo’s new action is devived from the Remington 40X rimfire action. Vudoo states: “The V22-S departs from the 40X in that the 40X was a full size center fire receiver converted to handle the diminutive .22LR cartridge. The V-22 has been designed from the ground up as a true-to-scale Rimfire receiver that fits the Rem 700 footprint. The V-22 has a very unique control-round-feed protocol. The bolt has full capture control of the cartridge from the time it leaves the magazine until it ejects the spent round out the ejection port. [So] the cartridge is controlled in a way that it never touches anything on its entrance into the bore. There is no feed ramp, nor does the projectile go in at an angle that would damage it in any way. We all know how susceptible the soft lead of the .22 LR is to accuracy degrading damage and minor nicks during the chambering process. It is eliminated in the V-22’s geometry.”
This stunning Westley Richards & Co. shotgun was made for the 1981 nuptials of Lady Diana Spencer and HRH Prince Charles. It is rare, has a unique history of ownership, and is also elaborately decorated.
Jim Supica, Director of the NRA Firearms Museum, has written a trio of articles about gun collecting. If you are thinking of starting your own collection of firearms, you should read Supica’s informative articles. The first talks about the basics of gun collecting, the second explains the five key factors that govern gun values, and the third article explains where to find rare and valuable arms. Today we want to highlight the five factors that contribute most to a gun’s value, according to Supica:
Make and Model, Condition, Rarity, History, Art — These are the five factors that … appeal to collectors and help determine the value of collectible guns.
Make and model tends to be the starting point for evaluating collectible guns for most collectors and will be a basic threshold requirement for those with specialized collections.
Factors here include the quality of a particular manufacturer’s products, the historical usage of the guns in question, and the brand’s aura of romance. As an example of that last (and most intangible) factor, consider that Colt Single Action Army revolvers were for several decades the most prevalent focus for collectors interested in full-size revolvers from the post-Civil War to turn of the 20th Century-era, and there is no question that Colts were widely used during that time. In recent years, there has been a refreshing trend in gun collecting to look at a broader range of guns than the traditional blue chip Colts, Winchesters, and Lugers.
Colt Single Action Army Revolvers remain among the most prized (and collectible) firearm.
2. Condition (and Originality)
Obviously, condition plays a major role in the value of a collectible firearm. The classic advice to new collectors in this regard has always been to hold out for guns in the best condition and pay the extra premium they demand. This condition-emphasis seems to have developed in the 1970s and 1980s. In the early post-WWII years of gun collecting there was more interest in rare variations and history, and fewer collectors to whom a few percentage point difference in remaining original finish was of much concern.
Although the highest-condition guns continue to bring record prices, it seems that the pendulum is beginning to swing back the other way, a trend met with my hearty approval. The appeal of “mint” guns has been largely lost on me, and seems to be more appropriate to coin or stamp collecting than a field in which the possible historic usage of the artifact holds so much interest and significance. There is a definite segment of the collector market that is not overly concerned with perfect condition, so long as the gun is original and has not been messed with in a more recent (and, in my opinion, usually misguided) attempt to enhance its desirability.
3. Rarity
In terms of rarity, the well-worn saying that “just because a gun is rare doesn’t mean it’s valuable” remains true to a certain extent. There may only be five known examples of a particular gun, but if only three people care about it, the market is saturated. However, there does seem to be more interest in cornering the rare variations within established collecting fields. There is a bit of a resurgence of the collecting philosophy of completing a punchlist of models and variations within a specialization, and this lead to vigorous competition for the rarest examples in these fields. In emerging collecting fields, when new research is published revealing the rarity of certain variations there can develop a brisk interest in those guns.
4. History
Individual guns with a known history of ownership by a specific individual or usage in a specific historical event have always captured the fascination of collectors, as well as historians and the general public. This seems to reflect a basic human interest and shows no sign of abatement. A positive trend here seems to be an increase in general understanding of the type of documentation which must accompany a historically attributed firearm to give it the credibility to justify a premium price, and the importance of creating and preserving such documentation.
This Beretta has extra value because it was owned by pilot Chuck Yeager. Photo NRA Museum.
5. Art (Decorative Embellishment)
Fine engraved guns are collected more for their artistic value than for their worth as firearms. Here the market for classic works by the great engravers of the 19th and early 20th Centuries remains strong, as well as for factory-engraved pieces from more recent years. Interest in recent non-factory engraving seems to have diminished, as has… the trend of adding modern engraving to older firearms.
Here is a matching set of three three beautifully engraved pistols by the late Indiana engraving wizard Ben Shostle — a Luger, a Mauser, and a Colt. Photo courtesy Amoskeag Auction Company.
Factory-custom engraving should not be confused with mass-produced, factory-made commemorative firearms, which flooded the market in the 1960s and 1970s. A couple of major manufacturers worked this genre to death, and prices on commemoratives have been stagnant for many years now, although the market for these shows some signs of renewal.
CAUTIONARY WORDS about RESTORATION
With prices for high-condition original finish guns running away from the budgets of many collectors, period-of-use refinished guns and older factory-refinished guns are finding more enthusiastic buyers than they did a few years ago.
The availability of excellent-quality restoration services is another factor that I anticipate may impact collector preferences in the future. The top restoration artists are reworking guns to “as new” condition with such skill that it has become increasingly difficult for even knowledgeable collectors to distinguish mint original finish guns from the best restorations.
When such restoration is disclosed to a prospective buyer (as it ethically should be), the prices the gun will bring are significantly below a similar gun with original finish, and may be less than the original cost of the pre-restoration gun plus the cost of the rework. This creates a mighty incentive for deception by a motivated seller, either by active misrepresentation (a.k.a. “fraud”) or passively by simple failure to mention the modification.
Do you own an M1 Garand? Or perhaps you’re thinking of ordering a Garand, now that the CMP has acquired 99,000 of these classic battle rifles from Turkey and the Philippines. An M1 Garand is a great addition to anyone’s firearms collection. It is a piece of living history — plus it can be used in Vintage Military rifle matches. Here are some great resources for M1 Garand owners. We list two useful articles on general maintenance. In addition, we’ve included three excellent videos covering M1 Garand Disassembly, Cleaning, and Lubrication. Finally there are links to recommended print manuals available from the CMP.
M1 Service and Maintenance Shooting Sports USA (SSUSA) recently published an excellent article on Service and Maintenance of M1 Garand Rifles. This offers some smart tricks, such as using smoke from burning masking tape to darken the front sight post. There is also an older SSUSA article that covers basic cleaning and servicing and also explains how to upgrade the performance of your Garands. READ Article HERE.
Recommended M1 Garand Manual
Among the many M1 Garand manuals available, we recommend the CMP’s U.S. Rifle, Caliber .30, M1: ‘Read This First’ Manual. This booklet covers take-down, reassembly, cleaning, lubrication, and operation. The manual comes with CMP rifles or can be purchased for $3.25 from the CMP eStore. The author of Garand Tips & Tricks says: “It’s one of the best firearms manuals I’ve seen and I highly recommend it.” The CMP also offers many other M1 Garand print resources including:
New York, the state that brought suit to dissolve the NRA, has lost yet another important gun business. Firearms maker Kimber Manufacturing Inc. (Kimber) is leaving New York and heading south to Alabama. The primary reasons for the move are the anti-gun policies of New York, high state corporate taxes, and high costs of living for New York-based workers. Put together, New York had become a hostile environment for Kimber so it is moving to Alabama. Good riddance, New York.
Kimber is an American company that designs and manufactures firearms for individual, sporting, law enforcement, and military markets. Known primarily today for its handguns, Kimber also makes hunting rifles. In fact Kimber got its start building .22 LR sporting rifles. Kimber was originally founded as “Kimber of Oregon” in 1979 by Jack Warne and son Greg Warne in the small town of Clackamas, Oregon. It went through several ownership changes before relocating to New York and New Jersey.* Now Kimber will get a new start in Alabama.
Kimber issued this press release about its Relocation:
Kimber Mfg. is pleased to name Troy, Alabama, as its official corporate headquarters and to announce it is hiring aggressively in all departments. After a carefully planned shift of leadership, R&D and manufacturing resources, Kimber has made substantial progress in the transition to its new, state-of-the-art headquarters in Troy, Alabama. [The facility is] situated on 80+ acres with more than 225,000 square feet of space and is now home to industry-leading design engineering, product management, and manufacturing capabilities.
After an exhaustive search, Troy was chosen for a multitude of reasons including its proximity to top-tier engineering schools as well as gun- and business-friendly support from the city of Troy and the great state of Alabama. Kimber’s Alabama expansion is well ahead of schedule, having filled hundreds of its planned Troy-based positions.
Kimber Is Hiring Employees in Alabama
Kimber is seeking qualified applicants including CNC technicians, machinists, quality control specialists, design engineers, compliance analysts, customer service representatives, materials planners, maintenance technicians, finishing operators, and assembly technicians. Interested job applicants can CLICK HERE.
“Kimber is a great place to work, especially if you love firearms,” said Pedi Gega, director of assembly and product finishing. “We have two indoor gun ranges, one outdoor range, a state-of-the-art design and prototype fabrication center, and a dynamic team of professionals who pride themselves in producing firearms with unmatched attention to detail, design and performance.”
* An Australian, Jack Warne moved to Oregon in 1968 after Portland-based Omark Industries purchased the Australian firearms manufacturer, Sporting Arms (Sportco), he had founded in South Australia. Following its founding in 1979 by Warne, Kimber of Oregon built a reputation for .22 LR rimfire rifles, and then Kimber expanded to produce excellent centerfire rifles. After some setbacks, Kimber of Oregon filed for bankruptcy. In 1990, several Kimber employees, including Dan Cooper, left to found Cooper Firearms of Montana. But then in the mid-1990s, Greg Warne revived Kimber with the help of Les Edelman. The two founded Kimber of America. Edelman was also involved in New York-based Jerico Precision Manufacturing, which produced tools and mechanical components for the defense industry. Edelman combined Jerico Precision’s existing manufacturing capabilities and Kimber’s network of dealers to sell a line of M1911-style handguns. He eventually moved Kimber’s production line to Jerico’s facilities in New York, ending Kimber’s presence in Oregon. The company now will move from New York to Troy, Alabama.
Craters may look interesting on the moon, but you don’t want to see them on your primers. Certain mechanical issues that cause primer craters can also cause primer piercing — a serious safety problem that needs to be addressed. If you have a gun that is cratering primers (even at moderate pressure levels), there is a solution that works with many rifles — send your bolt to Greg Tannel to have the firing pin hole bushed.
Shooters who convert factory actions to run 6BRs, 6PPCs or other high-pressure cartridges should consider having the firing pin bushed. These modern cartridges like to run at high pressures. When running stout loads, you can get cratering caused by primer flow around the firing pin hole in the bolt face. The reason is a little complicated, but basically the larger the hole, the less hydraulic pressure is required to crater the primer.
A limited amount of cratering is normally not a big issue, but you can reduce the problem significantly by having a smith fit a bushing in the firing pin hole. In addition to reduced cratering, bushing the firing pin often produces more consistent ignition.
This is a highly recommended procedure that our editors have had done to their own rifles. Greg Tannel (Gre-Tan Rifles) is an expert at this procedure, and he does excellent work on a wide variety of bolts. Current price for a bushing job, which includes turning the firing pin to .062″, is $92.00, or $100.00 with USPS Priority Mail return shipping.
If you have a factory rifle, a bushed firing pin is the way to go if you are shooting the high-pressure cartridges such as 6PPC, 6BR, 6-6.5×47 and 6.5×47. This is one of the most cost-effective and beneficial upgrades you can do to your factory rifle. For more info on the Firing Pin Bushing process, visit GreTanRifles.com, or email greg [at] gretanrifles.com. After clicking the link for GreTanRifles.com, Click on “Services” > “Shop Services” and you’ll see a listing for “Bush Firing Pin Hole & Turn Pin”. CLICK that Box.
Firing Pin Hole Bushing by Greg Tannel
Work Done: Bush firing pin hole and turn pin
Functions: Fixes your cratering and piercing problems
Price: $92.00 + $8.00 return shipping Total Price: $100.00
Actions for which Bushing is Offered: Remington, Winchester, Savage multi-piece pin, Sako, Kimber, Nesika, Stiller, BAT Machine, Kelbly, Lawton, Surgeon, Borden, Wichita, Hall, Ruger, Howa, Weatherby, Dakota, Pacific Tool, Phoenix, and Defiant bolt action rifle or pistol.
Actions for which Bushing is NOT Available: Case hardened receivers, ARs, Accuracy International (AI), Barnard, Big Horn, Cooper, Desert Tactical Arms, Kimber, Rosenthal, New Savage single piece pin, Rim fires, Falling block, Break open, Lever, Pump rifles, 1903-A3, CZ, Mauser.
How to send your bolt in to be bushed:
Send your bolt and firing pin assembly via snail mail, priority mail, or UPS. Please do not use FEDEX as it sometimes has delivery delays.Include your name, phone number, and return shipping address, and a note as to what you want done. Pack your bolt carefully and ship to: Gre’-Tan Rifles, 24005 Hwy. 13, Rifle CO 81650.
Due to the high volume of work, turn-around time for bolt bushing jobs can be 12 weeks (though it usually is faster). Customers can pay by check, money order, or credit card. For more information visit GretanRifles.com.
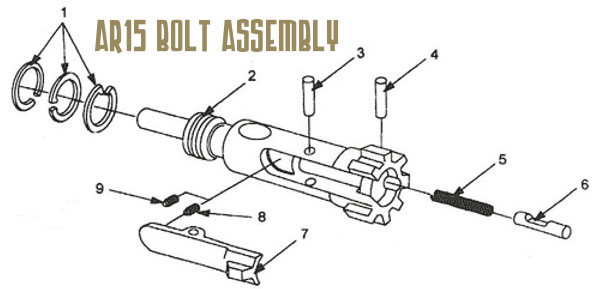
AR-platform rifles can be maintenance-intensive beasts. But some AR owners make the situation worse by not regularly cleaning important small parts, or by using too much oily/greasy lubricants in the wrong places. A properly maintained and lubricated AR15 can shoot hundreds of rounds (between cleanings) without a problem. If you learn where (and where not) to apply lubricant, you’ll find that your AR will run more reliably and the task of cleaning the bolt and bolt carrier will be less of a burden.
Here is a good video that explains AR-15 Cleaning and Maintenance. In this 30-minute NSSF video, Gunsite Academy instructor and gunsmith Cory Trapp discusses the proper way to clean and maintain the AR-15 carbine. Very knowledgeable, Trapp provides rock-solid advice for AR owners. Along with cleaning procedures, this video explains how to inspect key components and how to function-test your AR before each shooting session.
If you want to keep your black rifle running smoothly and reliably, you must clean it regularly and follow the correct maintenance procedures. Here’s another good video that explains how to properly disassemble and clean AR-platform rifles.
Take-Down and Full Cleaning of AR15 by Jerry Miculek
Here ace shooter Jerry Miculek takes down and cleans an AR-platform rifle belonging to his daughter Lena. This is a good video because Lena’s rifle was “run hard and packed up dirty” so you can see where carbon and grease build up. This 35-minute video is very thorough. Jerry is one of the nation’s top action carbine shooters, so listen carefully to his advice on cleaning and lubrication.
This video from Brownells talks about a the crown of a barrel and how the crown’s condition affects accuracy. As the bullet leaves the barrel of the gun, the shape, alignment and the condition of the crown can affect the accuracy of your shot. A proper crown is essential to ensure that the bullet leaves the barrel correctly and that the propellant gasses behind the bullet are distributed evenly on firing. A square crown without burrs and a smooth transition will normally ensure consistency from shot to shot. By contrast, a damaged crown can cause unpredictable flyers that open your group. That’s why it’s important to have perfect crowns on all your barrels.
The video explains the different types of crowns that can be used. In addition, the video shows how you can chamfer your muzzle in a home shop. If you use a properly-sized pilot, cutting a shallow chamfer is something that most guys with some mechanical skill can handle. Just be sure to use lubricant, flush chips, and don’t rush the job. Cutting the barrel is another matter. At the 1:20 mark the video shows how to use a hack-saw to remove a damaged muzzle section. While this may be fine for an inexpensive rifle that needs a “quick fix”, we do NOT recommend using a hack-saw with a vise for a competition barrel. The reason is that it is too easy for a novice to produce a cut that is not square. We suggest letting a professional gunsmith cut and crown your competition barrels.
As posted in the Calguns.net a few years back, there was a nasty out-of-battery firing incident involving a BOHICA Arms .510 DTC AR15 upper. The cause of the out-of-battery firing is not certain but it appears that the ammo was not sized properly and the firing pin may have been stuck in the extended position. As a result, the round went off before the bolt was closed with the lugs seated. In the process, the bolt handle broke off, as the bolt retracted violently, actually ending up outside the bolt raceway.
The shooter was badly injured, with broken bones and ligament damage to his left hand and tissue damage to his right hand. The shooter was holding the rifle with his left hand near the front of the chamber where a gas vent was located. Gas and shrapnel existed the vent hole causing the severe injuries to the left hand.
From range reports, it appears that the shooter had been struggling to chamber previous rounds, and was having trouble closing the bolt. After talking with one of the rangemasters, a poster on AR15.com reported: “The guy was using new reloads that weren’t exactly fitting well into his chamber. [The shooter] was slamming the bolt handle with his palm trying to get the cases to lock in. The guy was also slamming the bolt forward full force from the rearmost position back and forth trying to ram the cases into chamber in an attempt to squeeze the rounds in so the bolt could close. Finally, on one of the attempts … the possibly stuck firing pin rams into the primer and explodes the round when he slams the bolt forward (zero lug engagement hence the KB) and shooter puts himself into a world of hurt.”
Lessons Learned — Don’t Try to Force Oversize Ammo into a Chamber
By all reports, the shooter’s ammo wasn’t fitting his chamber properly. In an effort to force the ammo into the chamber, he worked the bolt with excessive force. That MAY have caused the firing pin to extend or the hammer to fall without the trigger being pulled. One theory is that the trigger system may have been modified, allowing the hammer to fall from the force of slamming the bolt forward. Others have speculated that the firing pin may have failed to retract because the bolt handle was over-torqued — a safety issue listed in the BOHICA manual.
Whatever caused the out-of-battery firing, it appears that improperly-sized ammo (or a poorly-cut chamber) was the root cause of the problems. If you go to a range and find your bolt does not close easily over the ammo — STOP SHOOTING — don’t try to force the issue. Disaster may result. To paraphrase Johnnie Cochran: “If the ammo doesn’t fit, it’s time to quit”.
Photos by Wildcard, originally posted on Calguns.net.













 Story by Lars Dalseide for NRAblog.
Story by Lars Dalseide for NRAblog.

 President Theodore Roosevelt was a strong supporter of marksmanship competitions. In fact President Theodore Roosevelt could be called a “founding father” of the NRA National Matches*. Teddy Roosevelt believed that, to assure peace, America needed to be prepared to fight. At the 2011 NRA National Championships, Dr. Joseph W. Westphal, Under Secretary of the U.S. Army, echoed the views of Roosevelt: “The first step in the direction of preparation to avert war, if possible, and to be fit for war, if it should come, is to teach men to shoot.”
President Theodore Roosevelt was a strong supporter of marksmanship competitions. In fact President Theodore Roosevelt could be called a “founding father” of the NRA National Matches*. Teddy Roosevelt believed that, to assure peace, America needed to be prepared to fight. At the 2011 NRA National Championships, Dr. Joseph W. Westphal, Under Secretary of the U.S. Army, echoed the views of Roosevelt: “The first step in the direction of preparation to avert war, if possible, and to be fit for war, if it should come, is to teach men to shoot.”







 Vudoo Designer Talks about V22-S Action
Vudoo Designer Talks about V22-S Action








 Craters may look interesting on the moon, but you don’t want to see them on your primers. Certain mechanical issues that cause primer craters can also cause primer piercing — a serious safety problem that needs to be addressed. If you have a gun that is cratering primers (even at moderate pressure levels), there is a solution that works with many rifles — send your bolt to
Craters may look interesting on the moon, but you don’t want to see them on your primers. Certain mechanical issues that cause primer craters can also cause primer piercing — a serious safety problem that needs to be addressed. If you have a gun that is cratering primers (even at moderate pressure levels), there is a solution that works with many rifles — send your bolt to  Firing Pin Hole Bushing by Greg Tannel
Firing Pin Hole Bushing by Greg Tannel