October’s just around the corner — that means temperatures will be dropping soon in Northern climes. In a month or two, many of you will be putting your guns into storage for many months. To prevent rust from forming on your valuable firearms, you’ll want to control the temperature and humidity in your safe. By maintaining a warm temperature you can keep the relative humidity (in your safe) above the dew point and prevent moisture from condensing on your guns. One popular way to keep a safe warm is to use a Goldenrod. Though marketed as a “de-humidifier”, the Goldenrod tube is actually a simple electric heater. Placed in the bottom of your safe, the Goldenrod can help keep the relative humidity above the dew point.
Rope Lights — Light and Heat for Your Gun Safe
While Goldenrods work, they only provide heat, and Goldenrods typically retail for $20.00-$30.00. There is a less expensive solution that provides both light AND heat. A section of incandescent Rope Lighting will light up your safe AND warm the air. A 6-foot section of rope lighting costs about $6.00 at Lowes. The 6-foot strands can be linked together in longer chains. Rope Lighting can easily be installed in your safe with clips or velcro fasteners. One 6-foot long incandescent Rope Light draws about 18 watts of power — the same as an 18″ Goldenrod. Sheathed in plastic tubing, the incandescent Rope Lighting is slightly warm to the touch. A single 6-foot long strand of incandescent Rope Lighting maintains this Editor’s 23-cubic-foot indoor safe comfortably above 65° F all the time. (If you live in a colder area, or keep your safe in the garage, you may need a longer Rope Light, or a Rope Light in combination with a Goldenrod. Incandescent Rope Lights draw about 0.25 watts per bulb or about 3 watts per foot. Goldenrods draw about 12 watts per foot of length.)
Not All Rope Lighting is the Same — Incandescent vs. LED
Thus far, we’ve been talking about incandescent Rope Lights. For more money, you can also purchase energy-efficient LED ropes. LED Rope Lights draw much less electricity, but they won’t provide as much heat as incandescent Rope Lighting. It you use LED strands, you need to string longer sections to warm your safe. Or, just use LED strings for interior lighting only and then add a Goldenrod for heat.
Monitor Temp and Humidity with Thermometer/Hygrometer
To ensure that your safe’s interior is staying warm and dry, you can place a small temp/humidity sensor inside the safe. You can use either an Analog (dial-type) Thermometer-Hygrometer, or a battery-powered Thermometer-Hygrometer with digital read-out. Both digital and analog units can be purchased for $10 to $15 from internet vendors. Some of the digital units have dual temp sensors, so you can monitor the temperature both inside and outside your safe. That lets you gauge how well your safe-warming system is working.
WARNING: As with all electrical products, use caution with rope lighting. Follow manufacturer’s instructions. Avoid placing ropes in direct contact with paper or other flammable objects. Monitor surface temperatures.
Randy Robinett, founder of BIB Bullets, is a highly respected custom bullet-maker. In recent years, Randy’s 30-caliber projectiles have won countless benchrest-for-score matches, and captured many National titles. If you want to “run with the big dogs” in score competition, campaigning a 30BR with BIB bullets is a very smart way to go. In this article, Randy talks about the process of creating highly uniform cores for benchrest bullets.
This article originally started as an exchange of posts in Stan Ware’s Bench-Talk Forum. Stan, a gifted gunsmith, converted the Forum posts into an article, which first appeared on Stan’s Bench-Talk.com Website.
How to Make Benchrest-Quality Bullet Cores by Randy Robinett, BIB Bullets
OK, Stan “made me do it”! A while back, Stan Ware asked if I’d submit a ditty on bullet-making. Here is the “picture is worth a few words” version. Below is a photo of a spool of lead wire. This is the first step in making benchrest-quality bullets. This spool of .250″ diameter lead wire will be cut into approximately 130 pieces, each about thirty inches long.
The Core Cutter
Here’s a really neat machine built by my Uncle and BIG MIKE. This is the core cutter. We made it using scrap steel and borrowed the crank shaft out of a 1966 Yamaha motorcycle to get the desired reciprocating-motion slide. When properly “juiced”, this machine can cut more than 3000 cores per hour.
As you doubtless deduced, the “sticks” are inserted, then fed via gravity — straightness is a virtue here! The crank, for now, is powered by the human hand. The bucket contents are the result of loading the cutter and turning the crank wheel. This photo shows cores for 112 grain, .30-caliber bullets. There are about 2500 cores to the bucket.
Here’s a close-up of the business end of the core cutter. Using recorded micrometer settings, this clever design allows us to get very repeatable length when changing through the length/weight cycle.
The photo below provides a closer look at the just-cut cores. Note the relatively clean shanks and square, unflared ends. This bucket contains roughly 2500 cores. By contrast, a tour of the Hornady plant will reveal cores being cut and squirted via a single operation, and deposited into 50-100 gallon livestock watering tanks!
Upon my first tour of a commercial plant, I lost all feelings of guilt about the cost of custom, hand-made bullets. When one totals the amount of labor, “feel” and “culling” that goes into them, custom hand-made bullets represent one of the best bargains on the planet!
At Hornady, each press produces 50-55,000 finished bullets per 10-hour shift. By contrast, a maker of hand-crafted bullets, at best, may make 3% of that number during a 10-hour span! Yep, hand-made benchrest-quality bullets are a labor of love and should be purchased with these criteria in mind: 1) QUALITY; 2) availability; 3) price. There is no reason for a maker of hand-made benchrest-quality bullets to negotiate on price. His time is worth what one receives from the bargain!
Core-Making Q & A Randy’s original Bench-Talk Forum posts inspired some questions by Forum members. Here are Randy’s answers to spedific questions about core-making.
Question by Stan Ware: Randy, a post or two back you said the cores were cut into 30″ lengths first and straightened. Why do you cut to 30″ lengths? What is the reason for this?
Answer by Randy: Stan, the wire is cut into 30″ lengths (sticks) and then straightened, following which it is fed into the core cutter and cut into the individual individual “cores”. If you look at the core cutter photo above, you’ll see a stick of lead wire sticking up -it’s toward the right hand end of the contraption. The cut cores are also “ejected” by gravity — the white “tickler” brushes the cores as the slide moves forward and dislodges the core from the cutter bushing.
Q by GregP: Randy, How do you straighten the 30″ sticks? Roll them between metal plates?
Answer by Randy: Greg, BIG MIKE may kill me for letting out the secret. WE “roll” the wire between an aluminum plate, which is equipped with handles, and the “plate” which you can see in the pic of cutting the wire. The straightening is really a drag. Eventually, we will have the new cutter hooked up to a “feeder/straightener” and the wire will be cut into core slugs right off the roll! Well, that’s the Dream….
Question by Jim Saubier: How much of a nub do you use at the end of the 30″ section? I imagine that every section you will lose a little from the feed end. Your cutter looks real slick, we are using the manual deal and it isn’t quick by any means.
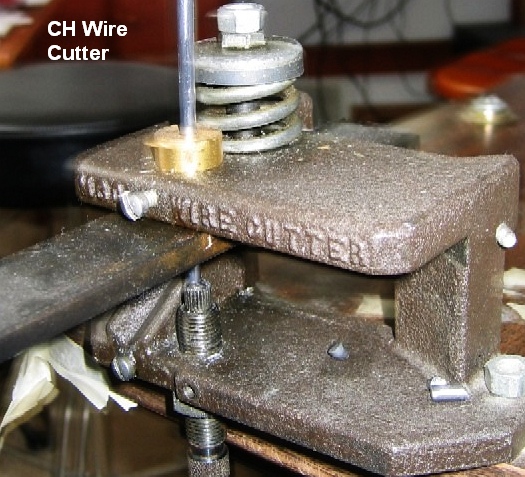
Answer by Randy: Jim, Since I cut all of the sticks using diagonal-cutting pliers, the ends are, indeed, waste. However, only about 1/8th inch on the beginning end — the final core may be too short. I have attached a pic of my old reliable CH cutter. I still use this cutter for .22-cal and 6mm cores and, occasionally, an odd lot of thirties. The CH cuts very square ends which are free of bulges and/or flaring.
Stan Ware Retires
Stan Ware has announced that he is retiring effective September 1, 2014. We are sad to see Stan hang up his tools. He was superbly capable smith who also always delivered the highest level of personal service to his customers. We worked with Stan on a couple projects and we have the highest regard for his skills, professionalism, and his dedication to doing the job right… the first time. We’re sorry to see Stan close shop at SGR Custom Rifles, but we wish him well in retirement and we hope he will enjoy his years of freedom with his friends and family members. Stan wants to thank all his customers: “The one thing I have found out in thirty-one years working for gun enthusiasts is that the are the finest people in the world to work for, and I mean that from the bottom of my heart.”
One of our favorite Ruger bolt-action rifles is now available in a caliber better suited for varmint hunting. The versatile Ruger Gunsite Scout Rifle, previously offered in .308 Winchester only, is now chambered in .223 Rem / 5.56 NATO. This newest version of the Gunsite Scout Rifle features a hybrid chamber that shoots both 5.56x45mm NATO and .223 Remington. This rifle is light and compact. With a 16.1″ barrel, it weighs just 7.1 pounds without optics.
The .223 Scout Rifle is offered in both right- and left-hand versions, both with a 10-round detachable box magazine. You can choose either an all-stainless version ($1099.00 MSRP), with SS receiver and SS barrel, or a dark version ($1039.00 MSRP) with matte black alloy steel action and barrel. The bolt offers Mauser-style controlled round feed, with a lever-style safety on the rear of the bolt shroud. The rifle features a 16.1″, 1:8″-twist rate, barrel fitted with flash hider which can be removed to attach other 1/2-28 threaded barrel accessories. Interestingly, the magazine for .223/5.56 Scout Rifle is dimensionally the same as the mag for the .308 Scout Rifle. The .223/5.56 mag employs a plastic insert to feed the smaller cartridge properly.
American Rifleman Field Test of .223 Rem Scout Rifle
Adjustable Length of Pull Through Buttpad Spacers
The black laminate stock is fitted with sling swivel studs and features checkered grip and forearm. A soft rubber recoil pad with three 1/2″ spacers allows the length of pull (LOP) to be adjusted.
Ruger Scout Rifles feature a Mini-14-style protected, non-glare, post front sight and receiver-mounted, adjustable, ghost ring rear sight. The forward-mounted Picatinny rail lets you use a variety of optics including LER scout scopes that allow “both eyes open” target acquisition. Ruger provides scope rings for mounting conventional scopes on the integral M77-style mounts built into the Scout Rifle receivers.
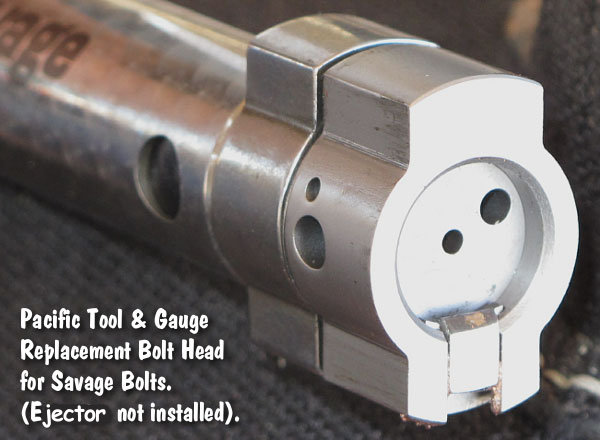
If you own a Savage rifle, here’s a product you should consider. Pacific Tool & Gauge now offers precision-machined replacement bolt heads for Savages. This product, available in a variety of bolt face sizes for $49.50 per unit, can benefit nearly everyone who shoots Savage bolt guns.
German Salazar’s excellent Rifleman’s Journal website features an in-depth review of the PT&G Replacement Bolt Head for Savage Bolts. Written by Norm Darnell, this detailed review explains the benefits of the PT&G replacements, compared to the standard Savage bolt heads. After polishing, the factory bolt head can become slightly dished. According to Darnell: “The area around the firing pin hole sometimes has an indentation deep enough to allow the primer to flow into this void. This makes an unsightly blemish on a fired primer and can lead to hard extraction or worse. One [Savage] rifle I inspected had a continuing problem with pierced primers despite reasonably mild loads[.]” Even after machining the factory bolt face to make it flat, Darnell encountered problems: “The firing pin hole seemed to wear excessively which was of some concern. Material strength of the … bolt head* appears to be the source of these recurring problems.”
After testing out PT&G replacement bolt heads, Darnell found that his problems were solved. With the PT&G replacement bolt head, “the cartridge case heads and primers indicated no case-head rounding or primer damage”. Darnell was convinced, so he proceeded to fit PT&B bolt heads “on all three of my 308 bolts and one 223 with one spare bolt of each.” It appears that PT&G has a winner here — a smart, very affordable product that remedies a commonly-observed problem with factory Savage bolt heads.
* In the article, author Darnell writes that Savage factory bolt heads are investment cast. Fred Moreo of Sharp Shooter Supply says this is not correct: “Savage bolt heads were NEVER investment cast. From the get-go they were machined from solid stock. In 1988 they went to special profiled 41L40 bar stock to save machining operations and heat treated to 35-42 RC.”
Olympic shooter Matt Emmons will be competing at the ISSF world Championships this month in Spain. Matt is one of the USA’s top hopes in smallbore rifle competition. Emmons has competed on the U.S. National Team since 1997, medaling in three Olympic games: Gold in 2004 in Men’s 50m Prone; Silver in 2008 in Men’s 50m Prone; and Bronze in 2012 in Men’s 50m 3X40. Although his specialty is Men’s 3-Position rifle, Emmons’ World Championship and Olympic Gold are in Men’s 50m Prone. He usually shoots an Anschütz or Bleiker .22LR rifle, with Eley Tenex ammo.
Here are shooting tips from Matt, courtesy Anschütz. Click image below to launch a large PDF file. Right-click the image and “save as” to download the poster-sized PDF.
CLICK Photo to Load Large PDF File
Three Sets of Hardware for Three Positions
You may be surprised to find that Matt often totes three complete sets of rifle parts to important matches — three buttplates, three cheekpieces, and three Centra sights with adjustable irises. Matt told Shooting Sports USA that he travels with “three sets for three positions. Our final is so fast that I need three sets of everything to allow a fast change-over between positions.” Matt carries his gear in an an Anschütz sport bag: “It’s similar to the big Ogio duffels with wheels, but lighter. I’ve worked with AHG/Anschütz for many years and I like their bag because all of my junk fits in it.”
Emmons, who is competing at the ISSF World Championships this month, also carries something for good luck: “My wife Katy gave me a little figurine of a Czech fairytale character a long time ago for good luck and I always have it with me when I shoot.”
When does a gunsmith become a “firearms manufacturer”? That’s an important legal question that professional gunsmiths need to consider. Normally, a gunsmith (with an FFL) can receive firearms, chamber/fit barrels, do bedding jobs, and install stocks without requiring a firearms manufacturer’s license. However, other gunsmithing tasks may spill over into “manufacturing activities”. Sometimes the distinctions are not so obvious. Consider these three examples provided by the Bureau of Alcohol, Tobacco, Firearms and Explosives (ATF):
Surplus Rifle Sales Version 1: A gunsmith purchases surplus firearms, cleans the firearms, then offers them for sale to the public.
ATF Verdict: The company does NOT need to be licensed as a manufacturer.
But consider this…
Surplus Rifle Sales Verson 2: A gunsmith buys surplus military rifles or pistols and removes the stocks, adds new stocks or pistol grips, cleans the firearms, then sends the firearms to a separate contractor for bluing. These firearms are then sold to the public.
ATF Verdict: This would be considered manufacturing of firearms and the gunsmith should be licensed as a manufacturer.
And “Sporterizing” an old military rifle can be considered “manufacturing” as well:
Surplus Rifle Sales Version 3: A gunsmith buys surplus military rifles, bends the bolts to accept a scope, and then drills the receivers for a scope base. The gunsmith offers these firearms for sale.
ATF Verdict: This would be considered the manufacturing of firearms and the gunsmith should be licensed as a manufacturer.
These three examples provided by the ATF suggest that gunsmiths need to study the law, and be mindful that the more a firearm is altered and modified (with the objective of resale), the greater the possibility that a manufacturer’s license would be required.
ATF Guidelines for Gunsmiths
On its Manufacturers FAQ Page, the ATF has provided some guidelines to help gunsmiths and FFL-holders determine when a manufacturing license is required:
“Generally, a person engaged in gunsmithing requires only a dealer’s license (type 01). However, there are circumstances in which a gunsmith might require a manufacturing license. Generally, a person should obtain a license as a manufacturer of firearms if the person is:
1. Performing operations which create firearms or alter firearms (in the case of alterations, the work is not being performed at the request of customers, rather the person who is altering the firearms is purchasing them, making the changes, and then reselling them), 2. is performing the operations as a regular course of business or trade, and 3. is performing the operations for the purpose of sale or distribution of the firearms.”
ATF Examples Showing When Manufacturer License Is or Is Not Required
Below are examples of gunsmithing operations with guidance as to whether or not such operations would be considered manufacturing under the Gun Control Act (GCA). A key factor is whether the “operations performed on the firearms were… for the purpose of sale or distribution”. (NOTE: These examples do not address the question of whether the operations are considered manufacturing for purposes of determining excise tax.) View ATF Manufacturer FAQ Page for more details.
Example 1: Completing Rifle on Customer-Supplied Action.
A company receives firearm frames from individual customers, attaches stocks and barrels, and returns the firearms to the customers for the customers’ personal use.
ATF Verdict: Manufacturer License NOT Required.
The operations performed on the firearms were not for the purpose of sale or distribution. The company should be licensed as a dealer or gunsmith, not as a manufacturer of firearms.
Example 2: Barrel-Making. A company produces barrels for firearms and sells the barrels to another company that assembles and sells complete firearms.
ATF Verdict: Manufacturer License NOT Required.
Because barrels are not firearms, the company that manufactures the barrels is not a manufacturer of firearms. [However], the company that assembles and sells the firearms should be licensed as a manufacturer of firearms.
Example 3: Single Gun Project. A company acquires one receiver, assembles one firearm, and sells the firearm.
ATF Verdict: Manufacturer License NOT Required.
The company is not manufacturing firearms as a regular course of trade or business and is not engaged in the business of manufacturing firearms. This company does not need to be licensed as a manufacturer.
Example 4: Production of actions or frames for direct sale. A company produces a quantity of firearm frames or receivers for sale to customers who will assemble firearms.
ATF Verdict: Manufacturer License IS Required.
The company is engaged in the business of manufacturing firearms and should be licensed as a manufacturer of firearms.
Example 5: Production of actions as parts suppliers. A company produces frames or receivers for another company that assembles and sells the firearms.
ATF Verdict: Manufacturer License IS Required
BOTH companies are engaged in the business of manufacturing firearms and each should be licensed as a manufacturer of firearms.
Example 6: Modification of Pistols. A gunsmith buys government model pistols and installs “drop-in” precision trigger parts or other “drop-in parts” for the purpose of resale.
ATF Verdict: Manufacturer License IS Required.
This would be considered the manufacturing of firearms, as the gunsmith is purchasing the firearms, modifying the firearms and selling them. The gunsmith should be licensed as a manufacturer.
For years, many shooters have coated bullets with Moly (molybdenum disulfide) or Danzac (tungsten disulfide or “WS2″). The idea was to reduce friction between bullets and barrel. In theory, this could lengthen barrel life and extend the number of rounds a shooter can fire between cleanings.
Moly and WS2 both have their fans, but in the last couple of years, some guys have switched to Hexagonal Boron Nitride (HBN), another dry lubricant. The advantage of HBN is that it won’t combine with moisture to create harmful acids. HBN is very slippery and it goes on clear, so it doesn’t leave a dirty mess on your hands or loading bench. Typically, HBN is applied via impact plating (tumbling), just as with Moly.
HBN Results — Both on Bullets and Barrel Bores
Many folks have asked, “Does Hexagonal Boron Nitride really work?” You’ll find answers to that and many other questions on gunsmith Stan Ware’s popular Bench-Talk.com Blog. There Paul Becigneul (aka Pbike) gives a detailed run-down on HBN use, comparing it to other friction-reducers. Paul also discusses the use of HBN in suspension to pre-coat the inside of barrels. Paul observes:
We coated our bullets … how we had been coating with WS2. Now our bullets have a slightly white sheen to them with kind of like a pearl coat. They are so slippery it takes a little practice to pick them up and not drop them on the trailer floor. What have we noticed down range? Nothing different from WS2 other than the black ring on your target around the bullet hole is now white or nonexistent. Our barrels clean just as clean as with WS2. Your hands aren’t black at the end of the day of shooting and that might be the most important part.
Interestingly, Becigneul decided to try a solution of HBN in alcohol, to pre-coat the inside of barrels. Paul had previously used a compound called Penephite to coat the inside of his barrels after cleaning. Paul explains:
If Penephite was used because it was slippery wouldn’t HBN be better? … We called Momentive again (our source for HBN), and talked about mixing HBN and 90% alcohol for a suspension agent to pre-lube our barrels. He though it sounded great but that the Kb>AC6111 Grade HBN would be better for this use. It would stand up in the alcohol suspension and cling to the barrel when passed through on a patch. We got some and mixed it in alcohol 90%. We use about one teaspoon in 16 ounces of alcohol.
We started using it this fall and what we have noticed is that now that first shot fired out of a clean and pre-lubed barrel can be trusted as the true impact point. We use tuners so now I got to the line, fire two shots judge my group for vertical, adjust the tuner as needed or not, and after tune has been achieved go to my record targets. This use has saved us in time at the bench and bullets in the backstop.
You really should read the whole article by Becigneul. He discusses the use of barrel lubes such as Penephite and “Lock-Ease” in some detail. Paul also provides links to HBN vendors and to the Material Safety Data Sheets (MSDS) for the various compounds he tested.
Good Source for Hexagonal Boron Nitride (HBN)
Paul Becigneul (aka PBike in our Forum) has been using HBN for many years with good results. He obtains his HBN from Momentive Performance Materials:
The GAP Grind is a hugely popular tactical match held annually at the K&M Precision Rifle Training facility in Florida. Sponsored by G.A. Precision and Bushnell, the GAP Grind attracts top tactical shooters from around the country. Held 29 – 31 August, the 2014 GAP Grind saw 164 shooters and 82 teams battle it out. Watch the video from the 2013 Grind to see what all the fuss is about….
Watch GAP Grind 2013 Video
GAP Grind Guns by Giddings
Shelley Giddings, a skilled shooter of both firearms and cameras, attended the 2014 GAP Grind last week. While there, Shelley snapped some cool images of state-of-the-art tactical rifles. Here is a Giddings Gallery of Grind Guns. You can find more GAP Grind pix on Shelly’s Facebook Page.
Click any photo below to see a full-screen version.
Forum member Thomas Haugland from Norway has produced an excellent video that covers practical field shooting skills for hunters. In his video, Thomas (aka ‘Roe’ on Forum and Sierra645 on YouTube) shows how to verify his zeros from bipod and he demonstrates improvised field rests from the prone, kneeling, and sitting positions.
Thomas explains: “In this video I focus on basic marksmanship techniques and making ready for this year’s hunt. As a last check before my hunting season, I got to verify everything for one last time. My trajectory is verified again, the practical precision of the rifle is verified. I also practice making do with the best [improvised] rest possible when an opportunity presents itself. After getting knocked in the face by a 338LM rifle during a previous filming session, I had to go back to basics to stop [flinching]. I include some details from bipod shooting that hopefully some hunters will find useful. Fingers crossed for this years season, good luck!”
Thomas has produced many other quality videos for his Sierra645 YouTube Channel. On his “Langholdsskyting” YouTube Channel, you’ll find 30 more nicely-made videos (in both English and Norwegian) about hunting and precision shooting.
Spectacular Scenery
Below you’ll find a great video by Thomas that demonstrates up/down angle (incline) shooting. This video features some amazing scenery from Norway along with angle estimation sequences and use of the ACI (Angle-Cosine Indicator). Even without the technical tips, this video is well worth watching just to see the jaw-dropping Norwegian scenery! Yes that’s Thomas standing on the top of the peak in the photo (above right).
The new 2014-2016 National Standard Three-Position Air Rifle Rules has just been released, with an effective date of September 1, 2014. These 3P Rules, officially the 10 Edition, are issued by the National Three-Position Air Rifle Council, which issues new “National Standard Rules” every two years. Anyone with questions about the 2014-2016 National Standard Three-Position Air Rifle Rules or who wants further information should contact: 3PAR [at] TheCMP.org . Copies of the new rules can be downloaded at http://publ.com/BUSpRxp
After a series of major changes were two years ago, there are relatively few changes in this year’s rulebook. The 2012 changes in the course of fire, with separate preparation and sighting periods before record firing, as well as changes in finals procedures, proved to be successful changes that did not necessitate further changes this year. Howerver, there ARE two dozen or so rule modifications/additions in the Air Rifle Council’s 2014-16 Rules. Here are some of the more interesting rule changes:
Rule 2.14 — Safety Rule Violations
This change clarified when a person can be disqualified for safety violations; disqualification is warranted when an athlete handles a gun so as to “endanger the safety of another person.”
Rule 4.2.1 (a) — Approved Sporter Air Rifles
The CZ 200T was added to the approved Sporter air rifle list. Champions Choice sells this rifle as the Champions Choice T200. The Council confirmed with Champions Choice that this rifle is available to clubs at the $525 maximum price through special purchase arrangements.
Rule 4.2.4 (c & e) — Adjustable Cheek-Pieces and Butt-Plates
Adjustable cheek-pieces and butt-plates that are common on most Sporter Class air rifles today can now be adjusted between positions.
Rule 11.4 — National Records
This rule has been Modified to clarify that National Records can only be established in shoulder-to-shoulder matches (no postal scores).




























 Olympic shooter Matt Emmons will be competing at the ISSF world Championships this month in Spain. Matt is one of the USA’s top hopes in smallbore rifle competition. Emmons has competed on the U.S. National Team since 1997, medaling in three Olympic games: Gold in 2004 in Men’s 50m Prone; Silver in 2008 in Men’s 50m Prone; and Bronze in 2012 in Men’s 50m 3X40. Although his specialty is Men’s 3-Position rifle, Emmons’ World Championship and Olympic Gold are in Men’s 50m Prone. He usually shoots an Anschütz or Bleiker .22LR rifle, with Eley Tenex ammo.
Olympic shooter Matt Emmons will be competing at the ISSF world Championships this month in Spain. Matt is one of the USA’s top hopes in smallbore rifle competition. Emmons has competed on the U.S. National Team since 1997, medaling in three Olympic games: Gold in 2004 in Men’s 50m Prone; Silver in 2008 in Men’s 50m Prone; and Bronze in 2012 in Men’s 50m 3X40. Although his specialty is Men’s 3-Position rifle, Emmons’ World Championship and Olympic Gold are in Men’s 50m Prone. He usually shoots an Anschütz or Bleiker .22LR rifle, with Eley Tenex ammo.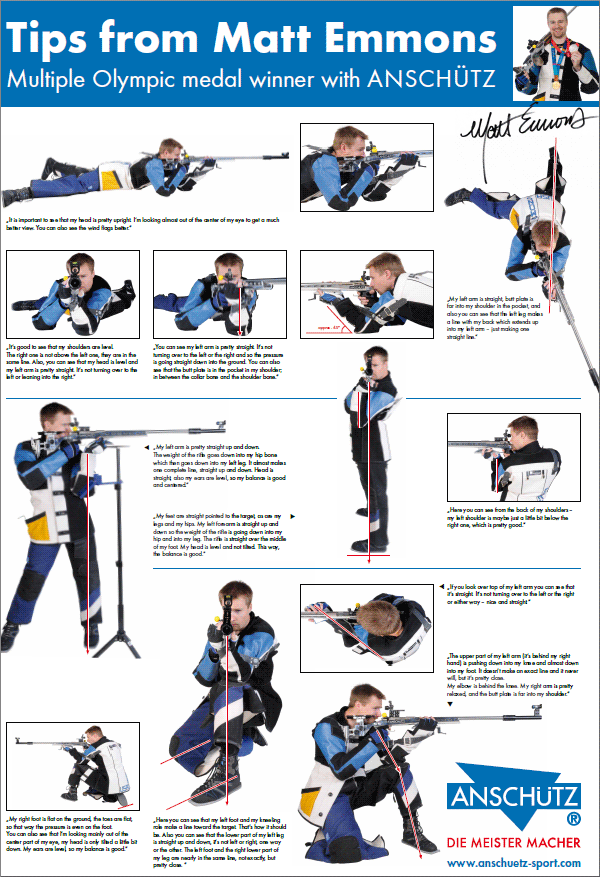



 Momentive Performance Materials
Momentive Performance Materials










 Forum member Thomas Haugland from Norway has produced an excellent video that covers practical field shooting skills for hunters. In his video, Thomas (aka ‘Roe’ on Forum and
Forum member Thomas Haugland from Norway has produced an excellent video that covers practical field shooting skills for hunters. In his video, Thomas (aka ‘Roe’ on Forum and  Thomas has produced many other quality videos for his Sierra645
Thomas has produced many other quality videos for his Sierra645  The new 2014-2016 National Standard
The new 2014-2016 National Standard 






