Wipe-Out foam bore cleaner is a product we’ve used with great success on many rifles. With sufficient dwell time, it removes both carbon and copper fouling. You can combine it with Wipe-Out Accelerator or Patch-Out liquid to speed up cleaning time. Many shooters, including this editor, find that bore-brushing has been virtually eliminated with the regular use of Wipe-Out. (With some barrels however, you may still have to brush or use a bore paste if you notice stubborn carbon build-up in the throat area.)
Method One: Apply Through Muzzle
Out standard procedure with Wipe-Out is to insert an O-ring-sealed cleaning rod guide into the chamber and then squirt through the muzzle in short puffs. Put a towel or rag on the comb of your stock and watch for a little bit of foam to exit the rod guide. We usually wait 30 minutes for the bubbles to dissipate, then do a second foam application. Be sure to clean off any excess foam before it drips on your stock. It is important to keep the foam off fine wood or paint finishes.
Our actual routine normally starts with 3-4 wet patches with Carb-Out (to get the loose black stuff out), followed by the two foam cycles as explained above. Then we plug both ends of the barrel, drive home from the range and dry-patch out on arrival at the house. If the gun is going to be used again soon, that’s all we do. If there will be long-term storage we’ll run some Eezox down the bore.
Method Two: Apply Wipe-Out from Breech
You can also apply Wipe-Out from the breech. To allow breech-first application, Wipe-Out cans now come with a short plastic tube and a plastic tip that fits in your chamber. These can also be purchased separately for $2.50. However, we’ve found the plastic tip is too big for some chambers and it is not always easy to get a good, secure seal even if it does fit. Jason Baney has come up with a solution. READ Jason’s Wipe-Out Article.
Use Fitted Tubing for Breech-First Applications of Wipe-Out
You can apply Wipe-Out through the breech very effectively if you use fitted, plastic tubing. While this works well for bolt-actions, breech application is particularly handy for the Garand, M1A and other semi-autos. Jason Baney has written a short article describing this process. In a nutshell, you need one piece of tubing that fits the chamber tightly and then connects with a second, smaller diameter tube that attaches to the Wipe-Out can. This avoids any “over-spray” of foam in the action area, providing a clean, simple solution. Just squirt for a second or so, and wait for white foam to come out of the muzzle. Be sure to keep Wipe-Out off fine wood stocks.
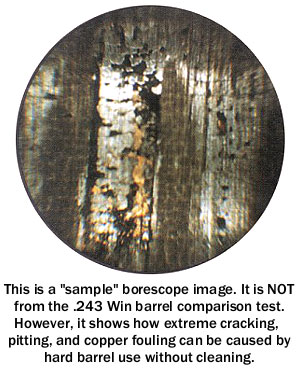
Can sustained rapid-fire shooting with no cool-down period wear out a quality barrel more quickly? The answer is “Yes” according to Forum member LCazador, who did an interesting comparison test with two .243 Winchester barrels. He started off with two, identical, match-grade HV taper stainless barrels. Both were NEW at the start of testing, and LCazador shot the same load through each: 95gr match bullets with 38 grains of Hodgdon Varget. After giving both barrels the same, gentle 20-round break-in, 300 rounds were then fired through each barrel — in very different ways. Barrel condition and wear were monitored with a borescope.
Barrel One — Slow Fire, Cool Down Periods, Cleaning Every 50 Rounds
At the end of the 300-round test, Barrel One looked brand new. There was none of the severe fire cracking found in Barrel Two. This barrel was shot no more than 10 times without a cool down and firing was done at a much slower pace. Cleaning for this barrel was done every 50 shots.
Barrel Two — Fast Firing, No Waiting, Cleaning Every 100 Rounds
The second barrel, which received hard use and minimal cleaning, was severely damaged with severe fire cracking at the leade and throat. As a result, the barrel had to be re-chambered. This barrel was shot 100 rounds at time without cleaning and was shot up to 20 times in succession without a cool down.
LESSON LEARNED — Heat Kills Barrel Life
Don’t let your barrel get too hot, and keep it clean. One afternoon can ruin a barrel!
Monitoring Barrel Wear with Borescope
Some folks worry too much about what their borescopes reveal — many barrels do not have to be “squeaky clean” to perform well. In fact some barrels run better after ten or more fouling shots. However, a borescope can be very helpful when your barrel starts losing accuracy for no apparent reason. Forum member FdShuster writes:
“A borescope is a positive way of backing up your suspicions when the rifle starts to throw an occasional (soon followed by more frequent) wild shot. Using the scope is also an excellent way to determine that the cause is barrel wear and not simply a need for a concentrated cleaning session to remove built up copper and more importantly, carbon fouling.
I’ve had a few barrels that gave every indication of being shot out. But I ‘scoped them out and found the cause to be nothing more than requiring a good cleaning. They then returned to their usual performance. There’s no guessing involved when you are able to get ‘up close and personal’ using the scope. The borescope also provides an excellent view of the all-important condition of the crown. My borescope is one of the most valuable investments I’ve ever made.”
There’s a talented new team getting ready for the 2017 King of 2 Miles (KO2M) Competition in Raton, NM next month. The team features ace F-Class shooters Ian Klemm and Dan Pohlabel. Here’s a build report from X-Treme Shooting Products, which supplied the impressive XTSP action and two-stage trigger.
Big Gun for King of 2 Miles Event at Raton
XTSP: “It’s exciting — we’re getting closer to the 2017 King of 2 Miles match next month. Here are a few pictures of one of the rifles we will be shooting. Owned and built by Dan Pohlabel, it’s a .338 Lapua Magnum Improved. It has a 40° shoulder and we plan on shooting .338 Caliber 300 grain Berger OTM projectiles at around 3,100 fps.”
“We started off with an XTSP .338 Magnum receiver, custom-built as a single shot with a solid bottom for stiffness. We built +60 MOA rails for each of the rifles. Of course we’re using the XTSP two-stage trigger! We added a 34″-long Bartlein gain-twist barrel which is 1.450″ at the shank tapering to 1.2″ at the muzzle. At the end we added Piercision Rifles’ 3/4 x 24 slabbed 5-Port ‘Muscle Brake’. The action is bedded in a McMillan Super Magnum stock. On top sits a Vortex Optics HD Razor in Vortex 35mm rings. We’ll have another rifle just like it shortly with the machine work by Dan Pohlabel again. That second rifle will be finished up and shot by Ian Klemm of Vortex Optics.”
Here’s a file photo of a .338 Lapua Magnum Improved, alongside a standard .338 Lapua Magnum. We’re not sure about the shoulder angle on this particular example. For the XTSP project, the angle is 40 degrees (40°). Photo Courtesy LongRangeHunting.com.
We have always liked Tikka actions, and now there is a great re-barreling option for Tikka T3 owners. Criterion Barrels Inc. (CBI), makers of “pre-fit” barrels for Savage, Remington, and Rem-clone actions, will soon be offering Tikka pre-fits. These pre-chambered barrels for Tikka T3 actions will be headspaced with a barrel nut, just like a Savage.
Click image for full-screen version
The new Tikka T3 pre-fit barrels will be sold through Solid Accuracy, a respected Texas-based outfit that sells high-end scopes, stocks, barrels and other rifle components. Criterion tells us: “The Solid Accuracy barrel nut and wrench design has been finalized, the prototype barrels tested and the barrel nuts are now going through production (with an expected ETA of 2-3 weeks). All orders for these pre-fits barrels are currently heading out to the shop floor for production. Orders placed this week can expect a conservative estimated lead time of 14-16 weeks.”
The accuracy has been impressive with Solid Accuracy’s test rifle, which features a Tikka T3 action mounted in a KRG X-Ray chassis. This prototype rifle is chambered in 6.5 Creedmoor. The group below was shot with a stout load of H4350 and Sierra 140 grain MatchKings seated .009″ in the lands.
The folks at Criterion are excited about the Tikka pre-fit project: “We’re looking forward to getting these barrels out the door and on to some custom rifle builds.” One of Criterion’s staffers was so impressed with the initial test results that he is building his own T3 project, with a Criterion pre-fit of course…
Some custom barrel makers are now honing barrels (after drilling) to improve bore diameter uniformity, smooth the interior finish, and reduce barrel lapping times. For years, large-scale manufacturers of hammer-forged barrels have employed honing. Now the process is being used by smaller, “boutique” barrel-makers. This article explains how and why barrel honing is done. Take the time to watch the video. For anyone with an interest in barrel-making, this video is an eye-opener…
Barrel Honing Process Demonstrated (Worth Watching!):
For custom barrel makers, honing is a time-saver and cost cutter. A few minutes on a honing machine can cut lapping times in half, leaving a cross-hatched surface finish in single or low double-digit Ra. Honing is the same process used to make diesel fuel injectors with bore roundness and straightness controlled to fractions of a micron (<0.000040″), with surface finish Ra ≤0.15 µm (6 µin).
A key manufacturing process used for hammer-forged barrels is now getting attention from the makers of custom button-rifled barrels. This process is precision bore-honing. Honing produces a high-quality bore surface fast, which is critical to hammer forging. (Why is honing so important with hammer forging? Surface finish is the one feature of the barrel that cannot be controlled in hammer forging. Surface imperfections in a barrel blank tend to be amplified as the blank is formed on the rifling mandrel. And if the bore is chromed afterwards, imperfections in the surface finish become even more obvious.)
Honing dramatically improves bore diameter size uniformity and accuracy, surface finish and roundness throughout the length of the barrel. It can certainly be used in place of a pre-rifling lap. The chief difference between a lapped and honed bore is the direction of the finish lines in the bore. Honing leaves fine spiraling crosshatch lines, while a lap leaves lines going longitudinally in the bore. After rifling the manufacturer can remove the crosshatch finish with a quick lap if desired. Honing is fast, accurate, and can be automated. Its surface quality and geometry can duplicate lapping, except for the longitudinal lines of the lapped finish.
Frank Green of Bartlein Barrels told us: “We worked with Sunnen and we did all the initial testing on the prototype machine for them. The machine works great! We ordered and received last year a new manufactured machine with the changes we wanted on it and we just ordered a second one a month or so ago. Should be here next month.”
Planning a new tactical or hunting rifle project? You may want to consider a Howa barreled action for your new rig. Brownells has a large supply of these well-made Howas in a variety of chamberings, including the popular 6.5 Creedmoor. You can just bolt this barreled action into the chassis system of your choice. These barreled actions start at $359.99 complete with two-stage trigger and magazine. The 6.5 Creedmoor barrelled action with 24″ Heavy Barrel is $449.99 blued, $479.99 blued/threaded, or $546.00 Cerakote Gray. Many other chamberings are carried by Brownells, including: .204 Ruger, .222 Rem, .223 Rem, 22-250, 6.5 Grendel (Mini), 7.62×39 (Mini), .243 Win, 7mm-08, .308 Win, .270 Win, .30-06, 7mm Rem Mag, .300 Win Mag, .338 Win Mag and more.
Watch Unboxing of Howa Barreled Action in Video:
Bolt-In to Chassis Systems
Howa barreled actions are ready to drop into stocks or chassis systems for quick, DIY bolt-action rifle builds. These barreled actions are available in a wide selection of calibers, barrel lengths and profiles in both blued finish and grey Cerakote. Some have threaded muzzles for easy attachment of suppressors or other muzzle devices. Actions have factory-installed two-stage HACT Trigger, and internal 5-round box magazines. Detachable-mag bottom metals and extra magazines are also available. Actions are ready to accept scope bases and rails. Brownells currently has more than 75 versions of Howa barreled actions.
HACT 2-Stage Trigger
One of the best features of the Howa barreled actions is the HACT 2-Stage trigger, which is way better than most factory triggers. Set at around 3 pounds, the HACT can be adjusted to about half that pull weight. This is a very nice trigger system, and we like the 2-Stage pull for field applications. Writing for the Western Outdoor News, WONews.com, Steve Comus field-tested the HACT Trigger: “The take-up on the [HACT] trigger was fast and easy. The crisp, positive release when pressure was put on during the second stage [reminded me] of some of the target rifles I shot through the years.”
Ernie The Gunsmith Replacement Trigger Springs
Ernie Paull from California was an active competition shooter for many years. However, his eyesight has declined so he has turned his attention to providing components for shooters and gunsmiths. Through his Ernie the Gunsmith website, Paull sells a variety of useful products including gun trigger springs, pillar-bedding kits, Accu-Risers, and pillar installation tools. This Bulletin post focuses on Ernie’s trigger springs. Ernie offers springs for a wide variety of rifles: Browning (A-Bolt, A-Bolt 22), CZ (m452), Kimber, Remington (XR100, XCR, 7, 700, 722, 788, 7600 and more), Ruger (77, 77-22, LC6), Tikka (T-3), Weatherby (MK-V), and Winchester (M-70).
Springs start at just $6.95. Ernie also sells springs for the Rem-compatible Shilen Benchrest trigger, as well as Rem 700 ejector springs and trigger alignment springs. For Rem 700 rifles, Paull makes a spring that fits all Remington M-7 and M-700 triggers including the early X Mark-PRO triggers. Ernie says: “On average, installation of his Model-700 spring will reduce factory triggers’ weight of pull by 1½ to 2½ lbs with no other changes. The exact amount of creep, over-travel, and weight of pull are dependent upon the type and amount of tuning accomplished by your gunsmith.”
While there is more to a good trigger job (in most cases) than just a spring swap, you need to have the proper rate spring when adjusting trigger pull weight downwards. NOTE: For safety reasons, we recommend you consult a competent gunsmith before modifying factory triggers.
Why Replacement Springs are Better than Tweaked/Modified Springs
Ernie has observed that some gunsmiths try to lighten trigger pulls by modifying factory springs in questionable ways: “I have worked with gunsmiths in the past who, when the subject turned to trigger springs, preferred to clip them, grind them, heat them, bend them, smash them, or simply back out the weight of pull screw until there was no or almost no pressure on the spring. With any of these methods, you get a spring whose rate is rapidly rising as the trigger is pulled. As the trigger is released, the spring rate rapidly decreases as it approaches full or near-full extension. A more uniform weight of pull will be achieved when the trigger spring is compressed within its normal working range throughout the entire movement of the trigger. In the long run, the benefits of saved time, plus more uniform and reliable results, will more than offset the cost of these [replacement] springs. If you want a lighter trigger pull, you need a lighter trigger spring.”
Even seen an integrally suppressed rifle? Ruger offers this technology with its new Silent-SR ISB, a multi-baffle integrally suppressed barrel (ISB) for Ruger 10/22 takedown models. This system reduces sound levels to an average of 113.2 dB with standard velocity ammunition. That’s very impressive — consider that an unsuppressed .22 LR firearm can produce noise levels as high as 140 dB with standard velocity ammunition. That’s well above the threshold where irreversible hearing damage begins. (Source: NC Silencers).
Even if you are not interested in a suppressed rimfire rifle (or live in a state where suppressors are forbidden) we think you’ll be interested in Ruger’s technology. The Silent-SR employs a long, multi-element “baffle stack” that can be easily removed for cleaning.
Watch Integrally Suppressed Barrel in Action. CLICK HERE to View Video on Ruger Site. Scroll to bottom of Ruger page after jump!
Here’s what Ruger says about its new ISB (Integrally Suppressed Barrel) for the 10/22 Take-down:
The Silent-SR ISB quickly and easily assembles to any Ruger 10/22 Takedown or 22 Charger Takedown, and features an induction-hardened breech with cold hammer-forged barrel that provide easy takedown and accurate return-to-zero.
Reducing sound pressure levels of .22 LR to an average of 113.2 dB with standard velocity ammunition, a 10/22 Takedown rifle equipped with the Silent-SR ISB is as quiet as a bolt-action rifle with a thread-on silencer. The relatively long barrel of the Silent-SR ISB (compared to other integral suppressors) means the bullet generates energy near that of a 16″ gun for consistent, accurate and effective performance on target. The pushed-cone baffle geometry has been stretched to utilize the volume under the barrel maximizing suppression of the gunshot without disturbing the travel of the bullet.
Disassembly for cleaning is as simple as separating the barrel from your firearm and loosening the Silent-SR ISB’s single assembly screw using the included 5/32″ hex key tool. Once loose, pull the screw to remove all six 17-4 stainless steel baffles, spacer and front cap free of the sleeve for cleaning. The sealed baffles keep the fouling away from the serialized sleeve, yet easily come apart even after thousands of rounds. Finished with Cerakote, the Silent-SR ISB is engineered and built for a lifetime of hard use without clogged ports, seized components or loss of suppression that often plague other integrally suppressed rimfire barrels.
Remington Arms Company celebrated its 200th year in business in 2016. The Remington enterprise was founded in 1816 by Eliphalet Remington in Ilion, New York, as E. Remington and Sons. Remington is America’s oldest gun maker and is still the largest U.S. producer of shotguns and rifles.
This week, Shooting USA TV spotlights Remington, exploring the company’s 200 years of continuous production. The show covers the rich history of Remington Arms Company, and focuses on many of the company’s most noted firearms.
The Shooting USA Hour Airs Tuesdays and Wednesdays on the Outdoor Channel:
Eastern Time:
Tuesday 3:00 PM
Wednesday 9:30 PM, 1:00 AM
Central Time:
Tuesday 2:00 PM
Wednesday 8:30 PM, Midnight
The Founding of a Great Enterprise
Eliphalet Remington II grew up in the countryside of Herkimer County, New York, learning the blacksmith trade. Eliphalet told his father he wanted a gun, so his father told him to build one himself. And, so he did in 1816 with the help of a hired gunsmith to bore and rifle his barrel. Eliphalet then took the finished flintlock to a local shooting match.
“And apparently it was a very successful barrel. His gun shot well,” says Remington Historian Richard Shepler. “So, neighbors, friends said, ‘ could you make me a barrel?’ Over time there was more and more demand.”
By 1828, Eliphalet moved into a factory in Illion, New York. In 1845, he jumped at the opportunity to buy the first of many government contracts. When the Civil War broke out, Remington stayed busy producing firearms. While later in the 1890s during peacetime, Remington manufactured cash registers, sewing machines, knives and even the first successful typewriter. The storied history continues, from the Remington Double Derringer to the Remington Model 700, unquestionably the most successful American sporting rifle.
This stunning flame-painted PPC belongs to Chris from Australia. This rifle features a Stiller Viper action, Speedy (Robertson) BRX stock, and Maddco (Australian) 14-twist barrel chambered in 6PPC.
In our Shooters’ Forum you’ll find a thread in which readers can post photos of their “pride and joy” — their favorite rifle. You’ll find a wide range of guns, from “big boomers” to .17-caliber varminters. Here are some of our favorite entries in the “Pride and Joy” Gallery.
The Bear’s Barbed-Wire Barnard
BarryO, aka ‘the Blue-eyed Bear’, posted his beautiful 6mm Dasher, with its unique barbed wire 3D finish. (There’s a story behind that design.) This rifle was smithed by John King in Montana, with stock bedding work by Leo Anderson. The gun features a Barnard ‘P’ action (with trigger), and 28″ Broughton 5C fluted barrel with VAIS muzzle brake. The Barnard sits in a Tom Manners carbon fiber BR stock decorated with amazing graphics by Mad Shadow Custom Paint.
Sebastian’s Radical Swallowtail 6PPC
Sebastian Lambang is the designer and builder of SEB Coaxial Rests. He’s a smart, creative guy, so you knew when he designed a short-range benchrest stock it would be something special. It needed to be lightweight, yet very rigid. Using “out of the box” thinking, Seb employs a truss-style structure to provide great strength with minimal weight. The rear section is equally radical. There are two splayed “keels” in the rear, forming what this Editor calls a “swallowtail” rear design. Others have called it a “catamaran buttstock.” Below is a side-view of the prototype SEB stock before painting.
Brad’s 6CM Long-Range Match Rifle
Chambered in the 6mm Competition match cartridge, this handsome rig features a Surgeon RSR Action, Bartlein Barrel, and LRB stock. Barrel work was done by Chad Dixon at LongRifles, Inc. and paint by AT Custom Painting.
Varmint Special with Figured Walnut Stock
Here’s a handsome varminter with a beautifully-figured walnut stock. This is one of three rifles Forum Member Dan Hall posted in the Pride and Joy thread.
A Trio of Pealescent Bench Guns
DixiePPC served up not one but THREE pretty bench rigs, all with pearlescent paint jobs. We’d be proud to own three eye-catching rifles like that. Click the image to see a full-screen version.
Zebra-Skinned Match Rifle
And here is Mark Walker’s amazing Zebra-skin BR rifle. With that wild-looking paint job, this rifle turns heads whenever Mark brings it to the range…













 Method Two: Apply Wipe-Out from Breech
Method Two: Apply Wipe-Out from Breech


 Monitoring Barrel Wear with Borescope
Monitoring Barrel Wear with Borescope








 Bolt-In to Chassis Systems
Bolt-In to Chassis Systems






 The Founding of a Great Enterprise
The Founding of a Great Enterprise














