Here’s a really great video about firearms crafting produced by Beretta, a legendary Italian gun-maker founded in 1526 — nearly 500 years ago. This movie, entitled “Human Technology”, is one of most impressive videos we’ve ever featured on this site. It’s that good. You’ll see an amazing blend of modern technology along with old-world artisanship — “a mesmerizing meld of the high-tech and the traditional”. (Daniel Xu, Outdoor Hub.)
Video set to auto-play. Click speaker icon to hear sound.
“Human Technology is a singular and symbolic movie, its cast entirely made up of Beretta workmen, thus illustrating the perfect synthesis between craftsmanship and technology,” Beretta writes. This artistic movie by Ancarani Studio illustrates all the aspects of the manufacturing of a high-end Beretta shotgun. This video is a study in contrast. The movements of robotic assembly machines are juxtaposed with the centuries-old craftsmanship of stock carvers. Beautifully filmed and edited, this video should amaze and entertain anyone who loves fine firearms. (Full-screen HD Recommended.)
Beretta — Incredible history. Beretta was founded in 1526, almost five centuries ago. Remarkably, the enterprise is still owned by the Beretta family.
A number of interesting jobs in the firearms industry have become available in recent weeks. The NSSF maintains a regularly-updated listing of employment opportunities with gun-makers and shooting sports organizations. On the NSSF’s job board right now there are financial openings, account manager positions, engineering jobs, sales and marketing positions, and media/digital marketing opportunities. Here are some of the jobs we found this week posted on the NSSF Website. CLICK HERE to visit the NSSF Career Center with all current listings
At the request of our readers, we provide select “Deals of the Week”. Every Sunday afternoon or Monday morning we offer our Best Bargain selections. Here are some of the best deals on firearms, hardware, reloading components, optics, and shooting accessories. Be aware that sale prices are subject to change, and once clearance inventory is sold, it’s gone for good. You snooze you lose.
NOTE: All listed products are for sale to persons 18 years of age or older. No products are intended for use by minors.
1. Graf & Sons — Sightron Scope Sale — Save 20-22%
⏺ Big savings on Sightron Scopes for competition and hunting
Graf’s is running a major Sightron Scope Sale this month with 20-22% savings on many excellent optics. Get a 10-50x60mm SIII for $1179.99 or the amazing 5-40×56 SVIII ED for $2579.99, a $649.00 savings! Hunters can get the rugged 4-12x40mm S1 AO Scope for just $249.99 (20% off), and AR shooters will like the compact 1-6x24mm STAC AR1 scope for $399.99 (20% off). Note: Grab these bargains soon as sale inventory is limited.
2. Natchez — Frankford Arsenal SALE, up to 27% Off
⏺ Great prices on reloading kits, powder dispensers, tumblers and more
Frankford Arsenal makes some very effective and affordable products. Right now Frankford Arsenal products are on sale up to 27% off at Natchez. We recommend the Frankford Arsenal Essentials Reloading Kit ($299.99, $110 off), which has the excellent F-1 press, manual powder dispenser, priming tool, compact scale and more. We also recommend the Intelli-Dropper Powder Dispenser ($169.99, $60 off), the Case Prep Center ($114.99), and the Platinum Rotary Tumbler System ($149.99).
3. Midsouth — Hornady L-N-L Classis Reloading Kit, $389.99
⏺ Major $170 savings plus free Sonic Cleaner and 500 free bulleta
Right now Midsouth is offering Hornady’s L-N-L Classic Single Stage Press Reloading Kit for $389.99, a $170.00 discount. This Kit includes a nice press, manual powder dispenser, electronic scale, priming tool, powder trickler, chamfer/debur tool, case lube, shell block and more. As a special promo, this week Midsouth is including a FREE Sonic Cleaner, a $159.99 value. Plus, as an added bonus Hornady will provide 500 FREE Bullets with Kit purchase.
4. Creedmoor Sports — Starline Rifle Brass IN STOCK on SALE
⏺ Good American-made cartridge brass at attractive prices
Starline Brass is quality, American-made cartridge brass that offers good consistency and useful life at a much lower price than some other leading brands. If you shoot PRS/NRL matches or run a varmint rifle, Starline may meet your expectations. At Creedmoor Sports you can save on popular cartridge types such as 6mm Creedmoor — now $69.95 for 100 cases. You could pay $120 or more for other brands of brass.
5. Amazon — Pegboard Wall Organizer, $119.79
⏺ Very effective wall-mounted tool and parts storage solution
Here’s a great option for your reloading room or garage. There’s only so much space on the bench to store tools so why not take advantage of your wall space? The well-designed Ultrawall Pegboard Wall Organizer provides 48″ x 36″ of pegboard complete with buckets, hooks, and more ensuring that your tools and parts are organized, yet easy to access.
6. Amazon — RCBS Universal Priming Tool, $64.99
⏺ Recommended tool that adapts to multiple case rim sizes
The RCBS Universal Hand Primer tool can handle both large rim and small rim cases without any parts change. Leverage is good and the primer feeding tray is very reliable. This is a recommended tool for both beginning handloaders and expert-level reloaders. Another good feature of this tool is a patented safety gate that isolates the primer seating operation from the primer supply, lowering risk of tray detonation.
7. Amazon — 54″ Bulldog Rifle Case, $92.45`
⏺ Popular case for long-barreled F-Class, Palma, and Long Range rifles
Most rifle cases won’t fit long-barreled competition rifles. This oversize, 54″-long Bulldog 54″ Rifle Case does have the ability to hold long Palma, Benchrest, F-Class, and ELR rigs. This case has a tough 600 denier water-resistant outer shell with lockable zippers and handy large pockets for tools, ammo, and accessories (yes a Garmin GPS will fit in the outside pocket). Inside the case is a plush, heat-resistant quilted inner lining with adjustable Velcro tie downs.
8. Bullet Central — ThorroClean 20% OFF
⏺ Tests show this new cleaning product is very effective
Bullet Central has the advanced, new ThorroClean Bore Cleaning System. This cutting-edge cleaning product, developed in partnership with Iosso, is designed to provide shooters with a quick and thorough cleaning solution for their rifle bores. ThorroClean is engineered to completely eliminate copper and carbon fouling with no wear to the bore. NOTE: For a limited time you can get 20% OFF all ThorroCLean products at Bullet Central with code CLEAN20.
9. Amazon — BOG Switcheroo Tripod, $109.54
⏺ Multi-purpose lightweight tripod for rifles and optics
This BOG Adrenaline Switcheroo Tripod is a great choice as a rifle shooting support AND an optics platform. It can support your PRS rifle, and then adapt to support binoculars or spotting scope. Engineered for portability, this tripod can be used in the sitting, kneeling, and standing positions. The head rotates 360 degrees and has a handy v-shaped support. There is also a plain black BOG Switcheroo tripod version with the same features for just $88.04 on Amazon.
10. Amazon — BESTNULE Punch Kit, $29.99
⏺ Bargain price on very complete punch set for common pin sizes
All gun owners can use a quality set of precision punches for assembly and disassembly tasks. The impressive BESTNULE Punch Kit features 18 punches (both metal and plastic), plus hammer (with detachable head), bench block, and other components — all for just $29.99 at Amazon. The tools fit in a handy plastic carry case that holds hammer and pins securely.
For this St. Patrick’s Day 2024, our Sunday GunDay story features a beautiful F-Open rifle from Ireland. This was crafted a decade ago, but it’s still one of our favorites. It has a handsome thumbhole custom stock, and it boasts an unusual chambering — the .300 Blaser Magnum. This impressive rig carries its barreled action in a massive barrel block — not often found in F-Class rigs.
Here’s a very impressive F-Class project from Enda Walsh of Custom & Precision Rifles in Ireland. This rifle features a free-floated BAT Machines ‘M’ action with a Benchmark barrel chambered in .300 Blaser Magnum (300 BM). The barreled action is secured with a large barrel block. This handsome, long-wheelbase F-Class rig demonstrated some stunning accuracy at 1000 yards when it was brand new. Enda tells us: “I couldn’t wait until the rifle was fully polished before testing. I went to MNSCI (Midlands National Shooting Centre of Ireland) to shoot my new barrel block rifle. I came home with a huge smile on my face after shooting a five-shot group with 1.5″ vertical and 3″ horizontal at 1000 yards in an 8 mph wind.”
Click Photo for full-screen version
AUDIO FILE: Enda Walsh Talks about his New .300 BM Barrel Block F-Open Rifle.
Below you can see the barrel block in the handsome Padouk wood and carbon fiber stock. Enda uses high-spec epoxy layered between the barrel and the aluminum barrel block. Yes, those three “super-sized” cartridges are .300 Blaser Magnums loaded with with 230gr Berger Hybrids. The smaller cartridge is a .308 Win (with 150gr bullet), provided for comparison. This .300 BM drives the 230s at 3140 FPS.
.300 BM Runs 230-grainers at 3140 FPS!
Enda tells us: “I wanted something to beat the 300 WSM. After studying the .300 Blaser Magnum, I decided this was the [chambering] that could deliver high accuracy consistently and be able to shoot the 230gr Bergers at 3140 FPS. Using H1000 powder, they do very well but the case life is short at these speeds. We have backed them off a little and retained the accuracy and extended case life considerably.”
Enda says the 230gr Hybrids at 3140 fps drift much less in the wind than do 7mm 180gr Hybrids launched from a 7mm WSM. A quick run through JBM Ballistics for a 10 mph, full-value crosswind at 1000 yards (sea-level) tells the tale. JBM predicts 4.2 MOA horizontal deflection for the .30-caliber 230s at 3140 fps vs. 5.0 MOA for the 7mm 180s at 3050 fps. That 0.8 MOA difference represents more than 8 inches at 1000 yards. When you consider the small size of the F-Open X-Ring, you can see how the enhanced ballistics could be a game-changer in the wind.
Note the metal bag-rider “keel” on the underside of the buttstock.
Barrel Block Acts as Heat Sink
Enda needed a way to beat the heat, with this big case. He explains: “Because of the large case volume (roughly 82 grains of usable capacity) there are two issues. Firstly, throat wear, and secondly heat. To combat this I have a new reamer on order with slight alterations which will help the throat wear. To combat the heat affecting a 34″ barrel I decided to build a barrel block rifle. It was previously mounted in a standard stock, and when the barrel got too hot accuracy was an issue. The barrel block acts as a heat sink and also shortens the overhanging barrel considerably, which has greatly improved accuracy over a complete string. The block is made from aircraft grade aluminium.” As a final note, Enda wanted to thank Pacific Tool & Gauge for the special-order reamers.
More .300 Blaser Magnum F-Classers from Enda Walsh in Ireland
Here are three more .300 Blaser Magnum F-Class rifles Enda built for the 2014 European Championships at the Bisley Range in the UK. The color scheme comes from the Irish Flag.
And here is Enda Walsh himself shooting of of these rifles in Ireland:
Here is an interesting project by one of our Forum members. Martin C. (aka “Killick”) modified an Anschutz 1411 Match 54 rimfire prone stock to become a comfortable, great-tracking F-Class Open Division Stock. No Killick didn’t sacrifice a perfectly good rimfire rifle for this project — he bought the Anschutz stock by itself on eBay, then transformed it…
Killick explains: “This project started about seven years ago. I bought the Anschutz prone stock on eBay and whittled it a bit into a Palma rifle with a Barnard action and block and a Doan Trevor cheek piece and scope rail. Then about two years ago I decided to re-task the stock/action assembly into an F-Open rig. With more whittling, gluing, sanding, body fillering, sanding, filling, sanding, more sanding…and sanding, forming, priming, sanding, painting, waiting, painting, painting…painting and before you know it, Bob’s your uncle.”
Here is the eBay-sourced Anschutz 1411 stock, with new high-gloss blue finish, as initially modified for use in Killick’s centerfire Palma rifle. Looks nice!
Next step was the addition of a 3″-wide wood fore-end for F-Open duties with front rest:
Almost done here… just needs priming and final painting:
Here is Killick’s completed F-Open rifle with its much-modified Anschutz stock now finished in fire-engine red lacquer. This image shows the detail of the grip and customized cheekpiece.
Americans love AR-platform rifles. However, they can be maintenance-intensive, as hot gasses are directed right back into the action to operate the bolt. Because ARs have a somewhat unique (and dirty) semi-auto operating system, we think all AR owners should learn how their rifles operate — from the inside out. This feature provides an “inside look” at the AR, with X-Ray and Cutaway views created through advanced 3D computer modeling.
AR15 Functions Revealed with 3D Computer Animation
Ever wondered how the parts inside an AR15 work together? Just exactly how does the reciprocating bolt carrier feed rounds from the magazine? How do the elements in the trigger group work and reset after each shot? How does the gas system bleed gas from the barrel and operate the bolt carrier? These and other questions are answered in this eye-opening video from 45Snipers. Using “cutaway” 3D computer animation, this 5-minute video shows all features of an AR15 inside and out. This fascinating firearms animation allows the viewer to look inside the upper and lower receivers, into the bolt carrier, chamber, barrel, and magazine.
This video starts off slow and has annoying background music, but it is well worth watching if you own or shoot any AR-platform rifle. It illustrates all the key operations during the charging, loading, firing, and ejection processes. The cutaway animation shows how rounds are stripped from the magazine and then chambered. It then shows how every part of the trigger group works, and how the firing pin strikes the primer. You can even watch the bullet move down the barrel before the empty shell casing is removed from the chamber and tossed out the ejection port. Here are sample frames from the video:
How AR-Platform Rifles Work — General Introduction
To help reader understand the general operation of AR-type rifles, this video shows the control functions of an AR and how the upper and lower sections work together.
Cutaway 3D Animation of AR15/M16 Action — Watch Video
Here is an excellent “cutaway” animation by Thomas Schwenke that shows how an AR-15 functions — how the entire loading cycle works from start to finish.
AR platform rifles are semi-automatics version of the M16. These feature distinctive upper and lower receivers which can be readily separated via front and rear pins. The upper includes the barrel, handguard, forward gas tube, and bolt assembly, while the lower contains grip, trigger group, fire selector, and mag well. In addition the lower is attached to the stock which encloses the buffer assembly.
The original ArmaLite AR-15 was a select-fire, air-cooled, gas-operated, magazine-fed rifle designed by American gun manufacturer ArmaLite in 1956. It was based on Armalite’s AR-10 rifle chambered for the 7.62×51 NATO (.308 Win). In 1959, ArmaLite sold its rights to the AR-10 and AR-15 to Colt. Some key modifications were made — most notably, the charging handle was re-located from under the carrying handle to the rear of the receiver. The redesigned rifle was adopted by the U.S. military as the M16 carbine, which went into production in March 1964.
A few seasons ago, Texas gunsmith Richard King built an impressive .50 BMG target rifle for a customer. Equipped with a beefy McMillan stock, this rig has delivered some very impressive accuracy. Check out that target shot during break-in. Using On Target software, we measured this 3-shot group at 0.476″ or 0.454 MOA. Not bad for a beast with VERY serious recoil. Do you think you could beat that 0.476″ with your AR15 shooting puny .223-caliber bullets?
Compare the dimensions of that massive 50-Cal action to a Rem 700 action in the middle. When you’re shooting a Fifty, size matters!
On Facebook, some folks were surprised a guy could wring that kind of accuracy out of a monster .50 BMG. One wag posted: “Yikes! He will need flinch therapy after shooting that beast.”
Another Facebooker joked: “When shooting a .50 BMG you say…In your best Crocodile Dundee voice…that’s not a gun, THIS is a gun!”
Richard King responded that this customer has quite a bit of experience with jumbo-caliber rifles: “Remember this is the guy that shot a .338 Lapua in a two-day F-Class match. Recoil might actually be easier on this 50, given the fact that it has more weight and a brake.”
Richard King showed us the monster 13-lb BAT action for this rifle at the 2018 Berger SWN. Honestly, the big BAT .50 BMG action was HUGE — with the bolt fully extended it was the size of your forearm (to the finger tips). Richard joked “This weighs almost as much as an F-TR rifle (before optic) all by itself”.
Specialty Tools for the Big .50 BMG
Yes, the .50 BMG is one huge cartridge. Thankfully, there are some special tools for loading the jumbo-size round. Giraud Tool produces a specialty comparator for the 50-Cal cartridge. The double-ended .50 BMG comparator is quite versatile. In one orientation you can measure base-to-ogive bullet length and also measure cartridge OAL from rim to bullet ogive. When reversed, you can use the comparator to measure cartridge headspace. Priced at $33.00, Giraud 50 BMG Comparator gauge is constructed of 303 stainless and fits most any vernier, dial, or digital caliper. CLICK HERE for more info.
For today’s Sunday GunDay we present the merger of artistry and gunsmithing with a selection of elaborately-engraved rifles. These rigs are impressive to say the least. There are hunting rifles as you’d expect, but we even include a one-of-a-kind benchrest rifle with engraved action.
Amazing Double-Barreled Safari Bolt Guns
Here are some of beautifully-engraved safari rifles from Fuchs Fine Guns of Austria. These rifles feature a unique Double-barrel Bolt Action receiver, which is quite unique. Along with stunning wood stocks, the Fuchs rifles boast extensive detailed engraving with gold and jewelled highlights.
On this Fuchs .416 Rem Mag double-barrel rifle, the pistol grip contains a tiger’s eye gemstone set in silver. White gold is used for the tiger’s paws, symbolizing the beast’s formidable strength. The tiger’s paws on the pistol grip cap are surrounded by blue sapphires.
This DBR 48 Fuchs rifle with Celtic-themed engraving is chambered for the .470 Capstick caliber, the largest cartridge Fuchs offers. This rifle’s internal magazine offers a six-shot capacity. This DBR 48 was decorated in a Celtic motif. The bolt handle ends in a ball made of solid sterling silver. The magazine cover displays the Celtic boat symbol which stands for prosperity, wealth and power.
Benchrest Rifle with Engraved Stiller Action
“Ultimate PPC” by Speedy with engraved Stiller Viper action. Titanium Rest by John Loh (R.I.P.).
A Very Unique Viper Action, Two Years in the Making
This is no ordinary Viper action. The full engraving attracts your attention, but there are some slick “performance mods” Jerry Stiller added at Speedy’s request.
First, the action features a plain-Jane unfluted bolt, with a slight taper in the middle, a bit of a wasp-waist. Speedy prefers an unfluted design because it has superior wear characteristics. He’s found, when working with an aluminum action such as the Viper, the sharp flutes on the bolt will wear the inside of the action faster.
In the interest of reduced wear, Speedy also requested a smaller-sized loading/ejection port. This provides for a larger front and rear receiver ring, which enhances bolt bearing surface. More bearing surface reduces point loading for less internal wear.
First-Ever Hornady “Number One” Rifle with Baron Engraving
This “Hornady Number One” rifle was commissioned as the featured 2015 SHOT Show Gun. It was displayed in Las Vegas and auctioned on Gunbroker.com. The action and bottom metal is elaborately engraved by Baron Engraving of Trumbull, Connecticut. Hornady hired Bill Wiseman & Company to craft the barrel and action and Hornady commissioned Lucid Solutions (Clem Boyd) to build the stock. But the Hornady name IS now engraved on the side of a rifle receiver and that does represent a genuine first. This one-of-a-kind rifle, serial number “H-001″, is a bolt-action hunter, chambered for the .300 RCM cartridge.
Savage Rifle Created for Savage ArmsCompany President
This unique Savage 99 rifle was created for Joseph V. Falcon, President of Savage Arms in the 1950s.
Presentation Engraved Savage 99 Rifle
When you run the company, you get some pretty nice stuff — in this case you get what may be the most elegant Savage ever made.
This rifle was created for Joseph V. Falcon, who served as President of Savage Arms in 1956. This highly embellished Savage 99 lever-action rifle is chambered for the .300 Savage cartridge. It features deluxe checkering and gold inlays. This presentation-grade rifle boast deep relief engraving with a golden elk on one side of the receiver and a stalking cougar on the other. This rifle was given to Joseph V. Falcon from his friends at Savage in December of 1967. Falcon later donated the rifle to the NRA. This impressive model 99 is currently showcased at the NRA National Firearms Museum in Fairfax, Virginia.
Savage 99 Quick History
Arthur Savage invented the first “hammerless” lever action rifle with the entire mechanism enclosed in a steel receiver. This rifle featured a rotary magazine with a unique counter that displayed the number of rounds remaining. The Model 99, as it became known, was the gun that launched a company. There is an interesting history of the company’s logo which features an Indian chief in feather head-dress. In 1919, Chief Lame Deer approached Arthur Savage to purchase lever-action rifles for his tribe’s reservation and the two men struck a deal. In return for discounted rifles and support, Savage received the tribe’s endorsement. By virtue of that association, Arthur Savage added the Indian head symbol to the company’s commercial trademark and letterhead.
Jesse Kaufmann — Modern Engraving Master
Jesse Kaufmann, who operates Black Hills Gunstocks and Engraving LLC in South Dakota, is a true master of metal engraving and he also does superb stock checkering. Here is an example of Jesse’s engraving work on a barreled action. Watch the video to see more of Jesse’s artistry.
BONUS — A Stunning Wheelgun
Artistry in metal — Engraving has long been used to decorate fine firearms. Thankfully, engraving is not a lost art. There remain fine craftsman who can engrave beautiful designs into the metal components of rifles, shotguns, and handguns. Above is a spectacular Dragon-engraved Korth revolver from Nighthawk Custom. It has elaborate engraving covering almost the entire surface of the barrel, cylinder, and visible frame. In addition, an elaborate metal dragon’s tail has been embedded in the wood grip.
Accurate, modular, and supremely versatile, the AR15 is America’s favorite semi-auto rifle. But let’s face it, the AR is a maintenance hog. The AR’s gas tube blows carbon and soot right into the middle of the bolt assembly where it cakes on to the metal. The AR bolt also has many tiny parts, and small recesses, which must be cleaned regularly. This author has seen numerous ARs fail simply because there was gunk (dried lube, carbon, brass shavings) in the ejector slot or extractor spring recess.
A Clean AR is a Happy AR — Whether You Run ‘Wet’ or ‘Dry’
There are various schools of thought when it comes to maintaining an AR. Some folks prefer to run their AR “dry” with minimal lube on the lugs and friction surfaces. Other shooters prefer to run their ARs “wet”, with lots of lube. But whatever your preference, you need to clean your AR regularly. And nothing is more important than the AR’s bolt/carrier assembly. Because it is involved in feeding, firing, and extracting, the AR-15 bolt/carrier assembly can be considered the most critical portion of the AR-15 from a maintenance standpoint.
Bolt Take-Down Guide on Top Quark Blog
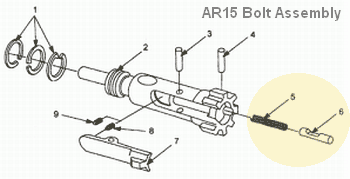
The editor of the Top Quark Blog has created an excellent illustrated AR15 Bolt Take-Down Guide that shows how to disassemble an AR15 bolt and carrier for regular cleaning. Even if you’re an experienced AR15 shooter, you can learn something from this page (sample at right), and you may want to bookmark it for future reference. The photos are large and clear and there are helpful hints for each step of the process.
The author knows his stuff and offers some important insights. For example, he notes that “Extractor springs in most AR15 bolt assemblies are fairly weak, and this can lead to various extraction-related failures. One of the few high points about Colt assemblies is their usage of higher-strength extractor springs. You can tell the difference by looking at the inner plastic insert. ‘Normal’ springs feature a blue plastic insert, Colt strong springs have a black insert.”
There is one notable oversight on this page — the author doesn’t cover disassembly and cleaning of the ejector assembly. This is actually quite important. A few small brass shavings, combined with carbon and lube in the ejector slot, WILL cause malfunctions. In fact, when this editor is called to diagnose problem ARs, the first things I look at (after swapping magazines) are the ejector recess and the slot for the extractor. Clogged ejectors are responsible for fail-to-ejects and other jams. It is essential that you keep the ejector hole clean. Old, gooey lube residues mixed with carbon and tiny brass shavings in the ejector recess will create all sorts of problems. As shown in the diagram below, it is simple to remove the ejector (#6) and ejector spring (#5), by drifting the ejector retaining pin (#4).
NOTE: The original Quark Blog Article appears to be offline (See Quark LINK.) However, this excellent article has been preserved via the WayBack Machine Internet Archives. CLICK HERE to access the Full Quark Blog Article via WayBack Machine Archive.
A multi-time F-TR National Champion, James “Jimmy” Crofts is one of America’s top F-Class competitors. And now this F-TR ace has a stunning new rifle in his arsenal. AccurateShooter Forum member CigarCop, head honcho of KW Precision LLC, built a stunning F-TR rig for Crofts a few seasons back. This handsome, top-tier rifle features top-tier components: Borden action, twin Brux barrels, Cerus RifleWorks F-TR Stock, and Jewell trigger, all resting on a wide-base Phoenix Bipod.
James Crofts photo by Kent Reeve.
Have a good look at these photos below. Yes, envy is the appropriate reaction. With the smooth operation of the Borden action and the predictable accuracy of Brux barrels, we know James’s rig shoots as good as it looks.
CigarCop actually chambered two barrels for James, with different fluting patterns — conventional linear flutes for one tube, and lines of staggered ovals for the other. Finished length for both barrels is 30″. Yes it looks cool, but the fluting was done mainly to save weight with the 30″-long lengths. CigarCop tells us the complete rifle, without scope and rings, weighs just under 15 pounds. Max allowed weight for an F-TR rifle, with scope, is 18.18 pounds (8.25 kg).
When James Crofts is not shooting his .308 Win F-TR rig,
he often trains with a .22 LR Rimfire rifle. Read on…
Rimfire Training for F-Class Competitors
2014 and 2012 U.S. National F-TR Champion James Crofts is one of America’s top F-Class shooters. A member of 2013 World Championship-winning F-TR Team USA squad, James knows a thing or two about long-range shooting. But you may be surprised to learn how James sharpens his shooting skills at relatively short distances. You see, James often practices with a .22 LR rimfire rifle at distances from 50 to 200 yards. James tells us: “Shooting my F-Class rimfire trainer saves me money and improves my shot process and wind-reading abilities.”
Remington rimfire 40X barreled action in PR&T LowBoy stock with PT&G bolt.
Rimfire Training Teaches Wind-Reading Skillsby James Crofts
Training with the rimfire is extremely useful and can be done from 25 yards out to 200 yards. I am lucky and can shoot 50 yards right off my back deck. That is far enough that any miscue on rifle handling will show up on the target. I use a two dry-fire to one actual shot routine for my practices. This gives me much more positive reinforcement without any negative reinforcement.
Wind reading is extremely important with a .22 LR rifle. I use a set of smallbore flags to aid my wind calls. The smallbore flags are a must and force you to look at the flags and mirage on each and every shot.
This Rimfire rifle features a CMP-sourced Rem 40X barreled action, PR&T Low Boy stock, Jewell trigger, and Phoenix bipod. The gun was built by Ray Bowman of Precision Rifle & Tool. James Crofts told us: “The project turned out awesome — the rifle was a hammer from the beginning even with the stock barrel.”
Rimfire Training Is Cost-Effective
Rimfire ammunition is much less costly than centerfire ammo. Though .22 LR prices have risen, you can still get a 500-round brick of decent ELEY .22 LR target ammo for around $70.00. That works out to fourteen cents a round. That’s a fraction of the cost of handloading .308 Win match ammo, with the price of bullets, brass, and primers these days. The top match-grade, .308-cal centerfire bullets can cost around $70 per hundred. Then you have to figure in brass, primers, and powder. Finally you have to consider your precious centerfire barrel life lost to practice.

















 A number of interesting jobs in the firearms industry have become available in recent weeks. The NSSF maintains a regularly-updated listing of
A number of interesting jobs in the firearms industry have become available in recent weeks. The NSSF maintains a regularly-updated listing of 












 Here’s a very impressive F-Class project from Enda Walsh of Custom & Precision Rifles in Ireland. This rifle features a free-floated BAT Machines ‘M’ action with a Benchmark barrel chambered in .300 Blaser Magnum (300 BM). The barreled action is secured with a large barrel block. This handsome, long-wheelbase F-Class rig demonstrated some stunning accuracy at 1000 yards when it was brand new. Enda tells us: “I couldn’t wait until the rifle was fully polished before testing. I went to
Here’s a very impressive F-Class project from Enda Walsh of Custom & Precision Rifles in Ireland. This rifle features a free-floated BAT Machines ‘M’ action with a Benchmark barrel chambered in .300 Blaser Magnum (300 BM). The barreled action is secured with a large barrel block. This handsome, long-wheelbase F-Class rig demonstrated some stunning accuracy at 1000 yards when it was brand new. Enda tells us: “I couldn’t wait until the rifle was fully polished before testing. I went to 

 .300 BM Runs 230-grainers at 3140 FPS!
.300 BM Runs 230-grainers at 3140 FPS!





















 First, the action features a plain-Jane unfluted bolt, with a slight taper in the middle, a bit of a wasp-waist. Speedy prefers an unfluted design because it has superior wear characteristics. He’s found, when working with an aluminum action such as the Viper, the sharp flutes on the bolt will wear the inside of the action faster.
First, the action features a plain-Jane unfluted bolt, with a slight taper in the middle, a bit of a wasp-waist. Speedy prefers an unfluted design because it has superior wear characteristics. He’s found, when working with an aluminum action such as the Viper, the sharp flutes on the bolt will wear the inside of the action faster.



 Presentation Engraved Savage 99 Rifle
Presentation Engraved Savage 99 Rifle