|
|
September 20th, 2014
Put the same load in a variety of barrels (with the same length and chamberings) and you’ll see a wide variance in muzzle velocity. In fact, it’s not unusual to see up to 100 fps difference from one barrel to the next. We demonstrated this with a comparison test of Lapua factory ammo.
Chron Testing Lapua Factory Ammo
At our Southern California test range, we chronographed Lapua 105gr 6mmBR factory ammo in three different 8-twist barrels of similar length. The results were fascinating. Lapua specs this ammo at 2790 fps, based on Lapua’s testing with its own 26″ test barrel. We observed a speed variance of 67 fps based on tests with three aftermarket barrels.

Brand ‘S’ and Brand ‘PN’ were pre-fit barrels shot on Savage actions. Brand ‘K’ was fitted to a custom action. All test barrels were throated for the 100-108 grain bullets, though there may have been some slight variances in barrel freebore. With a COAL of 2.330″, the rounds were “jumping” to the rifling in all barrels. Among the four barrels, Brand ‘PN’ was the fastest at 2824 fps average — 67 fps faster than the slowest barrel. Roughly 10 fps can be attributed to the slightly longer length (27″ vs. 26″), but otherwise this particular barrel was simply faster than the rest. (Click Here for results of 6mmBR Barrel Length Velocity Test).
Results Are Barrel-Specific, Not Brand-Specific
These tests demonstrate that the exact same load can perform very differently in different barrels. We aren’t publishing the barrel-makers’ names, because it would be wrong to assume that ‘Brand X’ is always going to be faster than ‘Brand Y’ based on test results from a single barrel. In fact, velocities can vary up to 100 fps with two identical-spec barrels from the SAME manufacturer. That’s right, you can have two 8-twist, 26″ barrels, with the same land-groove configuration and contour, from the same manufacturer, and one can be much faster than another.
Don’t Demand More Than Your Barrel Can Deliver
We often hear guys lament, “I don’t get it… how can you guys get 2900 fps with your 6BRs and I can only get 2840?” The answer may simply be that the barrel is slower than average. If you have a slow barrel, you can try using more powder, but there is a good chance it may never run as fast as an inherently fast barrel. You shouldn’t knock yourself out (and over-stress your brass) trying to duplicate the velocities someone else may be getting. You need to work within the limits of your barrel.
Factory Ammo Provides a Benchmark
 If you have a .223 Rem, 6BR, .243 Win, 6.5×47 Lapua, 6.5×55, .308 Win, 30-06, or 300 WM Rifle, we recommend you buy a box of Lapua factory-loaded ammo. This stuff will shoot great (typically around half-MOA), and it can give you a baseline to determine how your barrel stacks up speedwise. When you complete a new 6BR rifle, it’s wise to get a box of the factory ammo and chronograph it. That will immediately give you a good idea whether you have a slow, average, or fast barrel. Then you can set your velocity goals accordingly. For example, if the factory 6BR ammo runs about 2780-2790 fps in your gun, it has an average barrel. If it runs 2820+ in a 26″ barrel (or 2835 fps in a 28″), you’ve got a fast tube. If you have a .223 Rem, 6BR, .243 Win, 6.5×47 Lapua, 6.5×55, .308 Win, 30-06, or 300 WM Rifle, we recommend you buy a box of Lapua factory-loaded ammo. This stuff will shoot great (typically around half-MOA), and it can give you a baseline to determine how your barrel stacks up speedwise. When you complete a new 6BR rifle, it’s wise to get a box of the factory ammo and chronograph it. That will immediately give you a good idea whether you have a slow, average, or fast barrel. Then you can set your velocity goals accordingly. For example, if the factory 6BR ammo runs about 2780-2790 fps in your gun, it has an average barrel. If it runs 2820+ in a 26″ barrel (or 2835 fps in a 28″), you’ve got a fast tube.

September 18th, 2014
Have you ever wondered how a cut-rifled barrel is made? This process, used by leading barrel-makers such as Bartlein, Border, Brux, Krieger, and Obermeyer, can yield a very high-quality barrel with a long useful life. Cut-rifled barrels have been at the top in short- and long-range benchrest competition in recent years, and cut-rifled barrels have long been popular with F-Class and High Power shooters.
You may be surprised to learn that cut-rifling is probably the oldest method of rifling a barrel. Invented in Nuremberg around 1520, the cut-rifling technique creates spiral grooves in the barrel by removing steel using some form of cutter. In its traditional form, cut rifling may be described as a single-point cutting system using a “hook” cutter. The cutter rests in the cutter box, a hardened steel cylinder made so it will just fit the reamed barrel blank and which also contains the cutter raising mechanism.
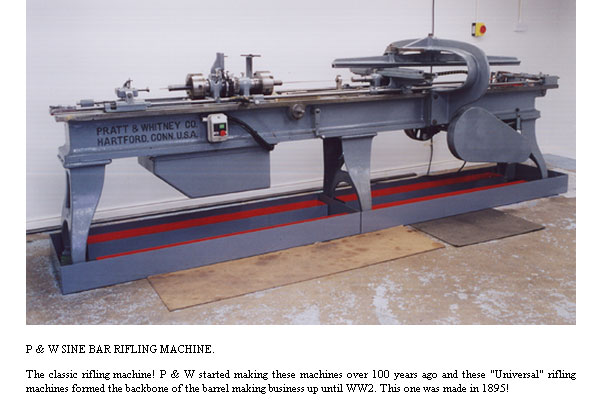
Above is a computer animation of an older style, sine-bar cut-rifling machine. Some machine features have been simplified for the purposes of illustration, but the basic operation is correctly shown. No, the cut-rifling machines at Krieger don’t use a hand-crank, but the mechanical process shown in this video is very similar to the way cut-rifling is done with more modern machines.
Read About Cut-Rifling Process at Border-Barrels.com
Read About Cut-Rifling Process at Border-Barrels.com
To learn more about the barrel-making process, and cut-rifling in particular, visit FirearmsID.com. There you’ll find a “must-read” article by Dr. Geoffrey Kolbe: The Making of a Rifled Barrel. This article describes in detail how barrels are crafted, using both cut-rifling and button-rifling methods. Kolbe (past owner of Border Barrels) covers all the important processes: steel selection, hole drilling, hole reaming, and rifling (by various means). You’ll find a very extensive discussion of how rifling machines work. Here’s a short sample:
“At the start of World War Two, Pratt & Whitney developed a new, ‘B’ series of hydraulically-powered rifling machines, which were in fact two machines on the same bed. They weighed in at three tons and required the concrete floors now generally seen in workshops by this time. About two thousand were built to satisfy the new demand for rifle barrels, but many were broken up after the war or sold to emerging third world countries building up their own arms industry.

Very few of these hydraulic machines subsequently became available on the surplus market and now it is these machines which are sought after and used by barrel makers like John Krieger and ‘Boots’ Obermeyer. In fact, there are probably less of the ‘B’ series hydraulic riflers around today than of the older ‘Sine Bar’ universal riflers.
The techniques of cut rifling have not stood still since the end of the war though. Largely due to the efforts of Boots Obermeyer the design, manufacture and maintenance of the hook cutter and the cutter box have been refined and developed so that barrels of superb accuracy have come from his shop. Cut rifled barrel makers like John Krieger (Krieger Barrels), Mark Chanlyn (Rocky Mountain Rifle Works) and Cliff Labounty (Labounty Precision Reboring)… learned much of their art from Boots Obermeyer, as did I.” — Geoffrey Kolbe
Video find by Boyd Allen. Archive photos from Border-Barrels.com. In June 2013, Birmingham Gunmakers Ltd. acquired Border Barrels. Dr. Geoffrey Koble continues to work for Border Barrels, which maintains operations in Scotland.
September 9th, 2014
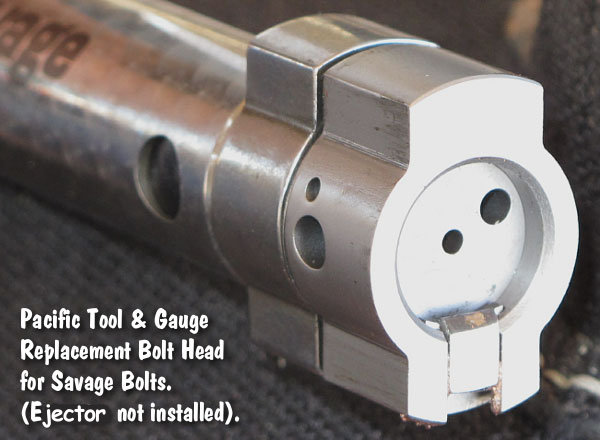
If you own a Savage rifle, here’s a product you should consider. Pacific Tool & Gauge now offers precision-machined replacement bolt heads for Savages. This product, available in a variety of bolt face sizes for $49.50 per unit, can benefit nearly everyone who shoots Savage bolt guns.
CLICK HERE for Full Product Review of PT&G Savage Bolt Head
German Salazar’s excellent Rifleman’s Journal website features an in-depth review of the PT&G Replacement Bolt Head for Savage Bolts. Written by Norm Darnell, this detailed review explains the benefits of the PT&G replacements, compared to the standard Savage bolt heads. After polishing, the factory bolt head can become slightly dished. According to Darnell: “The area around the firing pin hole sometimes has an indentation deep enough to allow the primer to flow into this void. This makes an unsightly blemish on a fired primer and can lead to hard extraction or worse. One [Savage] rifle I inspected had a continuing problem with pierced primers despite reasonably mild loads[.]” Even after machining the factory bolt face to make it flat, Darnell encountered problems: “The firing pin hole seemed to wear excessively which was of some concern. Material strength of the … bolt head* appears to be the source of these recurring problems.”

After testing out PT&G replacement bolt heads, Darnell found that his problems were solved. With the PT&G replacement bolt head, “the cartridge case heads and primers indicated no case-head rounding or primer damage”. Darnell was convinced, so he proceeded to fit PT&B bolt heads “on all three of my 308 bolts and one 223 with one spare bolt of each.” It appears that PT&G has a winner here — a smart, very affordable product that remedies a commonly-observed problem with factory Savage bolt heads.
* In the article, author Darnell writes that Savage factory bolt heads are investment cast. Fred Moreo of Sharp Shooter Supply says this is not correct: “Savage bolt heads were NEVER investment cast. From the get-go they were machined from solid stock. In 1988 they went to special profiled 41L40 bar stock to save machining operations and heat treated to 35-42 RC.”
September 8th, 2014

When does a gunsmith become a “firearms manufacturer”? That’s an important legal question that professional gunsmiths need to consider. Normally, a gunsmith (with an FFL) can receive firearms, chamber/fit barrels, do bedding jobs, and install stocks without requiring a firearms manufacturer’s license. However, other gunsmithing tasks may spill over into “manufacturing activities”. Sometimes the distinctions are not so obvious. Consider these three examples provided by the Bureau of Alcohol, Tobacco, Firearms and Explosives (ATF):
Surplus Rifle Sales Version 1: A gunsmith purchases surplus firearms, cleans the firearms, then offers them for sale to the public.
ATF Verdict: The company does NOT need to be licensed as a manufacturer.
But consider this…
Surplus Rifle Sales Verson 2: A gunsmith buys surplus military rifles or pistols and removes the stocks, adds new stocks or pistol grips, cleans the firearms, then sends the firearms to a separate contractor for bluing. These firearms are then sold to the public.
ATF Verdict: This would be considered manufacturing of firearms and the gunsmith should be licensed as a manufacturer.
And “Sporterizing” an old military rifle can be considered “manufacturing” as well:
Surplus Rifle Sales Version 3: A gunsmith buys surplus military rifles, bends the bolts to accept a scope, and then drills the receivers for a scope base. The gunsmith offers these firearms for sale.
ATF Verdict: This would be considered the manufacturing of firearms and the gunsmith should be licensed as a manufacturer.
These three examples provided by the ATF suggest that gunsmiths need to study the law, and be mindful that the more a firearm is altered and modified (with the objective of resale), the greater the possibility that a manufacturer’s license would be required.
ATF Guidelines for Gunsmiths
On its Manufacturers FAQ Page, the ATF has provided some guidelines to help gunsmiths and FFL-holders determine when a manufacturing license is required:
“Generally, a person engaged in gunsmithing requires only a dealer’s license (type 01). However, there are circumstances in which a gunsmith might require a manufacturing license. Generally, a person should obtain a license as a manufacturer of firearms if the person is:
1. Performing operations which create firearms or alter firearms (in the case of alterations, the work is not being performed at the request of customers, rather the person who is altering the firearms is purchasing them, making the changes, and then reselling them), 2. is performing the operations as a regular course of business or trade, and 3. is performing the operations for the purpose of sale or distribution of the firearms.”
ATF Examples Showing When Manufacturer License Is or Is Not Required
Below are examples of gunsmithing operations with guidance as to whether or not such operations would be considered manufacturing under the Gun Control Act (GCA). A key factor is whether the “operations performed on the firearms were… for the purpose of sale or distribution”. (NOTE: These examples do not address the question of whether the operations are considered manufacturing for purposes of determining excise tax.) View ATF Manufacturer FAQ Page for more details.
- Example 1: Completing Rifle on Customer-Supplied Action.
A company receives firearm frames from individual customers, attaches stocks and barrels, and returns the firearms to the customers for the customers’ personal use.
ATF Verdict: Manufacturer License NOT Required.
The operations performed on the firearms were not for the purpose of sale or distribution. The company should be licensed as a dealer or gunsmith, not as a manufacturer of firearms.
- Example 2: Barrel-Making. A company produces barrels for firearms and sells the barrels to another company that assembles and sells complete firearms.
ATF Verdict: Manufacturer License NOT Required.
Because barrels are not firearms, the company that manufactures the barrels is not a manufacturer of firearms. [However], the company that assembles and sells the firearms should be licensed as a manufacturer of firearms.
- Example 3: Single Gun Project. A company acquires one receiver, assembles one firearm, and sells the firearm.
ATF Verdict: Manufacturer License NOT Required.
The company is not manufacturing firearms as a regular course of trade or business and is not engaged in the business of manufacturing firearms. This company does not need to be licensed as a manufacturer.
- Example 4: Production of actions or frames for direct sale. A company produces a quantity of firearm frames or receivers for sale to customers who will assemble firearms.
ATF Verdict: Manufacturer License IS Required.
The company is engaged in the business of manufacturing firearms and should be licensed as a manufacturer of firearms.
- Example 5: Production of actions as parts suppliers. A company produces frames or receivers for another company that assembles and sells the firearms.
ATF Verdict: Manufacturer License IS Required
BOTH companies are engaged in the business of manufacturing firearms and each should be licensed as a manufacturer of firearms.
- Example 6: Modification of Pistols. A gunsmith buys government model pistols and installs “drop-in” precision trigger parts or other “drop-in parts” for the purpose of resale.
ATF Verdict: Manufacturer License IS Required.
This would be considered the manufacturing of firearms, as the gunsmith is purchasing the firearms, modifying the firearms and selling them. The gunsmith should be licensed as a manufacturer.
August 25th, 2014
TECH TIP by Robert Whitley, AR-X Enterprises LLC
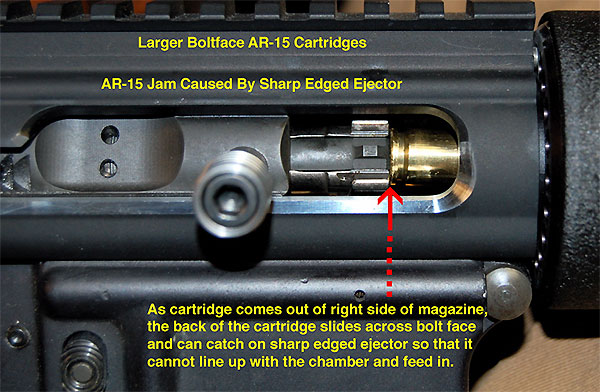
Over the years, while working with various AR-15 cartridges that require a larger bolt-face bolt (i.e. bigger than a 5.56 NATO/.223 Rem bolt-face, like those cartridges that use a 6.8 SPC bolt or the bolt face suitable for the 6.5 Grendel-based cartridges), I have found that there is an increased potential for a certain type of jam if a modification to the standard “Mil-Spec”, square-edged ejector is not made.
The original AR-15 square-edged ejector design was made for a much smaller-diameter bolt face and the smaller diameter 5.56 NATO/.223 Rem case, and it works perfectly in that application. However, as people have adapted the AR-15 platform to shoot bigger cartridges, some parts have been modified to accept the larger cartridges (i.e. bigger bolt-face bolts for the 6.8 SPC and the 6.5 Grendel, and different extractors), yet other parts have been all but ignored. One of these “ignored” parts has been the ejector. Most of the larger-bolt-face AR-15 bolts still use the standard “Mil-Spec”, square-edged 5.56 NATO/.223 Rem. ejector. That’s the problem. But there is a simple, reliable fix!
Chamfering AR Ejector for Improved Reliablity with 6mm, 6.5mm and 6.8mm Cartridges
With the larger bolt face and the larger-diameter AR cases, the old-style “Mil-Spec” ejector can cause infrequent but still annoying jams if the ejector is not modified. The jam can occur when a cartridge case feeds up and out of the right side of the magazine, and as it does so, the back of the case must slide across the bolt face and sideways over top of the ejector if it is to center up to the chamber and feed in. If the side of the case catches on the sharp-edged ejector you can get a jam. (See picture above).
Fortunately there is an easy fix for this. One way is to take the ejector out and spin it in a lathe or cordless drill and machine or grind it and round or chamfer the sharp edge. (See picture of rounded ejector next to square edged ejector).

Quick Fix Alternative — Bevel Your Ejector
Another “quick fix” is to leave the ejector in the bolt and chamfer the sharp edge with something like a Dremel tool. (See picture). This fix is easy to do and permanently resolves this potential feeding jam issue. There are no downsides to this modification if done right and I would recommend this modification for the ejectors in all larger bolt-face AR-15 bolts.


This gunsmithing tip provided by Robert Whitley of AR-X Enterprises LLC, 199 North Broad Street, Doylestown, PA 18901. Phone: (215) 348-8789. Website: 6mmAR.com.
August 23rd, 2014
Are you a gun-loving number cruncher? Then you need to read a new Shooting Industry Magazine Report. This report, filled with reams of hard data from the past two decades, reveals the state of the gun-making industry. You may be stunned to see how firearm production has skyrocketed in the past few years. In fact, total U.S. firearm production rose to 8,872,456 units in 2012, compared to 6,351,479 in 2011. That’s a 39.7% increase. SEE MORE STATS.

U.S. Gun-Makers Set Production Records
The top three firearm manufacturers all increased production substantially in 2012 compared to 2011, setting new production records. In 2012, the #1 American gun-maker, Ruger, boosted production 48% over 2011 levels. The #2 company, Remington Arms, raised production 13% in 2012, while #3 Smith and Wesson increased production 31% in 2012 compared to the year before. What’s more, in 2012, each one of these three U.S. manufacturers built more than a million firearms. That’s an historic first according to Shooting Industry Magazine.
More Guns = Higher Demand for Ammo and Reloading Components
If you have been wondering “Where did all the powder and .22 LR ammo go?”, take a good look at the chart above. There has been an enormous boost in production in recent years. Unquestionably, many of the buyers of all those new guns are looking for ammo to shoot. This helps explain why ammo and reloading components are in short supply.
Gun Sales Are Below Record 2013 Levels, But Are Still Very High
Gun sales peaked in 2013, and there has been a slow-down in 2014. However, it does look like 2014 sales will outpace 2012. The Shooting Industry Magazine report declares: “During May 2014, NICS conducted 877,655 (NSSF-adjusted) background checks. While this was a 9.9% decrease, compared to May 2013, it was the second highest May in NICS history. More importantly, it was a 4% increase over May 2012. This trend — a decrease in background checks compared to 2013, but an increase compared to 2012 — is reflected in the early months of 2014.”
Report Tip from EdLongrange. We welcome reader submissions.
August 19th, 2014
There’s a chap in Poland named Łukasz Pietruszka, who is a bonafied “Wizard of Wood”. Lukasz handcrafts unique custom stocks, selling them through his LP Gunstocks company. Many of his most eye-catching stocks are for airguns (particularly Field Target rifles), but he also produces fine stocks for rimfire and centerfire hunting rifles. Lukasz is a master carver who includes exquisite details on many of his stocks. Some of these designs, crafted from exotic hardwoods, raise stock-crafting to an art form.
Check out the figure on this Turkish Walnut stock by Łukasz Pietruszka.

You can see a variety of Lukasz’s stocks in a video sampler. If you’re a fan of fine wood, you’ll love this video. So pull up a chair, grab your favorite beverage, and enjoy this 16-minute video interlude.
 Watch Video in High Definition Watch Video in High Definition
NOTE: We recommend you view this video in high definition, in wide screen format. To do this, start the video, then click on the gear-shaped icon at the lower right-hand corner of the video frame (it’s located just to the right of the clock icon). If you have a fast internet connection, select 720P or 1080P from the pop-up menu. (1080P is the highest resolution.) Now select theater mode or full-screen mode using the small icons on the lower right of the frame.
Radical ‘Shockwave’ from LP Gunstocks
Here is a truly amazing bit of craftmanship. The images below show a one-of-a-kind Shockwave stock created by Łukasz for a Steyr Field Target air rifle. Over the top? Perhaps… but you have to admire the imaginative design and exquisite worksmanship.




Video find by Boyd Allen. We welcome reader submissions.
August 16th, 2014
“Gain-twist” refers to a form of barrel rifling where the twist rate gets tighter over the length of the barrel. For example, a gain twist barrel might start with 1:12″ twist and finish with 1:8″ twist. There is some evidence that gain-twist rifling can deliver more velocity (compared to a conventional barrel) with certain cartridge types. There have also been claims of increased accuracy with some types of bullets, but such claims are more difficult to quantify.
Gain-twist rifling is not new. This form of rifling has been around for a long, long time. The first gain-twist barrels appeared in the late 1800s. However, in the last few years, there has been increased interest in gain-twist barrels for both short-range and long-range competition.
Video Explains Gain Twist Rifling
Radical Extreme Gain Twist Barrel Design
In this video from our friend John M. Buol Jr., gunsmith John Carlos talks about a fairly radical gain-twist barrel design for high power and service rifle shooters. Produced by Bartlein Barrels, this gain-twist barrel starts with a 1:14″ twist and finishes with a 1:6.8″ twist at the muzzle (See 1:50 time-mark). Carlos believes that this type of barrel delivers higher velocities while providing excellent accuracy for a wide range of bullet weights. In .223 caliber, the gain twist works with the 75-77 grain bullets used on the “short course” while also delivering excellent accuracy with the longer 80-90gr bullets used at 600 yards and beyond. Velocity is the important bonus for long-range use. Carlos says the gain twist barrels deliver greater muzzle velocity, allowing a 90 grain bullet to stay well above the transonic zone, even at 1000 yards. (See 4:50 time-mark.)
This 1:14″ to 1:6.8″ gain-twist barrel is the product of much experimentation by Carlos and Bartlein. Carlos states: “We’ve varied all sorts of internal dimensions, such as the land height, and the groove depth. We’ve tried 5R rifling and 4-groove rifling, and we’ve worked with various rates of twist, and I believe we have it down really well right now.”
In this video, John Carlos explains the history of gain-twist rifling, and he explains how modern Bartlein gain twist barrels have been developed in recent years for both benchrest and High Power applications. If you are interested in barrel technology and design, take the time to watch.

Erik Dahlberg illustration courtesy FireArmsID.com.
August 14th, 2014
 Most of you know Carl Bernosky as a great marksman and 10-time National High Power Champion. But you may not realize that Carl is also a superb stock-maker. A true craftsman, Carl produces outstanding laminated and fancy wood stocks for hunters and competitive shooters. Visit CarlBernosky.com to see a selection of Carl’s competition and hunting stocks. Most of you know Carl Bernosky as a great marksman and 10-time National High Power Champion. But you may not realize that Carl is also a superb stock-maker. A true craftsman, Carl produces outstanding laminated and fancy wood stocks for hunters and competitive shooters. Visit CarlBernosky.com to see a selection of Carl’s competition and hunting stocks.
One of Carl’s latest creations is a thumbhole F-Class stock. Designed for F-Open shooters, this stock features a flat, 3″-wide fore-end, ergonomic grip, and adjustable cheekpiece. The laminated Bernosky stock featured here was crafted for Chesebro Rifles, which offers a turn-key stock package for the Barnard ‘P’ action, one of our favorite custom actions. This particular build features a MT Guns Vee Block Bedding System, MT Guns 3-Way Adjustable Butt Plate, and B&D Precision removable cheek piece.
Click Photo to view full-size image of stock.


As you see it, complete with all hardware (including short fore-end rail for bipod) this stock runs $1275.00 ready to ship. Just attach your Barnard barreled action and you’re ready to compete. The stock (by itself) weighs 6.5 pounds. Contact Chesebro Rifles, (661) 557-2442, for more information.
Cheek-piece close-up shows high-quality adjustment hardware.

Cheek-piece is relieved to allow full bolt travel.

Short accessory rail on the underside of the fore-end can be used to mount bipod.

Stock tip from EdLongrange. We welcome reader submissions.
August 5th, 2014
We normally use a gun cradle when cleaning or adjusting our rifles. But there are situations, such as when working on a barreled action, when it’s nice to use a pad that lies flat. Many work pads are too small — they’re nothing more than oversize mouse pads. Here are three gun pads that are big enough to work well with rifles and/or barreled actions.
DryMate Gun Cleaning Pad
 The Drymate Gun Cleaning Pad is a full 54″ wide x 16″. That’s four and a half FEET wide — longer than most rifles, so you have plenty of surface area for working. Conveniently, this product can be washed with soap and water. It is offered in three versions: Green, Blaze Orange, and Camo. We like the Blaze orange version because the bright color makes it easier to see small parts such as screws and springs. The Drymate Gun Cleaning Pad is a full 54″ wide x 16″. That’s four and a half FEET wide — longer than most rifles, so you have plenty of surface area for working. Conveniently, this product can be washed with soap and water. It is offered in three versions: Green, Blaze Orange, and Camo. We like the Blaze orange version because the bright color makes it easier to see small parts such as screws and springs.

Boyt Harness Counter Pad
The 48″ x 12″ Boyt Harness Counter Pad was originally designed more for display purposes than for serious work sessions, but we like this product. It is useful if you want to lay your gun on a bench to make small adjustments. The Boyt Counter Pad is nice and big, a full four feet from end to end. The back side is canvas while the top-size is a quilted cotton fabric. This product has received high praise from buyers. Here are actual owner reviews:

Expensive… but worth every penny. I bought three of them because I want to have at least one always around. I use one for a shooting bench or tailgate mat and another for my primary gun cleaning workbench mat. Awesome for both purposes. This one was perfect for my array of needs. — Joe D.
This mat is great for cleaning guns and keeping your surfaces clear of oil or solvent. The mat has plenty of space for a rifle or handgun and the padding is thick enough[.] I would definitely buy again and have recommended this to my friends and family. — Safety Guy
I bring this to the rifle range with me every time, to rest my rifle on the table without worrying about scratches. It fits nicely in my soft rifle case. One side is a tough canvas material that doesn’t show scratches, and the other side is a soft fleece material that protects the finish of your gun. — MACPSU
Hoppes Gun Cleaning Pad
The Hoppes Gun Cleaning Pad is 36″ wide x 12″. That’s big enough for many barreled actions (unless you have a really long barrel). This pad has a non-slip nylon backing, and Hoppes claims that the “Soft acrylic material absorbs 8 times its weight in fluids.” This Hoppes Cleaning Pad is very affordable. It costs just $8.39 at Amazon.com with free shipping for Prime members.
|





















