So what does a “worn-out” barrel really look like? Tom Myers answered that question when he removed a 6.5-284 barrel and cut it down the middle to reveal throat wear. As you can see, there is a gap of about 5mm before the lands begin and you can see how the lands have thinned at the ends. (Note: even in a new barrel, there would be a section of freebore, so not all the 5mm gap represents wear.) There is actually just about 2mm of lands worn away. Tom notes: “Since I started out, I’ve chased the lands, moving out the seating depth .086″ (2.18 mm). I always seat to touch. My final touch dimension was 2.440″ with a Stoney Point .26 cal collet.”
Except for the 2mm of wear, the rifling otherwise looks decent, suggesting that setting back and rechambering this barrel could extend its useful life. Tom reports: “This was something I just thought I’d share if anyone was interested. I recently had to re-barrel my favorite prone rifle after its scores at 1,000 started to slip. I only ever shot Sierra 142gr MatchKings with VV N165 out of this barrel. It is a Hart and of course is button-rifled. I documented every round through the gun and got 2,300 over four years. Since I have the facilities, I used wire EDM (Electro Discharge Machining) to section the shot-out barrel in half. It was in amazingly good shape upon close inspection.”
Tom could have had this barrel set back, but he observed, “Lately I have had to increase powder charge to maintain 2,950 fps muzzle velocity. So to set it back would have only increased that problem. [And] I had a brand new 30″ Krieger all ready to screw on. I figured it was unlikely I’d get another full season on the old barrel, so I took it off.”
Instead of using the standard .223 Remington or 5.56x45mm NATO round, you have many options for an AR-15. Dozens of cartridge variants have been tried in AR-15s. Some of the most noteworthy and popular alternative chamberings for AR-15s are:
20 Practical — This is simply the .223 Rem necked down to .204 caliber. Requires new barrel. Same bolt, same magazines. Best bang for the buck. .224 Valkyrie — A necked-down version of the 6.8 SPC, the .224 Valkyrie was introduced by Federal a few seasons back. It has better ballistics than the .223 Remington, if used with a suitable barrel. 6mm ARC — Relatively new cartridge that works well for varminting, self-defense, tactical competitions, and deer hunting. Good selection of bullets and factory-loaded ammunition. 6.5 Grendel — Accurate and proven across the course, the 6.5 Grendel requires a new barrel, bolt, and magazines. Most use the 6.5 Grendel for competitive shooting and/or hunting. .300 Blackout — Moderately expensive, the .300 Blackout requires a barrel change. This is used for home defense, and hunting. WARNING — with some bullets this round can be chambered in a .223 Rem barrel, with disastrous consequences. .458 SOCOM — Pretty expensive, requires new barrel and bolt. The .458 SOCOM round is typically used for hunting though it was originally designed for Close Quarters Battle (CQB).
Of these six options, our favorite is the 20 Practical, followed by the 6mm ARC and 6.5 Grendel. The 20 Practical is a great varminting round. Check out our featured 20 Practical AR Rifle Report. This 20 Practical cartridge is highly effective on small varmints, and has shown outstanding accuracy in AR-platform rifles crafted by Robert Whitley.
20 Practical — High-Velocity, Affordable Alternative
The 20 Practical is simply a .223 Remington necked down to .204 caliber. This efficient little cartridge can launch 32-grainers at over 4200 fps, with impressive results on P-Dogs. This makes the 20 Practical a great choice for an AR-based varmint rifle.
20 Practical Ultimate Varminter
A decade ago, as a “proof-of-concept”, AccurateShooter.com created a 20 Practical AR15 Ultimate Varminter with a custom 20-caliber upper from Robert Whitley of AR-X Enterprises, LLC. That project rifle was ultra-accurate — every 5-shot group out of the gun was less than the size of a dime. That gun was auctioned off, but Robert Whitley continues to produce custom 20 Practical AR15 uppers. (The 20 Practical cartridge is simply the .223 Rem necked down to 20 caliber — you can use standard .223 brass and load with standard .223 Rem dies. Just swap in a smaller expander and use smaller neck bushings.)
6mm ARC — Popular New SAAMI Cartridge Promoted by Hornady
In June 2020, Hornady introduced the 6mm ARC, a new SAAMI cartridge optimized for AR-platform rifles*. The new 6mm ARC is basically a 6.5 Grendel necked down to 6mm, with the shoulder moved back around .030″. That pushed-back shoulder does reduce case capacity (and velocity), but we assume Hornady did that to create a shorter, proprietary chamber so people could not simply neck-down Lapua 6.5 Grendel brass, as has been done for years with Robert Whitley’s outstanding 6mm AR wildcat.
What Is the 6mm ARC Cartridge? The 6mm ARC cartridge is a modern SAAMI-spec cartridge based on the 6.5 Grendel case necked down for 6mm bullets, with the shoulder moved back 0.030. Yes it is designed to run in AR15-platform rifles. You’ll need a new barrel, bolt, and mags. If you already have an AR chambered in 6.5 Grendel, the ONLY thing you need to change is the barrel. Everything else — bolt, magazines, gas system – is compatible with 6mm ARC.
▶ Official SAAMI Cartridge (not wildcat)
▶ Fits standard AR15-platform rifles
▶ Fits Short/Mini action bolt rifles
▶ Efficient short, fat case design
▶ 30-degree case shoulder
What Do I Need To Shoot the 6mm ARC?
Faxon and Ballistic Advantage are already producing barrels, with more manufacturers sure to follow. All the other required components are already on the market for 6.5 Grendel rifles. Aero Precision already offers complete 6mm ARC uppers.
If you’re converting a standard 5.56×45 mm (.223 Rem) AR15 upper to shoot 6mm ARC, you’ll need a 6mm barrel, a Type II 6.5 Grendel bolt carrier group, and new magazines. Some folks have suggested standard AR mags will work, but trust us, you want the magazines that have been designed for 6.5 Grendel. All the hardware you need is currently available at Brownells.
While 6-6.5 Grendel shooters are known to run stout pressures, the new 6mm ARC cartridge has a relatively moderate Maximum Average Pressure (MAP) rating of 52,000 psi according to the official SAAMI specifications. For a variety of reasons, is wise to keep pressures in a semi-auto rifle moderate. Don’t chase the velocities you might get in a bolt-action gun.
The 6.5 Grendel — Accurate, Plus Good for Hunters
The 6.5 Grendel round is one of the most accurate cartridges for the AR-15 platform. The 6.5 Grendel round offers a larger-diameter, .264-caliber (6.5mm) bullet running at good velocities. This provides ample energy for smaller game and deer. The 6.5 Grendel is often used for hunting deer up to 300 yards.
History of the 6.5 Grendel Cartridge
The 6.5 Grendel originated as a 6mm PPC necked up to 6.5 mm. After Alexander Arms relinquished the “6.5 Grendel” Trademark, the 6.5 Grendel was standardized as an official SAAMI cartridge. It has become popular with target shooters and hunters alike because it is accurate, efficient, and offers modest recoil. Good for small to medium game, the 6.5 Grendel has been offered in lightweight hunting rifles, such as the Howa 1500 Mini Action.
.224 Valkyrie Cartridge — Impressive with Heavy .22-Cal Bullets
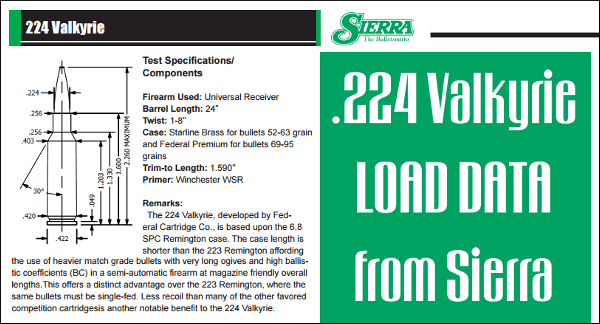
The new .224 Valkyrie was introduced in 2019 as a Hot Rod cartridge that will work in AR15s. Basically a 6.8 SPC necked down to .22 caliber, the Valkyrie has a shorter case than the .223 Remington (and 5.56×45 NATO). This allows you to load the longest, heaviest .224-caliber bullets and still feed reliably from an AR15-type magazine. Designed to rival the .22 Nosler while still running well in ARs, the .224 Valkyrie offers excellent long-range performance when loaded with modern, high-BC bullets. We expect some bolt-action PRS shooters might adopt the .224 Valkyrie. Why? Reduced recoil. With the 90gr SMK, the .224 Valkyrie offers ballistics similar to the 6.5 Creedmoor but with significantly less felt recoil. It can also be a viable alternative to a .22-250 for varminters using an AR platform.
Our friend Gavin Gear of UltimateReloader.com found a superbly accurate load with Berger 80.5gr bullets. Watch this video to learn more:
Sierra Bullets has published extensive load data for the .224 Valkyrie. This covers over a dozen powder types — many more than the Hodgdon database. Sierra’s .224 Valkyrie load data covers projectiles from 50 grain all the way up to 95 grains. With the 90 to 95 grain bullets, the little Valkyrie can give 6mm match cartridges a real run for their money — offering similar ballistics with less recoil. When selecting a barrel for the long .224-cal bullets, specify a fast enough twist rate: “Sierra recommends a 1:6.5″-twist barrel for the #9290 22 cal 90 gr HPBT bullet. However, for cartridges like the Valkyrie, that can push them over 2650 fps muzzle velocity, a 1:7″-twist barrel will stabilize the bullet correctly.”
CLICK HEREto DOWNLOAD Complete Sierra .224 Valkyrie LOAD DATA.
.224 Valkyrie vs. .22-250 Remington
The Social Regressive explains: “There are two key reasons why the .224 Valkyrie is unique and desirable. First, it is specifically designed to fit the limitations of the AR-15 platform. It does so even when loaded with gigantic bullets, like the 90-grain SMK that Federal announced. The .22-250 Rem is too long and too fat to work in the AR-15 platform; it needs an AR-10 bolt and magazine.”
The .224 Valkyrie has been marketed as a low-recoil round that can stay supersonic to 1300 yards and beyond (with 90gr Sierra MatchKings). Here a Sniper’s Hide duo shots an AR-platform .224 Valkyrie at distances out to 1550+ yards. To be honest, the accuracy wasn’t that impressive. However this test confirms that the .224 Valkyrie does launch the long, heavy projectiles at high enough velocities to prove superior to the standard .223 Rem. Frank Galli (aka “Lowlight”) teams up with Brian Whalen of Colorado Precision Rifle at the Blue Steel Ranch in New Mexico.
The .300 Blackout — Risky Business
The .300 Blackout appeals to folks who want a .30-caliber defense round. This can be loaded at various velocities. Loaded at subsonic speeds and shot with a suppressor, the .300 BLK offers very low sound levels. Unfortunately, that .300 Blackout cartridge can fit in a .223 Rem chamber. Shooting a .308-caliber bullet in .223 bore is a recipe for disaster.
The .300 AAC Blackout aka “300 BLK”, is a compact 30-caliber cartridge designed to work in AR-15 rifles. It has a shorter cartridge case to accommodate the bigger 30-caliber bullet while still fitting in a standard AR-15 magazine. Unfortunately, that’s the danger. A careless shooter can toss a .300 Blackout cartridge in with .223 Rem rounds without noting. And because the case-head size is the same as the .223 Rem (5.56×45) the rifle’s bolt assembly will happily chamber and fire the .300 BLK round. Problem is, that forces a .308 diameter bullet down an undersized .223-caliber bore. Not good!
This images were provided by Tactical Rifle Shooters on Facebook. The message was clear: “Don’t try to run 300 Blackout in your .223/5.56mm. It won’t end well. The problem is identical rifles and identical magazines but different calibers.”
Image from Accurate Shooter Forum. Cutaway shows the jammed .30-Cal bullet:
For those who MUST have a .300 Blackout, here are some things you can do:
1. Use different colored magazines for .300 Blackout vs. .223 Remington.
2. Mark .223 Rem upper handguards with the caliber in bright paint.
2. Fit all your uppers with caliber-labeled ejection port covers.
4. Mark all .300 BLK Rounds with heavy black marker.
Most of us own a .223 Rem rifle. Now, thanks to our friends at Rifleshooter.com we can assess exactly how velocity changes with barrel length for this popular cartridge.
Rifleshooter.com performed an interesting test, cutting the barrel of a .223 Rem rifle from 26″ all the way down to 16.5″. The cuts were made in one-inch intervals with a rotary saw. At each cut length, velocity was measured with a Magnetospeed chronograph. To make the test even more interesting, four different types of .223 Rem/5.56 ammo were chron’d at each barrel length. The Rifleshooter.com team that conducts these tests has a full-service gun shop, 782 Custom Gunworks — visit 782guns.com.
Test Barrel Lost 25.34 FPS Per Inch (.223 Rem Chambering)
How much velocity do you think was lost, on average, for each 1″ reduction in barrel length? The answer may surprise you. The average speed loss of the four types of .223/5.56 ammo, with a 9.5″ shortening of barrel length, was 240.75 fps total (from start to finish). That works out to an average loss of 25.34 fps per inch.
5.56/.223 Barrel Cut-Down Speed Test 26″ to 16.5″
Start FPS at 26″
End FPS at 16.5″
Total Loss
Average Loss Per Inch
UMC .223 55gr
3182*
2968
214
22.5 FPS
Federal M193 55gr
3431
3187
244
25.7 FPS
Win m855 62gr
3280
2992
288
30.3 FPS
Blk Hills .223 68gr
2849
2632
217
22.8 FPS
*There may have been an error. The 25″ velocity was higher at 3221 fps.
Rifleshooter.com observed: “Cutting the barrel from 26″ to 16.5″ resulted in a velocity reduction of 214 ft/sec with the UMC 223 55-grain cartridge, 244 ft/sec with the Federal M-193 cartridge, 288 ft/sec with the Winchester M855 cartridge and 217 ft/sec with the Back Hills 223 68-grain match cartridge.”
How the Test Was Done
The testers described their procedure as follows: “Ballistic data was gathered using a Magnetospeed barrel-mounted ballistic chronograph. At each barrel length, the rifle was fired from a front rest with rear bags, with five rounds of each type of ammunition. Average velocity and standard deviation were logged for each round. Once data was gathered for each cartridge at a given barrel length, the rifle was cleared and the bolt was removed. The barrel was cut off using a cold saw. The test protocol was repeated for the next length. Temperature was 45.7° F.”
See More Barrel Cut-Down Tests on Rifleshooter.com
Rifleshooter.com has performed barrel cut-down tests for many other calibers/chamberings including 6mm Creedmoor, .308 Winchester, and .338 Lapua Magnum. See these test results at Rifleshooter.com.
Much Different Results with 6mmBR and a Longer Barrel
The results from Rifleshooter.com’s .223/5.56 test are quite different than the results we recorded some years ago with a barrel chambered for the 6mmBR cartridge. When we cut our 6mmBR barrel down from 33″ to 28″ we only lost about 8 FPS per inch. Obviously this is a different cartridge type, but also our 6mmBR barrel end length was longer than Rifleshooter.com’s .223 Rem start length. Velocity loss may be more extreme with shorter barrel lengths. And, of course, different cartridge types and powder/bullet combinations will yield different results.
In this 54-minute video interview, Ken Clemens, co-owner of Brux Barrels, is interviewed by F-Class ace Erik Cortina for the Cortina Precision YouTube Channel. A lot of ground is covered, with many fascinating insights into barrel-making revealed. Watch and learn:
Interview with Ken Clemens, Co-owner of Brux Barrels
If you are involved in competitive shooting, and especially if you compete in F-Class or long-range benchrest, we recommend you take the time to watch this interview, perhaps in a couple of sessions because it runs for a lengthy 54 minutes. Ken Clemens explains the important procedures that go into making match-grade, cut-rifled barrels. Ken also explains some factors to consider when choosing a barrel-maker and specifying length, contour, land/groove configuration, and twist rates.
About BRUX Barrel-Making Methods
Brux starts with 4150 chrome-moly or 416R stainless steel double-stress-relieved bar stock — the best available. Barrels are bored with the Barnes gun drill, and reamed with an industry-standard Pratt & Whitney reamer. Brux uses solid carbide cutter hooks and employs special methods to achieve best results.
After the bore-cutting process is complete, each barrel is hand-lapped to high-precision standards. Multi-point inspections and meticulous hand processes (not possible in mass production) ensure extremely high quality. The Brux website says: “If there is the slightest deviation in surface finish or tolerance, the barrel is discarded.”
BRUX Specializes in Cut-Rifled Gun Barrels
Brux produces custom cut-rifled barrels, precision-crafted by professionals with extensive experience in both machine tools and competitive shooting. While Brux earned its reputation building great barrels for F-Class, benchrest, and long range competition, Brux also crafts hunting barrels. Brux states: “Hunters, big game and varmint, can benefit from the accuracy and dependability of a custom barrel made to your specifications.”
BRUX Barrels’ Owners Are Competitive Shooters
Brux owners and machinists are shooters themselves. So they understand how important a truly top-quality barrel can be. Everything else about a rifle can be great, but you need a superb barrel to win at the highest level. Owners Ken Clemens (pictured above) and Norm Brux are both seasoned shooters with years of experience using their own products.
Made in the USA — About the Home of Brux Barrels
The Wisconsin River Valley near Lodi has a storied history of hunting and shooting. The glacier spared many granite escarpments, leaving secluded glens and a topography rich in soil and wildlife habitat, which attracted families with old-world values and skills. Many of their descendants turned raw steel and iron into the tools necessary for farming – and some evolved to precision tooling and making gun barrels.
Wisconsin River Valley near Ferry Bluff State Natural Area.
Cheaper Than Dirt (CTD), a Texas-based vendor of firearms, gun accessories, and ammo, has created a very complete web page on AR-15 assembly from start to finish. If you are thinking of building an AR, or upgrading your upper, trigger group, or buttstock, we recommend that you read CTD’s DIY ARs — Building Your Own AR-15 page. This illustrates all the components you will need for a complete AR build.
In addition, the page has a series of videos showing how to assemble each element of the AR-15. We’ve included five of those videos in today’s Saturday Movie Showcase. There a total of ten CTD AR-15 videos in the series. View them all on the CTD AR-15 Playlist on YouTube.
Then, as a closer, we offer another video — the Ten Mistakes to Avoid When Building an AR-15. Worth watching BEFORE you start an AR project, this useful video now has 2.1 million views!
Installing the Fire Control Group
Installing the Safety Selector and Pistol Grip
Installing the Take-Down Pin and Buffer Tube
Installing the Bolt Catch
Field-Stripping the Bolt-Carrier Group
Mistakes to Avoid When Assembling an AR-Platform Rifle
This popular Tactical Toolbox video (with 2.1 million views) is definitely worth watching BEFORE you start your own AR project. It explains the common mistakes that even careful builders can make when assembling an AR-type rifle.
Matchlocks, Wheellocks, Flintlocks, Breechloaders, Lever Actions — All these historically significant firearms designs (and more) are featured in a fascinating series of videos produced by Ruger.
Sturm, Ruger & Co. has created a series of 11 short videos that trace the history of firearms, from matchlocks to modern semi-autos. Ruger’s “History of the Gun” video series provides a fascinating look at firearms technology throughout the years. The host is Garry James, Senior Editor of Guns & Ammo magazine. Featured here is Segment 7 on Rifling. Other installments in the series are linked below. If you are interested in the history of gun design and manufacturing, this series is definitely worth watching.
One Shooters’ Forum member asked: “What makes an AR accurate? What parts on an AR can really affect accuracy — such as free-floating handguards, barrels, bolts, bolt carriers?” He wanted an honest, well-informed answer, not just sales pitches. Robert Whitley posted a very detailed answer to this question, based on his experience building/testing scores of AR-platform rifles. Robert runs AR-X Enterprises, which produces match-grade uppers for High Power competitors, tactical shooters, and varminters.
Building an Accurate AR — What is Most Important
by Robert Whitley
There are a lot of things that can be done to an AR to enhance consistent accuracy, and I use the words “consistent accuracy” because consistency is a part of it (i.e. plenty of guns will give a couple great 5-shot groups, but won’t do a very good 10- or 20-shot groups, and some guns will shoot great one day and not so good on others).
Here are 14 key things we think are important to accuracy.
1. Great Barrel: You’ll want a premium match-grade barrel, well-machined with a good crown and a match-type chambering, true to the bore and well cut. The extension threads must also be cut true to the bore, with everything true and in proper alignment.
2. Rigid Upper: A rigid, heavy-walled upper receiver aids accuracy. The typical AR upper receiver was made for a lightweight carry rifle and they stripped all the metal they could off it to make it light to carry (which is advantageous for the military). The net result are upper receivers that are so thin you can flex them with your bare hands. These flexible uppers are “strong enough” for general use, but they are not ideal for accuracy. Accuracy improves with a more rigid upper receiver.
3. True Receiver Face: We’ve found that truing the receiver face is valuable. Some may argue this point but it is always best to keep everything related to the barrel and the bore in complete alignment with the bore (i.e. barrel extension, bolt, upper receiver, carrier, etc.).
4. Barrel Extension: You should Loctite or glue the barrel extension into the upper receiver. This holds it in place all the way front to back in the upper receiver. Otherwise if there is any play (and there typically is) it just hangs on the face of the upper receiver completely dependent on the face of the upper receiver as the sole source of support for the barrel as opposed to being made more an integral part of the upper receiver by being glued-in.
5. Gas Block: You want a gas block that does not impose pointed stress on the barrel. Clamp-on types that grab all the way around the barrel are excellent. The blocks that are pinned on with tapered pins that wedge against the barrel or the slip on type of block with set screws that push up from underneath (or directly on the barrel) can deform the bore inside of the barrel and can wreck the accuracy of an otherwise great barrel.
6. Free-Float Handguard: A rigid, free-float handguard (and I emphasize the word rigid) really makes a difference. There are many types of free-float handguards and a free-float handguard is, in and of itself, a huge improvement over a non-free-float set up, but best is a rigid set-up. Some of the ones on the market are small diameter, thin and/or flexible and if you are shooting off any type of rest, bipod, front bag, etc., a rigid fore-end is best since ARs want to jump, bounce and twist when you let a shot go, as the carrier starts to begin its cycle before the bullet exits the bore.
7. Barrel Contour: You want some meat on the barrel. Between the upper receiver and the gas block don’t go real thin with a barrel (we like 1″ diameter if it’s workable weight-wise). When you touch off a round and the bullet passes the gas port, the gas system immediately starts pressuring up with a gas impulse that provides vibrations and stress on the barrel, especially between the gas block back to the receiver. A heavier barrel here dampens that. Staying a little heavier with barrel contour through the gas block area and out to the muzzle is good for the same reasons. ARs have a lot going on when you touch off a round and the gas system pressures up and the carrier starts moving (all before the bullet exits the bore) so the more things are made heavier and rigid to counteract that the better — within reason (I’m not advocating a 12-lb barrel).
8. Gas Tube Routing Clearance: You want a gas tube that runs freely through the barrel nut, through the front of the upper receiver, and through the gas key in the carrier. Ensure the gas tube is not impinged by any of them, so that it does not load the carrier in a stressed orientation. You don’t want the gas tube bound up so that when the gas tube pressures up it immediately wants to transmit more force and impulse to the barrel than would normally occur. We sometimes spend a lot of time moving the gas block with gas tube on and off new build uppers and tweaking gas tubes to get proper clearance and alignment. Most gas tubes do need a little “tweaking” to get them right — factory tubes may work OK but they typically do not function optimally without hand-fitting.
9. Gas Port Tuning: You want to avoid over-porting the gas port. Being over-gassed makes the gas system pressure up earlier and more aggressively. This causes more impulse, and increases forces and vibration affecting the top end and the barrel. Tune the gas port to give the amount of pressure needed to function properly and adequately but no more.
10. Front/Back Bolt Play: If accuracy is the game, don’t leave a lot of front/back bolt play (keep it .003″ but no more than .005″). We’ve seen factory rifles run .012″ to .015″ play, which is OK if you need to leave room for dirt and grime in a military application. However, that amount of play is not ideal for a high-accuracy AR build. A lot of front/back bolt play allows rounds to be hammered into the chamber and actually re-formed in a non-consistent way, as they are loaded into the chamber.
11. Component Quality: Use good parts from a reputable source and be wary of “gun show specials”. All parts are NOT the same. Some are good, some are not so good, and some aftermarket parts are simply bad. Don’t be afraid to use mil-spec-type carriers; by and large they are excellent for an accuracy build. Also, remember that just because a carrier says “National Match” or something else on it does not necessarily mean it’s any better. Be wary of chrome-plated parts as the chrome plating can change the parts dimensionally and can also make it hard to do hand-fitting for fit and function.
12. Upper to Lower Fit: A good upper/lower fit is helpful. For quick and dirty fit enhancement, an Accu-Wedge in the rear helps a lot. The ultimate solution is to bed the upper to a specific lower so that the upper and lower, when together, are more like one integral unit. For the upper receivers we produce, we try to get the specs as close as we can, but still fit the various lowers in the market place.
13. Muzzle Attachments: Don’t screw up the muzzle (literally). Leave as much metal on the barrel at the muzzle as you can. People like to thread the muzzle for a flash hider, suppressor, muzzle brake, or some other attachment, but if you really want accuracy, leave as much metal as you can there. And, if you have something that screws on, set it up so that it can be put on and have it stay there without putting a lot of torque and stress on it right where the bullet exits the bore. If you are going to thread the end of the barrel, make it concentric with the bore and make sure what you screw on there is as well. For all muzzle attachments, also ensure that the holes through which the bullet passes through are dead true to the bore. Many aftermarket screw-on things are not so good that way. Anything that vents gas should vent symmetrically (i.e. if it vents left, it should vent equally right, and likewise, if it vents up, it should vent down equally). Uneven venting of gas can wreck accuracy.
14. Quality Ammunition: Ammo is a whole story by itself, but loads that are too hot typically shoot poorly in an AR-15. If you want accuracy out of an AR-15, avoid overly hot loads. Shown below are test groups shot with four (4) different uppers, all with moderate loads. These four uppers all pretty much had the same features and things done to them as explained in this article, and they all shot great.
Gunsmith/stockmaker Doan Trevor created a lovely, one-of-a-kind silhouette stock for an Anschutz rimfire action. Built as a true custom design, this stock combines ideal standing position ergonomics with light weight — the entire stock weighs a mere two pounds. This project really showcases Doan’s remarkable skills with wood. Read the full story about this project (with more photos) at DoanTrever.com.
Doan explains his design process: “A customer came to me wanting to know if I could build a silhouette stock that was 2 pounds or less. I used the Koa wood because it is a lower specific gravity than Walnut (which makes it lighter) and stronger. I was still able to use pillar bedding and keep the weight down. The fore-end could be shortened to reduce the weight even more.
Since the drops on a silhouette rifle are different than a prone rifle, I kept the pistol grip from the prone rifle which is comfortable and tried to come up with a higher cheek piece and more drop to the buttplate. All of this required lots of hand carving.”
You’ve probably heard of cut-rifling, but did you know this process was invented in Germany nearly 500 years ago? Read on to learn more about how a cut-rifled barrel is made…
The cut-rifling process, used by leading barrel-makers such as Bartlein, Blake, Brux, and Krieger can yield a very high-quality barrel with a long useful life. Cut-rifled barrels have been at the top in short- and long-range benchrest competition in recent years, and cut-rifled barrels have long been popular with F-Class and High Power shooters.
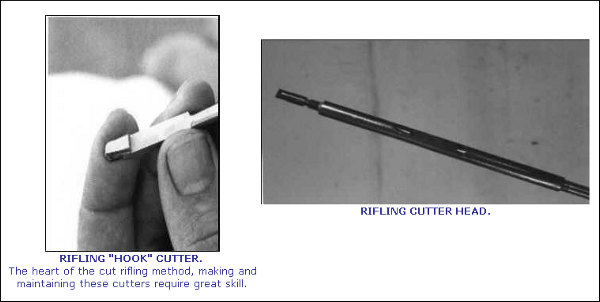
You may be surprised to learn that cut-rifling is probably the oldest method of rifling a barrel. Invented in Nuremberg around 1520, the cut-rifling technique creates spiral grooves in the barrel by removing steel using some form of cutter. In its traditional form, cut rifling may be described as a single-point cutting system using a “hook” cutter. The cutter rests in the cutter box, a hardened steel cylinder made so it will just fit the reamed barrel blank and which also contains the cutter raising mechanism.
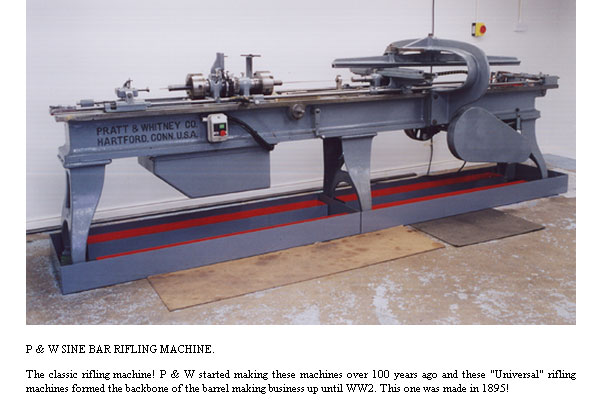
Above is a computer animation of an older style, sine-bar cut-rifling machine. Some machine features have been simplified for the purposes of illustration, but the basic operation is correctly shown. No, the cut-rifling machines at Krieger don’t use a hand-crank, but the mechanical process shown in this video is very similar to the way cut-rifling is done with more modern machines.
Read About Cut-Rifling Process at FirearmsID.com
To learn more about the barrel-making process, and cut-rifling in particular, visit FirearmsID.com. There you’ll find a “must-read” article by Dr. Geoffrey Kolbe: The Making of a Rifled Barrel. This article describes in detail how barrels are crafted, using both cut-rifling and button-rifling methods. Kolbe (past owner of Border Barrels) covers all the important processes: steel selection, hole drilling, hole reaming, and rifling (by various means). You’ll find a very extensive discussion of how rifling machines work. Here’s a short sample:
“At the start of World War Two, Pratt & Whitney developed a new, ‘B’ series of hydraulically-powered rifling machines, which were in fact two machines on the same bed. They weighed in at three tons and required the concrete floors now generally seen in workshops by this time. About two thousand were built to satisfy the new demand for rifle barrels, but many were broken up after the war or sold to emerging third world countries building up their own arms industry.
Very few of these hydraulic machines subsequently became available on the surplus market and now it is these machines which are sought after and used by barrel makers like John Krieger and ‘Boots’ Obermeyer. In fact, there are probably less of the ‘B’ series hydraulic riflers around today than of the older ‘Sine Bar’ universal riflers.
The techniques of cut rifling have not stood still since the end of the war though. Largely due to the efforts of Boots Obermeyer the design, manufacture and maintenance of the hook cutter and the cutter box have been refined and developed so that barrels of superb accuracy have come from his shop. Cut rifled barrel makers like John Krieger (Krieger Barrels), Mark Chanlyn (Rocky Mountain Rifle Works) and Cliff Labounty (Labounty Precision Reboring)… learned much of their art from Boots Obermeyer, as did I.” — Geoffrey Kolbe
Video find by Boyd Allen. Archive photos from Border Barrels. In June 2013, Birmingham Gunmakers Ltd. acquired Border Barrels. Dr. Geoffrey Kolbe has set up a new company called BBT Ltd. which produces chamber reamers and other gunsmithing tools and gauges. (Thanks to L. Holland for the Kolbe update).
It appears that, under pressure from Democratic politicians and anti-gun lobbying groups, FedEx and UPS are now providing confidential information to the ATF and other Federal government organizations. There are suggestions that FedEx and UPS are recording shipping data, and also may be monitoring the contents of shipping packages. UPS has adopted rules that require gun stores to provide customer data and even make invoices. Likewise FedEx is asking gun shops to retain customer/content descriptions. The result of the these policy changes could be to “create a database of American gun purchasers”. That is a de facto gun registry, something that is forbidden under Federal Law.
Watch this video for details of new FedEx and UPS gun shipping policies:
The anti-gun polices were, apparently adopted in responses to threatening letters from Democratic Party U.S. Senators including Edward Markey, Dick Blumenthal, Cory Booker, Dianne Feinstein, and Chris Murphy.
“UPS has since adopted new regulations that require gun companies to turn over customer data and allow UPS access to review and examine the shipper’s books and records and provide UPS with invoices for any firearms-related products. All coincidental, of course. This new policy gives UPS the unlimited power and discretion to examine and review any customer documents related to firearms sales.
FedEx now apparently demands that gun store owners retain documents about what specific items those shipments contain and make that information available to FedEx upon request. This would allow these companies to create a database of American gun purchasers and determine exactly what items they purchased.
Recently reported by AmmoLand News, UPS changed its policy surrounding unfinished frames and receivers and even told customers that if it found any packages containing the targeted items, or what the Biden Administration calls ‘ghost guns’, their accounts would be canceled, and the items destroyed.”
18 State Attorneys General Challenge New FedEx and UPS Policies
To counter these policy changes by FedEx, 18 state Attorneys General have sent letters to FedEx and UPS top executives. The letter from the Montana A.G. Austin Knudsen to FedEx asks whether information about gun owners is being provided to Federal agencies:
“FedEx now apparently demands that gun store owners retain documents about what specific items those shipments contain and make that information available to FedEx upon request. These demands, in tandem, allow FedEx to create a database of American gun purchasers and determine exactly what items they purchased.
Perhaps most concerning, your policies allegedly allow FedEx to ‘comply with …requests from applicable law enforcement or other governmental authorities’ even when those requests are ‘inconsistent or contrary to any applicable law, rule, regulation, or order’. In doing so you — perhaps inadvertently — give federal agencies a workaround to federal law, which has long prevented federal agencies from using gun sales to create gun registries.”












 So what does a “worn-out” barrel really look like? Tom Myers answered that question when he removed a 6.5-284 barrel and cut it down the middle to reveal throat wear. As you can see, there is a gap of about 5mm before the lands begin and you can see how the lands have thinned at the ends. (Note: even in a new barrel, there would be a section of freebore, so not all the 5mm gap represents wear.) There is actually just about 2mm of lands worn away. Tom notes: “Since I started out, I’ve chased the lands, moving out the seating depth .086″ (2.18 mm). I always seat to touch. My final touch dimension was 2.440″ with a Stoney Point .26 cal collet.”
So what does a “worn-out” barrel really look like? Tom Myers answered that question when he removed a 6.5-284 barrel and cut it down the middle to reveal throat wear. As you can see, there is a gap of about 5mm before the lands begin and you can see how the lands have thinned at the ends. (Note: even in a new barrel, there would be a section of freebore, so not all the 5mm gap represents wear.) There is actually just about 2mm of lands worn away. Tom notes: “Since I started out, I’ve chased the lands, moving out the seating depth .086″ (2.18 mm). I always seat to touch. My final touch dimension was 2.440″ with a Stoney Point .26 cal collet.”

 20 Practical Ultimate Varminter
20 Practical Ultimate Varminter







 The
The 













 5. Gas Block: You want a gas block that does not impose pointed stress on the barrel. Clamp-on types that grab all the way around the barrel are excellent. The blocks that are pinned on with tapered pins that wedge against the barrel or the slip on type of block with set screws that push up from underneath (or directly on the barrel) can deform the bore inside of the barrel and can wreck the accuracy of an otherwise great barrel.
5. Gas Block: You want a gas block that does not impose pointed stress on the barrel. Clamp-on types that grab all the way around the barrel are excellent. The blocks that are pinned on with tapered pins that wedge against the barrel or the slip on type of block with set screws that push up from underneath (or directly on the barrel) can deform the bore inside of the barrel and can wreck the accuracy of an otherwise great barrel.