Even with high-quality brass from Lapua, Peterson, Norma, Alpha and RWS, occasionally you may find one or two cases per box which have a small flake or obstruction in the flash-hole. This will appear like a thin crescent on one side of the flash hole (see photo). You should inspect ALL new brass before loading to identify any pieces with a partially-obstructed flash hole. It’s a good idea to remove any flake or thin crescent left as an artifact of the flash-hole forming process. Because the flash-hole itself is normally centered and of the correct diameter, it is not necessary to ream the flash-hole to a larger diameter. All you really need to do is remove the small obstruction(s). This can be done quickly with inexpensive tools.
Use a Small Pin Vise to Remove Flash-Hole Obstructions
Folks have asked if there is a tool that can remove obstructions from a Lapua small, BR-sized flash hole without opening the hole size. The Lapua PPC/BR flash hole is spec’d at 1.5mm, which works out to 0.059055″. Most of the PPC/BR flash-hole uniforming tools on the market use a 1/16″ bit which is nominally 0.0625″, but these often run oversize — up to 0.066″.
If you want to just clear out any obstructions in the flash hole, without increasing the flash hole diameter, you can use an inexpensive “pin vise” with an appropriate drill bit. For $5.39, Amazon sells a 10-piece set of cobalt steel 1.5mm drill bits that match the Lapua flash hole exactly. Other vendors such as Ace Hardware offer a #53 pin vise drill bit that measures .0595″ or .060″ (depending or source). An 0.0595″ (1.51 mm) bit is close enough. You can find pin vises and these small-diameter drill bits at hobby stores.
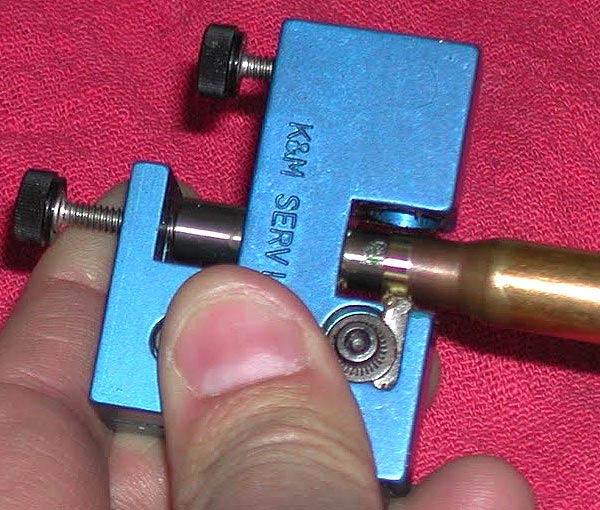
For quite some time, Sinclair Int’l has sold a similar device for small (PPC and BR-size) flash holes. Like the 749008617 unit for large flash holes, the 749005418 Reamer for small flash holes works from the outside, so it can index off the primer pocket. It reams to .0625″, and also costs $29.99. The standard dimension for Lapua 220 Russian and 6mmBR flash holes is 1.5mm or .0590″. This tool will permit standard-size decapping rods with .0625″ tips to work without binding. However, note that both Forster and Redding normally supply .057″ decapping pins with their PPC and BR dies. So, it is NOT necessary to ream your Lapua BR/PPC flashholes, unless you prefer to do so for uniformity. It IS, however, a good idea to check BR/PPC flash holes for burrs before loading the first time.
Redding also makes a handy tool that deburs and uniforms small flashholes, but works from the inside of the cases. This Redding tool has a bushing that fits in the case neck for proper alignment.
NOTE: If you purchase the Sinclair Flash Hole Reamer tools, we recommend you mic the cutter tip before you process a bunch of cases. Sometimes a tip comes through that is oversize. This will ream the flash holes larger than you may intend.
Here’s a smart tip from Bryan Litz, explaining how damage to a bullet jacket can harm the projectile’s Ballistic Coefficient (BC). This tip is posted on Bryan’s new Bryan Litz Ballistics Facebook page. We recommend you subscribe to that page to access Bryan’s latest informative posts.
Bryan notes: “If the case mouth scratches the bullet when you seat it, the damage can cause the BC to be inconsistent, which shows up as vertical dispersion at long range.”
We see this sometimes when running Doppler Radar for competitors at Applied Ballistics Mobile Lab events. If someone is shooting a bullet that typically has a very consistent BC (1% or less) but they’re seeing a higher BC variation, it can be due to the bullets being damaged in the loading process.”
The lead photo above shows the badly-scratched jacket of a bullet seated in a rough-mouthed case. To prevent such jacket damage, one should chamfer, deburr, and smooth case mouths after trimming.
Below is a recorded Doppler radar result showing excessive BC variation. Such variation can increase vertical dispersion at long range. This can result in larger group sizes and lower scores.
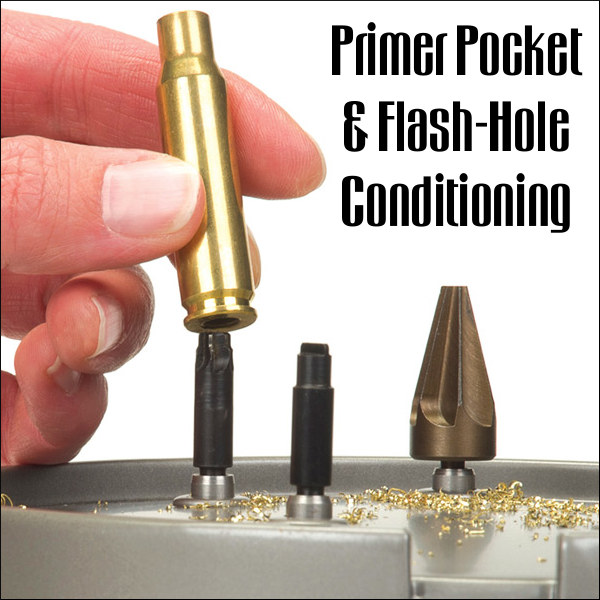
In the past the U.S. Army Marksmanship Unit published a series of reloading “how-to” articles on its USAMU Facebook page. One “Handloading Hump Day” article covered two basic case prep chores — uniforming primer pockets and deburring flash-holes. Visit the USAMU Facebook page for other tips.
Primer Pocket & Flash-Hole Conditioning
This week, we’ll address a question that frequently arises: “Do you uniform primer pockets and deburr flash-holes?” As we tailor our handloading methods to the specific needs of each instance, the answer, not surprisingly, is “Sometimes!” However, don’t flip that dial just yet, as what determines our approach may be helpful in deciding how to address one’s own techniques. Moreover, we have a buried “Easter Egg” morsel that may bring a chuckle, as well as useful safety information!
Generally, the USAMU Handloading Shop does not uniform primer pockets (PP) or deburr flash holes (FH) of our rifle brass. We’re certainly not against it… Rather, this reflects the very high volume of ammunition we load, the fact that very few cases are ever re-loaded for a second firing, and the types of brass we use. However, as a need is perceived, we DO deburr flash holes. Of interest, we have fired many very small, 1000-yard test groups and aggregates using weight-selected, domestic brass that had not had PPs uniformed or FHs deburred.
Before and After — On the left is a fired, deprimed 7.62×51 case with primer residue intact. On the right the primer pocket has been uniformed to SAAMI specs. Note the shiny finish at the bottom of the pocket — evidence of the the removal of metal when uniforming the primer pocket.
As to the type cases we use, many thousands of our long-range 5.56mm cases come to us from the arsenal with the primer of our choice pre-installed and staked-in, per usual practice. Obviously, we cannot uniform either FHs or PPs on this live, primed brass. However, after careful sorting, inspection and preparation, we do obtain match-winning results with it.
Shooters who reload their brass several times may decide to uniform PPs and deburr FHs, especially on their “300-yard and beyond” brass. Here, they will use the cases many times, while the uniforming is performed only once. Also, most handloaders only process moderate amounts of brass, compared to our multi-thousand round lots.
Having high quality Long Range (LR) brass helps. Many of the better brass manufacturers [make] their flash holes so that no burrs are created. Still, it does pay to inspect even THESE manufacturer’s products, as occasional slips are inevitable. Very rarely, some of the best makers will have a significant burr in, say, 1 per 1000 or 2000 cases, and it’s worth catching those.
Exceptions can always be found. Recently, we began processing a large lot of match brass from a premier manufacturer. We were startled to find that every case had a significant burr in the FH — something we’d never before seen from this maker. We then broke out the FH deburring tools and went to work.
Some observers have noted that it can be difficult to truly verify the contribution to accuracy of these procedures — particularly when firing from the shoulder, in conditions. Members of this staff, as individual rifle competitors, do often perform these operations on their privately-owned LR rifle brass. One could ascribe this to the old High Power Rifle maxim that “if you think it helps, then it helps.”
However, a World Champion and Olympic Gold/Silver medalist here commented on his own handloading (for International competition, which demands VERY fine accuracy). He noted that he did seem to see a decline in accuracy whenever he did not uniform FHs, deburr FHs and clean primer pockets before each reloading. (One might be tempted to counter that only a truly World Class shooter could reliably detect the difference.) However, with the wisdom of decades experience, our Champion also remarked that “It could have been that I just wasn’t shooting as well that day.”
For those who do opt for these procedures, note that various tool models may have adjustable depth-stops; pay attention to the instructions. Some FH-deburring tools (which enter the case mouth, not the primer pocket) are dependent upon uniform case length for best results.
Above is a flash-hole deburring tool on an RCBS powered case-prep unit. These case prep machines can save a lot of pain and misery, helping one perform various functions quickly and efficiently.
Readers who have just recently discovered the Daily Bulletin may not realize that AccurateShooter.com has hundreds of reference articles in our archives. These authoritative articles are divided into multiple categories, so you can easily view stories by topic (such as competition, tactical, rimfire, optics, shooting skills etc.). One of the most popular categories is our Technical Articles Collection. On a handy index page (with thumbnails for every story), you’ll find over 120 articles covering technical and gunsmithing topics. These articles can help you with major projects (such as stock painting), and they can also help you build more accurate ammo. Here are five popular selections from our Technical Articles archive.
Stress-Free Pillar Bedding. Richard Franklin explains how to do a top-quality bedding job, start to finish.
OnTarget Software Review. Our Editors test free software that measures shot groups with great precision. We explain how to use the program and configure advanced features.
Savage Action Tuning. Top F-TR shooter Stan Pate explains how to enhance the performance of your Savage rifle by optimizing the torque settings of the action screws.
Complete Precision Case Prep. Jake Gottfredson covers the complete case prep process, including brass weight sorting, case trimming, primer pocket uniforming, neck-sizing, and, case-neck turning.
Stock Painting Instructions. Step-by-step guide for stock painting by expert Mike Ricklefs. Mike shows both simple coverage and fancy effects.
Editor: America’s birthday, the 4th of July, is just five days away. To help mark this historic occasion, today we feature a pair of patriotic rifles — a Light Gun and a big Heavy Gun both used in 1000-yard competition at the famed Williamsport Range in Pennsylvania. These rifles both feature handsome patriotic graphics featuring the U.S. Constitution and the Stars and Stripes.
Report by Andrew Murtagh
I’ve been a long range shooter for over two decades. Like most shooters in this game I’ve built, bought, and sold many rifles during my tenure. Here’s my tale of two special rifles, a Heavy Gun and a Light Gun, both sporting Patriotic stock graphics. I have shot both of these rifles in competition at Reade Range and The Original Pennsylvania 1000-Yard Club, aka “Williamsport”, where I have served as Club Vice-President.
My two Patriots were both acquired second-hand from a fellow shooter, Mike Bonchack. As purchased, they were very different from what they are now. I first decided to rechamber them using my reamers. The Light Gun (LG) is now chambered in 6×47 Lapua with 0.267″ neck, while the Heavy Gun (HG) is a 6mm Dasher with 0.266″ neck. After re-chambering the barrels, next I decided to get both guns up to maximum weight. The LG already had an adjustable weight system so it was easy to get it to 17 pounds. For the HG, I added an additional 25 pounds of lead/epoxy fill which was milled into the barrel channel and butt stock.
The Story Behind the Patriotic Graphics
I was initially going to have the LG painted until a close friend and fellow shooter, Tom Murtiff, suggested hydrographics. I landed on the patriotic theme because I’m a right-wing leaning Constitutionalist who still believes in the principles upon which our Founding Fathers built this nation. I wanted to express my support of our country’s Constitution and its Amendments. The search for the perfect patriot print was on.
This was my first hydrographic print experience and I was overwhelmed with the sheer number and variety of prints available. I spent a few days searching when I found the Amendment print. I then contacted Rick Schuh, owner of Boyzhid Hydrographics. He then prepped, hydro-dipped, and clear-coated the LG. Late in 2017 I purchased the HG and through a lengthy process in 2018 the metal work and stock additions were completed. I was now back in search of the perfect print. This was also lengthy, and I couldn’t find anything that spoke to me except for a suggestion to have “twin” rifles. I liked the idea — a pair of “Patriots!”
Rick was again employed to dip the Heavy Gun. That became a real undertaking because the stock alone (no metal attached) now weighed 35 pounds. He had to manufacture reinforced hangers to apply the graphics without flaw. The stock came out perfect to my eye, but not to his. On the bottom, which is rarely seen on any HG, he airbrushed a small flag to cover an area that stretched the print. Rick also made a jeweled plate for the toe of the butt.
I’m including this image so everyone can see Rick’s extra effort to make the HG perfect. I often joke with him about the added work no one would see. Well now the world can view his workmanship.
1000-Yard Heavy Gun Specifications:
Kelbly Stolle F-Class Panda dual-port, right eject with Kelbly Picatinny rail
Modified Ryan Miller HG stock bedded/pillared/weighted by David Powley
Bartlein 1:8.5-8″ gain-twist 0.236″ bore barrel
— chambered in 6mm Dasher 0.266″ neck by David Powley
Ryan Miller barrel-block fitted with nylon bushing by David Powley
Harrell’s muzzle brake
Jewell trigger
Optic One: NightForce 12-42x56mm NXS in Vortex rings
Optic Two: Leupold 7-35x56mm Mark 5 HD in Leupold rings
1000-Yard Light Gun Specifications:
BAT Machine B Action RB/LP/RE
McMillan MBR stock bedded by David Powley
Bartlein 1:8″-twist 0.237″ bore 30″ barrel
— chambered in 6×47 Lapua 0.267″ neck by David Powley
Harrell’s radial muzzle brake
Jewell trigger
NightForce 15-55x52mm Competition Scope in Harrell’s rings
Stock Graphics: Both rifles share a Patriot Constitution Hydrographic print (and clear-coat) by Rick Schuh of BoyzHid Hygrogaphics.
How to Succeed in the 1K Benchrest Games — Q & A with Andrew
Q: How Do You Choose a Chambering/Cartridge for a particular Match or Relay?
Andrew: Cartridge choice depends on the wind forecast. I always have several rifles with particular cartridge/loads for each depending on the forecast. If it’s a light wind day, say 4 to 8 mph with light gusts, I’ll be shooting either a 6×47 Lapua or a 6mm Dasher. If it’s blowing around 10 to 12 mph, I’ll campaign a 6×47 on its high node to get it down range flat. But if it’s really blowing or constantly changing direction, I shoot a big .300 WSM with either 200gr or 210gr bullet.
Q: What Is Your Load Development Method?
Andrew: Initial load development is always done over the chronograph at 100 yards until I get low ES/SD for 5 shots utilizing the same 10 pieces of absolutely perfect brass. Once I’m satisfied with the raw data I move to 1000 yards with a set of match brass and shoot 5-shot strings to find the best-performing exact powder charge. I have found this is usually within 0.20 grains of what performs well over the chronograph.
Q: What Brass, Primers, Powders, and Bullets Do You Use?
Andrew: I use Lapua brass for all things 6mm and Norma brass for my big .30 Cal stuff. I never change primers and shoot CCI BR2s or BR4s. I’m a Varget and H4350 fan. I’ve tried other powders, but they never were fruitful at 1K. Currently the only bullets I shoot are Sierra Match Kings. In the 6mm Dasher and 6×47 Lapua I use the 6mm 107gr SMK. In my .300 WSM I use .308-cal 200gr and 210gr SMKs.
Q: What Advice Do You Have for Novice 1000-Yard Competitors?
Andrew: Leave your ego at home and be willing to learn each and every time you come to the range. The discipline evolves rapidly and so must the shooter. It won’t take long to get left behind and become extremely frustrated with the game if you are not willing to learn and adapt. Find a tutor who is a great shooter and who is willing to mentor you. John Hoover and Tom Murtiff helped me and are very dear friends and great 1000-yard shooters. Believe me, having a good mentor takes years off the learning curve. Lastly, enroll in the Benchrest Shooting School offered by The Original Pennsylvania 1000 Yard Benchrest Club. I’m an instructor there and I, along with all the cadre, will help new shooters rapidly advance their skills.
Q: What’s the Secret to Judging the Wind? (In this discipline there are no target markers after each shot.)
Andrew: That’s the million-dollar question. What I do is find the condition that seems to hold. Once I’m committed into the record string, I follow it to the end. At Williamsport the wind flags can change at every distance so you simply need to pick one flag and hope it’s the one that remains truthful.
Long Range Competition Advice from a Leading 1K Benchrest Competitor
FIVE Key points to remember when shooting 1000-Yard benchrest
1. Be positive and have a clear state of mind when competing.
2. Bench set-up and shooting mechanics must always be the same — every shot. Then follow the shot through your optic.
3. Shoot two (2) shots before making a scope adjustment unless you’re under a minute of the sighter period.
4. Trust yourself and your equipment. You never want to second guess anything you put on the line.
5. Once you commit to shooting your record string, DO NOT STOP.
Andrew wanted to give credit to the many talented guys who have helped with his rifle builds and his reloading equipment. In alphabetical order, these are Mike Bonchack, John Hoover, Tom Murtiff, David Powley, and Rich Schuh (Boyzhid Hydrographics).
BONUS Topic — Case Prep and Loading for 1000-Yard Benrchest
Accurate loading, in my opinion, all starts with perfect brass. I always use Lapua or Norma brass, and when I buy it I try to purchase no less than 500 of the same lot. Most shooters sort by weight and I do as well, but it’s the last thing I do instead of the first. My reasoning behind this is simple, if I’m going to uniform primer pocket, ream and debur flash holes, turn necks, trim cases to length I’m removing lots of material. Therefore the weights change drastically from where they started. That said weight sort at the end, period. I do the entire lot at one time — a labor of love.
At the request of our readers, we provide select “Deals of the Week”. Every Sunday afternoon or Monday morning we offer our Best Bargain selections. Here are some of the best deals on firearms, hardware, reloading components, optics, and shooting accessories. Be aware that sale prices are subject to change, and once clearance inventory is sold, it’s gone for good. You snooze you lose.
NOTE: All listed products are for sale to persons 18 years of age or older. No products are intended for use by minors.
1. Natchez — Weaver Optics Sale
⏺️ » Major savings on Weaver scopes, spotting scopes, binocs and more
Are you putting together a new build and need optics that won’t break the bank? Then check out the Weaver Optics Sale at Natchez. You’ll find competition scopes, hunting scopes, red dots, and binoculars at prices up to 60% off. A 3-9x40mm hunting scope is now just $89.99, and a 6-24x50mm SFP Weaver Classic scope is just $199.99. If you need a new optic, you can save big bucks this week at Natchez.
2. Midsouth — Federal Gold Medal Primers on Sale
⏺️ » Great prices on top-quality primers including 205M.
For quite some time, top-quality American-made primers have been in short supply, or have been extremely expensive. Take heart, you can get great primers at good prices with Midsouth’s Federal Gold Medal Match Primer Sale. Offering optimum ignition and great consistency, Federal Premium Gold Medal primers are the choice of match shooters everywhere. These are some of the best primers on the market at prices lower than we’ve seen in years.
3. Creedmoor Sports — TriggerTech Trigger Sale
⏺️ » Good prices on triggers for bolt-actions and ARs.
If you need to replace a factory trigger in your AR or Rem 700 action-type rifles, TriggerTech Triggers are tough to beat for the price. With a very crisp break and adjustable pull weight, these easy-to-install triggers are an affordable upgrade that can improve your on-target results.
4. Graf & Sons — Shooter’s World Powders In Stock, Good Value
⏺️ » Positive field reports on these powders — good value, good ES/SD
If you need very good propellants at reasonable prices consider Shooters World Powders. Customers report these powders rival top Hodgdon and Alliant brands delivering good accuracy, temp stability, and low ES/SD. With its wide range of powders, Shooters World offers good choices for most popular cartridge types — small to magnum. Best of all, these Shooters World Powders are IN STOCK now at great prices.
5. Palmetto State Armory — Walther PPQ .22 LR, $269.99
⏺️ » Affordable .22 LR pistol with good trigger, great ergonomics.
When developing handgun skills, we recommend starting with a .22 LR pistol. The mild recoil helps with follow-up shots, and ammo is inexpensive. It’s also fun to shoot a .22 LR at reactive targets. If you’re shopping for a rimfire pistol, check out the Walther PPQ .22 LR 4″ PISTOL on sale now for just $269.99. The PPQ .22 delivers advanced design and ergonomics with the cost savings of .22 rimfire. The sculpted grip is comfortable and the trigger is very good — crisp and reasonably light.
6. Amazon — RCBS Auto Priming Tool, $129.99
⏺️ » Excellent benchmounted tool with primer dispensing tube
Are your hands tired of hand priming and you’d like an alternative? Consider the RCBS Automatic Priming Tool. This bench-mounted Automatic Priming Tool is fast, accurate and highly sensitive due to its single-stage lever system. Primers feed through the auto primer feed tube one by one, preventing potential contamination by oily fingers. Two primer rod assemblies and two primer feed tubes are included.
7. Amazon — Caldwell Wind Wizard II, $35.99
⏺️ » Good, reliable and affordable wind gauge
To calculate precision ballistics you need the current wind speed and ambient temperature. The Caldwell Wind Wizard II can provide that key information (wind speed and temp) at a very modest $35.99 price. The Caldwell Wind Wizard II Wind Meter may well be the best value wind meter on the market. It reads wind speed quickly and accurately, with various unit options (e.g. Mph, km/hr). A easy-to-grip rubber sleeve helps protect the unit and ensure a firm grip.
8. Amazon — Lyman Case Prep Tool, $26.99
⏺️ » Handy double-ended tool with internal parts storage
Do you need a simple but effective tool to help with case prep? We like the Lyman Case Prep Multi-Tool which has essential case prep accessories in one compact, double-ended tool. This handy tool can perform key case prep tasks (e.g. neck chamfering/deburring) on rifle and pistol brass from .17-.45 caliber. Both handle ends of the handle are threaded so two tool heads can be used simultaneously. In addition the Case Prep multi-Tool can be used with any other standard case prep tools and brushes.
9. Amazon — Rifle Storage Rods, Assorted Packages
⏺️ » Handy rods help organize in-safe storage
Need to fit more long guns in your safe? Want them to be secure and not lean on each other? Gun Storage Solutions Rifle Rodscan help you store more long guns more securely. A 5-rod set is just $21.95 (orange) and $20.70 (black). There are also rod sets with 10, 20, 30, or 40 rods. These Rifle Rods utilize a hook & loop (Velcro-type) system to stabilize long guns in the upright position. These rod sets work great with a variety of gun safes and come complete with the nylon loop fabric placed on the underside of shelves.
As an Amazon affiliate, this site can earn revenues through sales commissions.
Do you have a friend who is getting started in hand-loading? Or would you like a refresher course in some of the more important aspects of reloading? Today’s video showcase provides a wealth of information. In these videos, Philip Massaro, Editor-in-Chief of the Gun Digest Annual, explains the techniques handloaders should employ to create safe and accurate pistol and rifle ammunition. These videos are part of an 11-Video Reloading Series from Gun Digest.
After the intro video, there is a video on case resizing, with a focus on full-length sizing. Next Massaro explains how primers work and he demonstrates how to seat primers. There is a video dedicated to bullet choice, followed by a video on bullet seating, both with and without crimping. Today’s video showcase concludes with a helpful video on troubleshooting, showing how to check your ammo and disassemble rounds when something isn’t right.
Basics Of Reloading
What goes into reloading ammo? Here are the five basic handloading steps — removing the primer, resizing the case, inserting a new primer, adding powder, and seating a new bullet. Gun Digest also has a related video on Reloading Tools, explaining the basic tools you’ll need: dies, press, scale, powder measure or powder-dispensing machine, and measuring tools.
Case Prep and Resizing
The reloading process starts with your cartridge brass. You need to remove carbon from the case exterior, check for case damage and signs of incipient separation. And it often makes sense to clean the primer pockets. It’s also wise to check case length, and chamfer/debur the case necks (as needed). Then the cases should be resized before loading. We recommend full-length resizing for rifle rounds.
Primer Types Explained
What is the difference between a large rifle primer and a magnum large rifle primer? Can you use magnum primers in standard cartridges and vice versa? These are among the topics discussed in this video.
Priming Procedures — Using Press or Hand Tool — and Powder Throwing
In this video, Philip Massaro tackles primer installation, the first process of assembly in reloading and case charging. Learn the differences between large and small primers, and how to use a primer cup accessory on a single stage press. Then Massaro shows various methods to dispense the correct powder charge.
Bullets — How to Select the Right Projectile for your Application
Not every bullet is appropriate for every job. Find out what projectile you’ll need to win a shooting match or put meat on the table. Not all bullets are created equal — hunting bullets are different than match bullets and varmint bullets are different than big game projectiles. With this in mind, Phil Massaro examines different bullet designs — including a look at Nosler’s line of projectiles.
Cartridge Completion — Bullet Seating
In this installment, Philip Massaro covers the final step in cartridge assembly, bullet seating. He covers how to use a micrometer seating die for reloading, as well as various ways to crimp handgun bullets. Massaro demonstrates seating bullets for the .357 Mag, .45 ACP, .30-06 Springfield, and .458 Win Magnum cartridges. The video also covers using a roll-crimp and taper crimp.
Reloading Troubleshooting
This is a very important video, that shows how to troubleshoot potential problems with handload ammunition. The host shows how to check for potential case head separation and other brass problems. He shows how to get stuck cases out of dies using the drill and tap procedure. Also covered are collet bullet pullers and inertia hammers for removing seated bullets from cases. This is necessary if you mistakenly seat too deeply or forget to charge the case with powder.
Here’s a smart tip from Bryan Litz, explaining how damage to a bullet jacket can harm the projectile’s Ballistic Coefficient (BC). This tip is posted on Bryan’s new Bryan Litz Ballistics Facebook page. We recommend you subscribe to that page to access Bryan’s latest informative posts.
Bryan notes: “If the case mouth scratches the bullet when you seat it, the damage can cause the BC to be inconsistent, which shows up as vertical dispersion at long range.”
We see this sometimes when running Doppler Radar for competitors at Applied Ballistics Mobile Lab events. If someone is shooting a bullet that typically has a very consistent BC (1% or less) but they’re seeing a higher BC variation, it can be due to the bullets being damaged in the loading process.”
The lead photo above shows the badly-scratched jacket of a bullet seated in a rough-mouthed case. To prevent such jacket damage, one should chamfer, deburr, and smooth case mouths after trimming.
Below is a recorded Doppler radar result showing excessive BC variation. Such variation can increase vertical dispersion at long range. This can result in larger group sizes and lower scores.
RCBS has a good successor to the venerable RCBS Trim Mate. The RCBS Brass Boss features six rotating stations that handle all your brass neck-brushing, chamfering, deburring, and pocket uniforming chores. The RCBS Brass Boss includes tools for all six stations: inside VLD chamfering tool, outside deburring tool, primer pocket cleaners (small/large), military crimp removers (small/large), primer pocket uniformers (small/large), case neck brushes (four diameters), and a tub of dry case neck lubricant. MSRP for the Brass Boss, RCBS Item 90390, is $219.99. The best price we found is $169.99 at Natchez — a very good deal.
This machine has two different rotation speeds for the toolheads. Four stations run at 350 rpm, while the two other stations run 57% faster, at 550 rpm. That give you a choice of spin speeds. You can work fast for tougher chores like military crimp removal, and slow down for inside-neck chamfering, which should be done carefully.
Larger and taller than the older RCBS Trim Mate, the Brass Boss has one more station (six vs. five), plus a more powerful motor. This should make the Brass Boss more competitive with the popular Lyman Case Prep Express, $168.59 on Amazon.
On our main AccurateShooter.com site, you’ll find a good article by GS Arizona on the Basics of Neck Turning. If you’re new to the neck-turning game, or are just looking for good tips on improving your neck-turning procedures, you should read that article. Below we offer some highlights and photos from the article, but you’ll need to read the whole story to view all the illustrations and follow all the procedures step by step.
Why Should You Consider Neck Turning?
Let’s assume that your rifle doesn’t have a tight neck chamber that requires neck turning; if you have a tight neck chamber, of course, the answer to the question is “because you have to”. For the rest of us, and that includes the vast majority of Highpower shooters, neck turning isn’t a requirement, but it can be a useful way to bring your ammunition a small but meaningful step closer to that pot of gold at the end of the rainbow: perfection. I’m not talking about a theoretical improvement, but a real one, an improvement that lies in equalizing and optimizing the neck tension of your loaded rounds. Inconsistent neck tension is a real contributor to increased muzzle velocity variance which itself is a significant factor in increased elevation dispersion at long range. So there’s our basic reason for neck turning: to equalize and optimize neck tension in order to reduce elevation dispersion.
The Tools of the Trade
Here you see everything I use and a bit more. The press, a cordless screwdriver (always plugged in, turning is tough on the old battery), a couple of K&M neck turners (one set up for 6mm, the other for .30 caliber) an expander for each size, some Imperial lube, an old toothbrush or two to keep the cutter clean, a handle with a caseholder (for those emergencies when the screwdriver dies and there’s just one more case to go!), steel wool and a tubing micrometer finish the list of tools. Hey, I left the dial calipers out of the picture! They’re always handy, keep them around, but they are useless for measuring neck thickness, so don’t try. I usually use an Optivisor magnifier while I turn necks, very handy for a clear view of what’s happening on the neck.
Expanding the Neck
Put some lube on the inside of the case neck and run it into the expander. Really, this isn’t hard. I prefer to expand each case immediately before turning it as opposed to expanding all the cases and then turning them. Brass is somewhat springy and will tend to go back toward its original size; therefore, by expanding and turning immediately, you are more likely to have all cases fit the mandrel with the same degree of tightness and to get a more consistent depth of cut.
Cutter Adjustment for Cut Depth and Length
All the tools I’ve seen have pretty good adjustment instructions. The only thing they don’t tell you is that you should have five to ten spare cases to get it right initially. Anything of the right diameter will do while you learn, for instance, just use that cheap surplus .308 brass to do initial setup and save the precious .30-06 for when you know what you’re doing. Be patient and make your adjustments slowly; you’ll need to set the cutter for thickness as well as length of cut (just into the shoulder). The depth of cut (brass thickness) takes a bit of fiddling, the length of the cut is generally easy to set.
The Finished Product — A Perfectly Uniform Neck
If you read the whole article, and follow the procedures using quality tools, you should get very good results — with a little practice. To demonstrate, here’s an example of my finished, neck-turned brass. You’ll see there is a perfect, 0.0125″ thick neck. It’s very uniform around the circumference, usually I only see 1 or 2 ten-thousandths variance. Now, with the necks uniformed like this, we can select the bushing size that will give us our preferred neck tension and experiment with various levels of tension, secure in the knowledge that all of the cases will actually have the desired neck tension.
About the author — “GS Arizona” was the writing handle for German Salazar, a top-tier rifleman and gun writer. Sadly, German passed from a medical condition in 2022. German was instrumental in helping this website and our Forum get started, and we remember him as a very dear, valued friend.
German was a great individual, and a great asset to the sport. An attorney by trade, with an engineering background, German was one of the very best gun writers, who had high master shooting skills to match his writing abilities.



















































 This machine has two different rotation speeds for the toolheads. Four stations run at 350 rpm, while the two other stations run 57% faster, at 550 rpm. That give you a choice of spin speeds. You can work fast for tougher chores like military crimp removal, and slow down for inside-neck chamfering, which should be done carefully.
This machine has two different rotation speeds for the toolheads. Four stations run at 350 rpm, while the two other stations run 57% faster, at 550 rpm. That give you a choice of spin speeds. You can work fast for tougher chores like military crimp removal, and slow down for inside-neck chamfering, which should be done carefully.