Wouldn’t it be nice to dispense with patches and jags when cleaning your guns? The folks at Super Brush, LLC, had the same idea, so they invented Bore-tips® swabs. These reusable foam “mops” provide 360° of contact with the bore, reaching both the grooves and the lands. Bore-tips thread onto standard cleaning rods. They are offered in a variety of sizes, from .22 caliber up to 12 Gauge. Rifle Bore-tips come in .22 (5.56mm), .243 (6mm), and .308 (7.62mm) calibers. Pistol Bore-Tips are offered for .22, .30, 9mm, .357, .40, and .45 calibers.
We first saw Bore-tips products at the Southwest Nationals a couple years ago. We were intrigued. These foam swabs may be useful for some applications, particularly pistols and shotguns which require minimal brushing. For rifles they do a good job of applying solvents because they hold more liquid than a patch. However, you probably won’t want to abandon your jags and patches. Sometimes a tight-fitting patch is still the best tool for the job. Patches are cheap and it’s easier to discard a used patch, rather than fuss with cleaning foam swabs. But for shotguns (and lightly used pistols), these things make sense.
Bore-tips Claimed Benefits:
• Each tip is reusable and can be cleaned with solvents or soap and water.
• Tough and fiber-free, Bore-tips will not shed or leave lint behind as cotton will.
• FAST PATCHLESS CLEANING — solves the shortcomings of the jag and patch.
• Foam fills the lands and grooves of the rifling, not sliding over the top like a patch.
• Quick threading on a standard 8-32 cleaning rod. Shotgun sizes use a 5/16 x 27 rod.
• Can be used with most commercially available solvents and oils.
AR15 Chamber Cleaner:
Pull-Through Bore-Whips for Quick Cleaning Jobs
Along with the screw-on Bore-tips there are handy pull-through Bore-whips for air guns and rifles. These are offered in .177 for air rifles and .223/5.56 for rimfire and centerfire rifles. We have found these Bore-whips very handy as the .177 version (see below) can also be used for .17 HM2 and 17 HMR rifles.
How to Use Bore-tips
Use a Bore-tip to apply solvent to the barrel. After allowing the solvent time to work, brush the bore to break up any fouling. Next use a clean Bore-tip to push the fouling out the bore. When the now dirty Bore-tip clears the bore, wet it with a little solvent and then squeeze it with an absorbent rag or paper towel, this will blot the dirt off. After blotting the Bore-tip should be clean enough to continue using to remove the fouling until you are finished cleaning. When you are satisfied with the cleanliness of your barrel, use a clean Bore-tip to dry the bore.
Click for Full-Screen Images
How to Clean Bore-tips®
For faster cleaning, apply mineral spirits to the Bore-tip and squeeze/blot into an absorbent rag or paper towel. When the Bore-tip is clean, let dry and reuse. Using soap and water, squeeze to blot out any excess solvent or dirt. Next, wash the Bore-tip with a grease-cutting soap and warm water. Once clean, rinse then let dry completely. See cleaning video below:
Some custom barrel makers are now honing barrels (after drilling) to improve bore diameter uniformity, smooth the interior finish, and reduce barrel lapping times. For years, large-scale manufacturers of hammer-forged barrels have employed honing. Now the process is being used by smaller, “boutique” barrel-makers. This article explains how and why barrel honing is done. Take the time to watch the video. For anyone with an interest in barrel-making, this video is an eye-opener…
Barrel Honing Process Demonstrated (Worth Watching!):
For custom barrel makers, honing is a time-saver and cost cutter. A few minutes on a honing machine can cut lapping times in half, leaving a cross-hatched surface finish in single or low double-digit Ra. Honing is the same process used to make diesel fuel injectors with bore roundness and straightness controlled to fractions of a micron (<0.000040"), with surface finish Ra ≤0.15 µm (6 µin).
A key manufacturing process used for hammer-forged barrels is now getting attention from the makers of custom button-rifled barrels. This process is precision bore-honing. Honing produces a high-quality bore surface fast, which is critical to hammer forging. (Why is honing so important with hammer forging? Surface finish is the one feature of the barrel that cannot be controlled in hammer forging. Surface imperfections in a barrel blank tend to be amplified as the blank is formed on the rifling mandrel. And if the bore is chromed afterwards, imperfections in the surface finish become even more obvious.)
Honing dramatically improves bore diameter size uniformity and accuracy, surface finish and roundness throughout the length of the barrel. It can certainly be used in place of a pre-rifling lap. The chief difference between a lapped and honed bore is the direction of the finish lines in the bore. Honing leaves fine spiraling crosshatch lines, while a lap leaves lines going longitudinally in the bore. After rifling the manufacturer can remove the crosshatch finish with a quick lap if desired. Honing is fast, accurate, and can be automated. Its surface quality and geometry can duplicate lapping, except for the longitudinal lines of the lapped finish.
Frank Green of Bartlein Barrels told us: “We worked with Sunnen and we did all the initial testing on the prototype machine for them. The machine works great! We ordered and received last year a new manufactured machine with the changes we wanted on it and we just ordered a second one a month or so ago. Should be here next month.”
Computer-Controlled Bore-Honing
Honing can be done with great precision through the use of advanced, computer-controlled honing machines. Sunnen Products Company recently introduced a new machine for .17 to .50-caliber barrels (see control panel below). The spindles on this machine can correct bore size imperfections so small only an air gauge can measure them. The consistency this allows improves bore uniformity, which, in turn, produces more accurate barrels for the precision market.
Sunnen Products Company is the world’s largest vertically-integrated manufacturer of honing systems, tooling, abrasives, coolants and gauging for precision bore-sizing and finishing. Sunnen’s customers include manufacturers of diesel and gas engines, aerospace components, hydraulic components, oil field equipment, and gun/cannon barrels. Sunnen, which just celebrated its 90th anniversary, employs more than 600 people worldwide.
The U.S. Patent Office has awarded BoreSmith utility patents for two unique gun cleaning products. Patents were issued for BoreSmith’s triangular Pyramid Patch™ as well as BoreSmith’s dual-diameter JagBrush™. Both products were designed by Shane Smith, a mathematician/physicist who used his scientific and firearms knowledge to create innovative bore-cleaning products that may well work better than conventional patches and brushes.
BoreSmith’s clever Triangle Patch™ (aka Pyramid Patch) presents more cleaning surface area to the bore wall than does a conventional square or round patch (of equivalent size). At the same time, the unique geometry makes Triangle Patches much less likely to jam in the barrel. This is because the notches in the sides of the triangle allow the patch to sit more uniformly on the jag (without bunching up). The Triangle patch can be used with a standard jag but works best when paired with BoreSmith’s patented dual-diameter JagBrush. Order Triangle Patches HERE.
Triangle Patch Function and Geometry Explained (See 1:18 time-mark):
NOTE: Despite what you may see in this video, you should insert brushes and patches from the chamber end first, using a well-fitting cleaning rod bore guide. With bolt-action rifles, NEVER insert a cleaning rod (with brush or jag) in through the muzzle. This may damage the delicate crown of your barrel.
Patent Awarded to Dual-Diameter JagBrush
The JagBrush is like a standard bore brush but has two different diameters on the bristle section. Bristles in the front are smaller, while the rear bristles are similar length to a standard bore brush. When a patch is pushed through the bore using a JagBrush, the smaller bristles will grab the patch, leaving the longer bristles exposed and creating a dual-action wiping + brushing system. JagBrushes are offered in a wide variety of calibers, in both bronze and nylon versions.
Shane Smith, CEO of BoreSmith, was pleased that his designs have been awarded two important patents: “I created these tools to allow the user to get their firearms cleaner, faster, and without causing unnecessary damage in the process. At BoreSmith, we strive to develop and produce superior cleaning tools that help firearm owners protect their investments.” For more info, visit BoreSmith at RigelProducts.com.
Do you think your borescope is a state-of-the-art bore inspection device? Well think again. There is now something way more advanced than any optical borescope. A new laser-equipped scanning device can map the entire interior surface of a barrel bore. With this new technology you can now examine every land and every groove, millimeter by millimeter, from the chamber to the tip of the muzzle. The most minute flaw in a barrel can now be revealed.
The new device is called the BEMIS-SC™ (for Barrel Inspection Machine Small Caliber). Operated by Chesapeake Testing and Laser Techniques Company (LTC), BEMIS-SC performs non-destructive laser-based mapping of gun bores. The BEMIS-SC currently works with .22 caliber to .50 caliber (5.56 – 12.7 mm) barrels. The BEMIS captures thousands of highly accurate data points over the full length of a barrel. The inspection can be completed in mere minutes, with scan results displayed in graphical, tabular, and 3D visual formats. Here is a barrel cross-section, as scanned by the BEMIS-SC:
Click for Full-Screen Version
Until the 1980s, gun tube inspection had to be conducted by hand using a manual “star” gauge, a process that would take hours and provide minimal data. Electronic gauges were eventually developed along with the video bore scope, but these systems were still limited to very few, low-resolution data points. That has all changed with the BEMIS™, a huge leap forward in technology that is capable of rapidly capturing thousands of precise data points.
Chesapeake Testing commenced BEMIS-SC barrel inspection services in September 2014. Testing is performed in Chesapeake’s commercial barrel inspection laboratory, located in Belcamp, MD, minutes from the U.S. Army Aberdeen Proving Ground. While testing is currently limited to .22 to .50 caliber barrels, Chesapeake Testing will accommodate both smaller and larger calibers in the future.
“We have always focused on building our company around very unique technologies. BEMIS™ has changed the industry in regards to the inspection of weapon systems. We are excited to be an exclusive partner with LTC in this industry and look forward to contributing to the future of this technology,” says Jim Foulk, founder and president of Chesapeake Testing.
Wouldn’t it be nice to dispense with patches and jags when cleaning your guns? The folks at Super Brush, LLC, had the same idea, so they invented Bore-tips® swabs. These reusable foam “mops” provide 360° of contact with the bore, reaching both the grooves and the lands. Bore-tips thread onto standard cleaning rods. They are offered in a variety of sizes, from .22 Caliber up to 12 Gauge. Rifle Bore-tips come in .22 (5.56mm), .243 (6mm), and .308 (7.62mm) diameters.
We saw samples of this new product for the first time at the Berger SWN. We’re intrigued. The product may be useful for some applications, particularly pistols and shotguns which require minimal brushing. For rifles they do a good job of applying solvents because they hold more liquid than a patch. However, you probably won’t want to abandon your jags and patches. Sometimes a tight-fitting patch is still the best tool for the job. Patches are cheap and it’s easier to discard a used patch, rather than fuss with cleaning foam swabs. But for shotguns (and lightly used pistols), these things make sense.
Bore-tips® Claimed Benefits:
• Each tip is reusable and can be cleaned with solvents or soap and water.
• Tough and fiber-free, Bore-tips will not shed or leave lint behind as cotton will.
• FAST PATCHLESS CLEANING — solves the shortcomings of the jag and patch.
• Foam fills the lands and grooves of the rifling, not sliding over the top like a patch.
• Quick threading on a standard 8-32 cleaning rod. Shotgun sizes use a 5/16 x 27 rod.
• Can be used with most commercially available solvents and oils.
How to Use Bore-tips®
Use a Bore-tip to apply solvent to the barrel. After allowing the solvent time to work, brush the bore to break up any fouling. Next use a clean Bore-tip to push the fouling out the bore. When the now dirty Bore-tip clears the bore, wet it with a little solvent and then squeeze it with an absorbent rag or paper towel, this will blot the dirt off. After blotting the Bore-tip should be clean enough to continue using to remove the fouling until you are finished cleaning. When you are satisfied with the cleanliness of your barrel, use a clean Bore-tip to dry the bore.
Click for Full-Screen Images
How to Clean Bore-tips®
For faster cleaning, apply mineral spirits to the Bore-tip and squeeze/blot into an absorbent rag or paper towel. When the Bore-tip is clean, let dry and reuse. Using soap and water, squeeze to blot out any excess solvent or dirt. Next, wash the Bore-tip with a grease-cutting soap and warm water. Once clean, rinse then let dry completely. See cleaning video below:
Choosing the right-diameter bullet can have a big effect on accuracy in match rifles. “Wait a minute”, you might say, “doesn’t one simply choose a 6mm bullet for a 6mm barrel and a 7mm bullet for a 7mm barrel, what’s the big deal?” Well… it’s not that simple. Not all bullets of the same nominal caliber actually have the same true diameter. We’ve seen different-brand 6mm bullets vary by as much as a full thousandth (.001″) in diameter. We have seen undeniable evidence that a poor “fit” of bullet diameter to bore dimensions can result in a poor-shooting gun, even one with a high-grade barrel.
Conversely, if you find the bullet diameter you barrel likes, that may instantly improve your accuracy. The accuracy gain may be more significant than making changes to the bullet seating depth or even powder charge. The importance of bullet diameter is compounded by the fact that 6mm match barrels are available with both .236″ and .237″ land diameters. Some barrels prefer “fat” bullets while other barrels prefer “skinny” bullets.
Last year, Jason Baney measured 12 different sets of 6mm Match Bullets, including a couple different lots of the same bullet design. Interestingly, Jason did measure the “old” Berger 105 VLD, the new-generation Berger 105 VLD (first lot from the new die), and the “new, improved” Berger 105 VLD from the new die, after it was polished. Ten (10) Bullets were measured per type. Each bullet was measured three times (3X) around the largest circumference, normally where a pressure ring would be located (some bullets have a pronounced pressure ring, others do not). NOTE: We provide the numbers from Jason’s tests, but remember that bullets from different production runs may have slightly different dimensions. You should augment our findings with your own measurements from later-produced bullets.
The first two columns of the chart show the smallest and largest bullet diameters measured for each 10-bullet sample. The third column shows the extreme spread over each 10-bullet set. Note, these numbers are NOT averages, but represent the “low” and “high” diameters for each set. (FYI: Jason noted that while the Lapua Scenars were very consistent, an earlier 2005 “JEVDAK” lot had smaller meplats than 2007 and 2008 lots.) A Mitutoyo Micrometer was used, zero-checked for each bullet.
Here’s a little known fact that may startle most readers, even experienced gunsmiths: your barrel wears out in a matter of seconds. The useful life of a typical match barrel, in terms of actual bullet-in-barrel time, is only a few seconds. How can that be, you ask? Well you need to look at the actual time that bullets spend traveling through the bore during the barrel’s useful life. (Hint: it’s not very long).
Bullet-Time-in-Barrel Calculations
If a bullet flies at 3000 fps, it will pass through a 24″ (two-foot) barrel in 1/1500th of a second. If you have a useful barrel life of 3000 rounds, that would translate to just two seconds of actual bullet-in-barrel operating time.
Ah, but it’s not that simple. Your bullet starts at zero velocity and then accelerates as it passes through the bore, so the projectile’s average velocity is not the same as the 3000 fps muzzle velocity. So how long does a centerfire bullet (with 3000 fps MV) typically stay in the bore? The answer is about .002 seconds. This number was calculated by Varmint Al, who is a really smart engineer dude who worked at the Lawrence Livermore Laboratory, a government think tank that develops neutron bombs, fusion reactors and other simple stuff.
On his Barrel Tuner page, Varmint Al figured out that the amount of time a bullet spends in a barrel during firing is under .002 seconds. Al writes: “The approximate time that it takes a 3300 fps muzzle velocity bullet to exit the barrel, assuming a constant acceleration, is 0.0011 seconds. Actual exit times would be longer since the bullet is not under constant acceleration.”
We’ll use the .002 number for our calculations here, knowing that the exact number depends on barrel length and muzzle velocity. But .002 is a good average that errs, if anything, on the side of more barrel operating life rather than less.
So, if a bullet spends .002 seconds in the barrel during each shot, and you get 3000 rounds of accurate barrel life, how much actual firing time does the barrel deliver before it loses accuracy? That’s simple math: 3000 x .002 seconds = 6 seconds.
Gone in Six Seconds. Want to Cry Now?
Six seconds. That’s how long your barrel actually functions (in terms of bullet-in-barrel shot time) before it “goes south.” Yes, we know some barrels last longer than 3000 rounds. On the other hand, plenty of .243 Win and 6.5-284 barrels lose accuracy in 1500 rounds or less. If your barrel loses accuracy at the 1500-round mark, then it only worked for three seconds! Of course, if you are shooting a “long-lived” .308 Win that goes 5000 rounds before losing accuracy, then you get a whopping TEN seconds of barrel life. Anyway you look at it, a rifle barrel has very little longevity, when you consider actual firing time.
People already lament the high cost of replacing barrels. Now that you know how short-lived barrels really are, you can complain even louder. Of course our analysis does give you even more of an excuse to buy a nice new Bartlein, Krieger, Shilen etc. barrel for that fine rifle of yours.
Smart shooters know the importance of using a quality cleaning rod bore guide when cleaning barrels. The rod guide helps center the rod in the bore, preventing uneven wear on the rifling. Good bore guides also seal off the chamber to prevent solvents and gunk from flowing back into the bolt raceway and trigger housing. While most bore guides are “better than nothing”, the best designs are custom-sized to the chamber and also have a very tight clearance around the rod shaft. This prevents the rod from bowing and from dragging on the critical throat area of your rifle. We use Lucas Rod Guides for many of our rifles. The Lucas two-part design, with a caliber-specific insert, provides a tight fit for the rod.
T.K. Nollan’s Barrel Saver System
While many readers may have seen or used Lucas Rod Guides, T.K. Nollan makes another very high-quality cleaning rod guide that is favored by top benchrest shooters such as Tony Boyer, Dwight Scott, and Dick Wright. If, like many short-range Benchresters, you do a lot of barrel brushing, it may be worth investing in the $135.00 Barrel Saver.
T.K. Nollan’s patent-pending Barrel Saver is a precision-machined system designed to provide maximum protection during barrel cleaning. The Barrel Saver features a double O-ring “fail-safe” seal, and a stainless steel outer tube with straightness held to within .001″. To help ensure optimal alignment, a bushing, custom-sized for your action, precisely centers the outer tube in your action. Models are offered for Hall, Stolle, Grizzly, Farley, Remington, RFD, Nesika Bay, Borden, BAT, Viper and similar 2-lug actions.
Each Nollan Barrel Saver comes with two (2) metal guide tubes, one for brushes and the other for jags. As you can see in the slide show below, these brush/jag tubes run INSIDE the larger diameter guide which slides into the action and chamber. This “tube-within-tube” design, combined with the 0-ring for the chamber, ensures that the cleaning rod stays precisely centered, even if you brush fairly aggressively. While we strongly advocate bore-brushing only in the outward direction, we know some shooters prefer to brush back and forth. If you are a “back and forth” cleaner, you NEED a product like the T.K. Nollan Barrel Saver.
T.K. Nollan Barrel Savers start at $135.00 plus $9.00 shipping for PPC-type chamberings. Custom sizes cost $150.00 plus $9.00 shipping. Each Barrel Saver kit comes complete with two Rod Guide Tubes and spare O-rings. For more info, visit the Barrel Saver website, or contact T.K. Nollan at this address:
TK Tool Co. – Precision Benchrest Tools
tknemail [at] gmail.com
401 South Cimarron St.
Catoosa, OK 74015
(918) 633-2966 (Call before 9:00 PM CST)
German Salazar has found some innovative and smartly-engineered new cleaning accessories that can benefit any shooter who wants to maintain the accuracy of his precious (and expensive) barrels. Here’s German’s report on the new Bore Rider Jags and Bore Rider Brush Guides.
Good Stuff: Bore Rider Barrel Care Productsby German Salazar
We see new bore cleaning solvents introduced with some regularity, but cleaning hardware evolves more slowly. I’ve been using some new jags from Don Leidich’s Bore Rider Barrel Care Products for a few months and am satisfied that they are a genuine improvement over anything else I’ve used. Don began making these items for the black powder cartridge shooters as their cleaning needs are serious and frequent. He has now expanded the line to include popular bore sizes for modern centerfire barrels.
Modern Jags and Brush Guides Made from Acetron Polymer
Don’s Bore Rider enterprise makes jags as well as companion Brush Guides for use with bore brushes. These are all made from Acetron® GP, an acetal polymer material similar to Delrin, but with greater lubricity. Bore Rider Jags and Brush Guides minimize any damage that might occur to the crown when the jag or brush exits the bore. With conventional jags and brushes, when brushing or patching your barrel, the cleaning rod shaft falls to the bottom of the bore as the patch or brush exits. Over time, that can result in excessive wear at the lower edge of the bore (6 O’Clock position) in the last few millimeters on the muzzle end. In extreme cases you can even wear a slight groove in the lip of the crown (i.e. the very end of the rifling at the muzzle). Another advantage of Bore Rider Jags over conventional brass jags is that you don’t get “false positive” green/blue patch colorations from solvent reactions with the metal jag itself (as opposed to actual copper fouling in the barrel).
The Bore Rider Jag has an extra-long shank so that when the patch exits, the Acetron (polymer) shank is the only thing that makes contact with the crown. This way you don’t have a metal rod tip riding over the delicate crown. The Bore Rider Jag shank diameter is also a close fit to the bore to avoid uneven wear. The Brush Guide is an Acetron extension that fits between your brush and the end of the cleaning rod. This extension protects the crown when you brush, allowing you to push the brush completely out of the barrel without dragging metal connections over the edge of the crown. [Editor’s Tip: While the polymer material used in the Bore Rider Jag and Brush Guide is “kinder” to crowns, be sure keep the Acetron shanks clean from small particles and debris. These particles can embed themselves in the polymer. Wipe off the Jags and Brush Guides regularly.]
If protecting your barrel’s crown was all that these items did, that would be enough to merit their use. However, what’s more interesting about the jags is that they are made for a very tight fit in the bore and as a result, they truly get the patch working to scavenge the grooves of all the residue possible. The fit is so tight that Don was concerned that not all patches might work properly, as some extra thick ones might not enter the bore at all on this jag. I’ve used the jags with patches from Sinclair, Bruno’s Pro-Shot and a couple of no-name bags and all have worked flawlessly. Also, the jags are designed so that the segments that hold the patch material can never come in contact with the crown while pulling it back into the barrel. My borescope examination of the barrels shows that the job is getting done right.
Source for Bore Rider Jags and Brush Guides
The .223, .243, .264 and .308-caliber jags sell for $15.00 and the Brush Guides sell for $13.00. Other caliber jags start at $22.00 for jags and $18.00 for Brush Guides. These are threaded and chamfered to fit appropriate Dewey rods. The opposite ends on the brush guides have 8-32 female threads. Customers can buy adapters (from other vendors) to fit other brands of cleaning rods. Don can also customize Jags to fit a customer’s rod specifications if you don’t want to deal with an adapter. Don’s custom made Jags and Brush Guides cost $25 and $18 respectively.


























 The new device is called the BEMIS-SC™ (for Barrel Inspection Machine Small Caliber). Operated by
The new device is called the BEMIS-SC™ (for Barrel Inspection Machine Small Caliber). Operated by 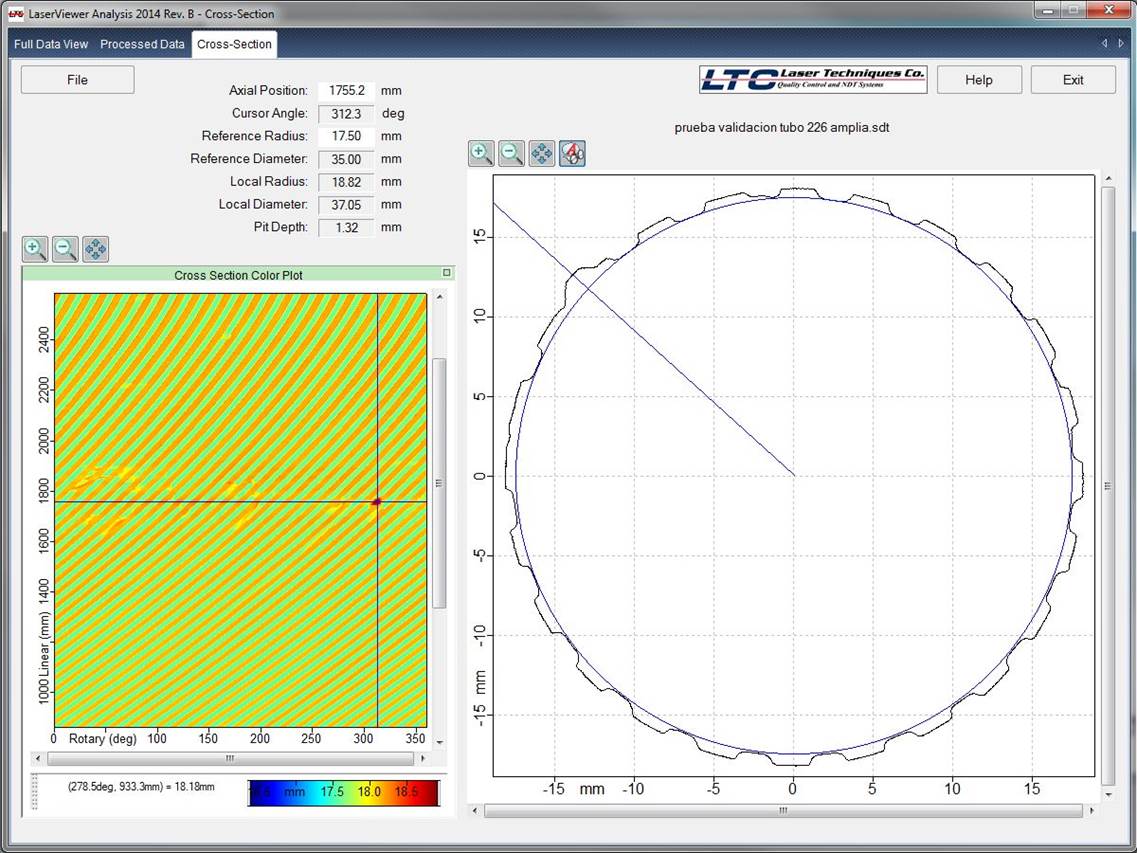



 Gone in Six Seconds. Want to Cry Now?
Gone in Six Seconds. Want to Cry Now?

 The Bore Rider Jag has an extra-long shank so that when the patch exits, the Acetron (polymer) shank is the only thing that makes contact with the crown. This way you don’t have a metal rod tip riding over the delicate crown. The Bore Rider Jag shank diameter is also a close fit to the bore to avoid uneven wear. The Brush Guide is an Acetron extension that fits between your brush and the end of the cleaning rod. This extension protects the crown when you brush, allowing you to push the brush completely out of the barrel without dragging metal connections over the edge of the crown. [Editor’s Tip: While the polymer material used in the Bore Rider Jag and Brush Guide is “kinder” to crowns, be sure keep the Acetron shanks clean from small particles and debris. These particles can embed themselves in the polymer. Wipe off the Jags and Brush Guides regularly.]
The Bore Rider Jag has an extra-long shank so that when the patch exits, the Acetron (polymer) shank is the only thing that makes contact with the crown. This way you don’t have a metal rod tip riding over the delicate crown. The Bore Rider Jag shank diameter is also a close fit to the bore to avoid uneven wear. The Brush Guide is an Acetron extension that fits between your brush and the end of the cleaning rod. This extension protects the crown when you brush, allowing you to push the brush completely out of the barrel without dragging metal connections over the edge of the crown. [Editor’s Tip: While the polymer material used in the Bore Rider Jag and Brush Guide is “kinder” to crowns, be sure keep the Acetron shanks clean from small particles and debris. These particles can embed themselves in the polymer. Wipe off the Jags and Brush Guides regularly.]
 Source for Bore Rider Jags and Brush Guides
Source for Bore Rider Jags and Brush Guides





